О1
о
а ч1
Изобретение относится к клепке, в частности к устройствам для клепки крупногабаритных плоских панелей с тросовой подвеской.
Цель изобретения - повышение производительности за счет увеличения скорости позиционирования, а также экономии производственной площади при клепке длинномерных плоских панелей.
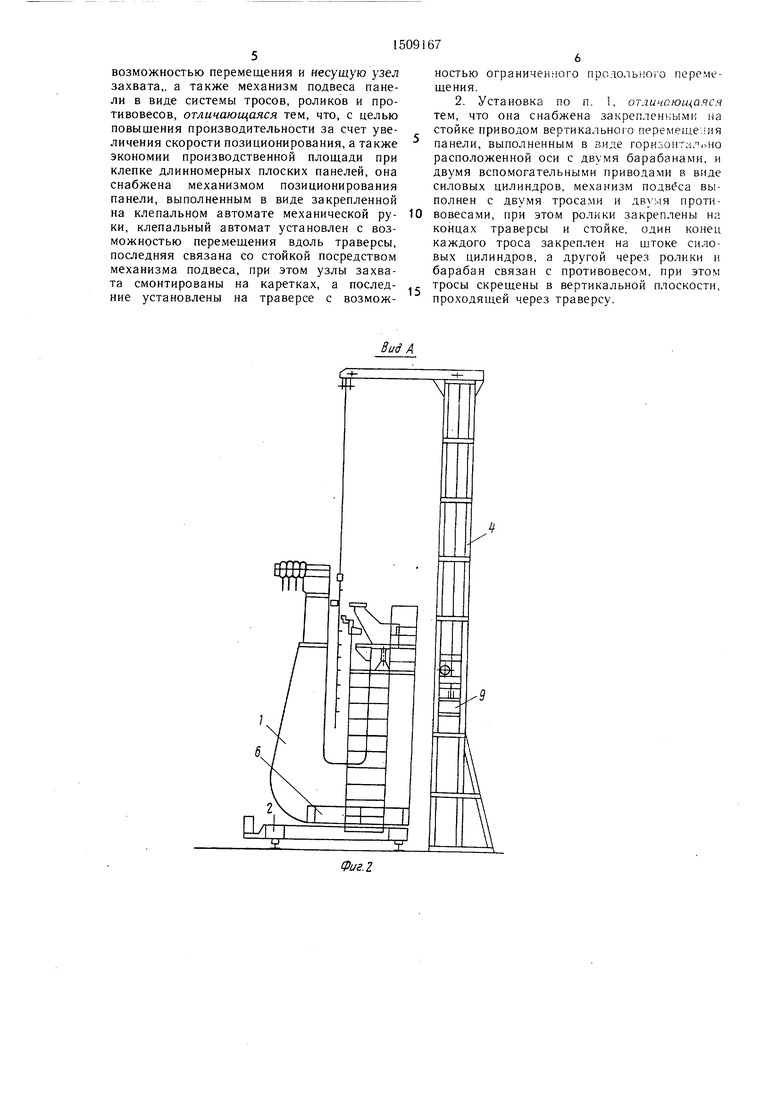
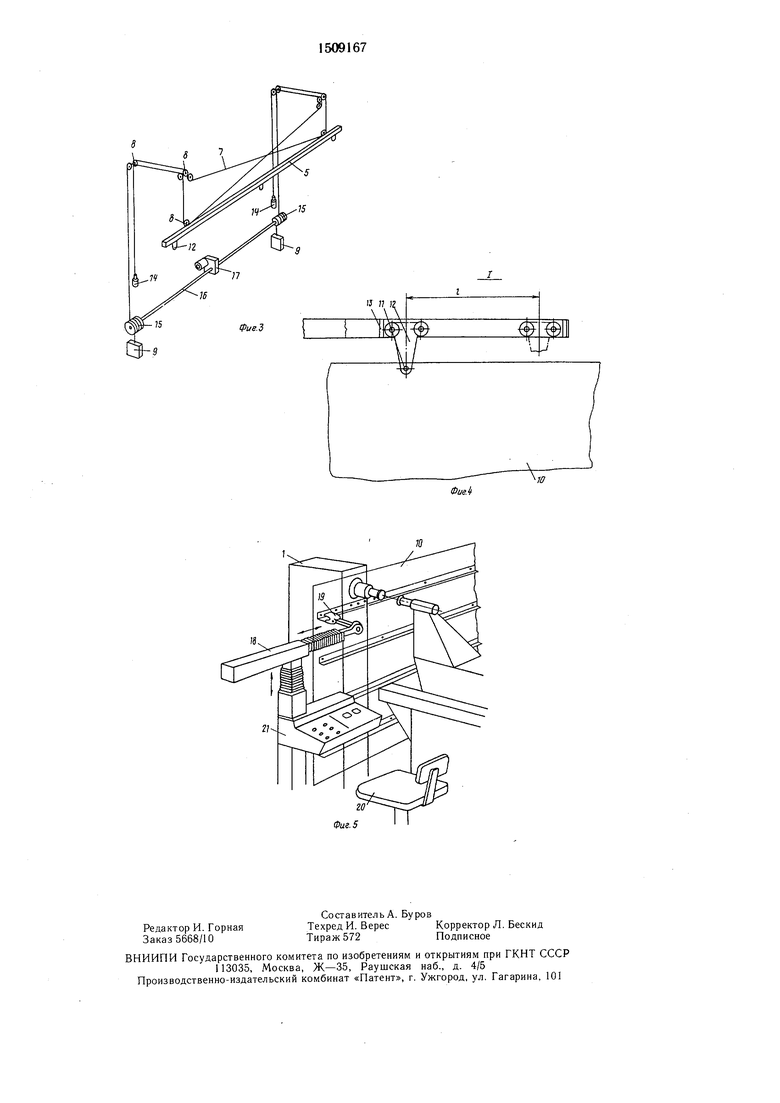
На фиг. 1 представлена предлагаемая установка, фронтальный вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - механизм подвеса панели; аксонометрия; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - механизм позиционирования панели.
Сверлильно-клепальная установка содержит установленные на основании клепальный автомат 1, смонтированный зевом вверх на подвижной платформе 2, которая установлена на рельсовом пути 3,
Обрабатываемую панель 1о подвеш, вают на узлах 11 захвата и сдвигают по траверсе до упора 13 влево (фиг. 1), например, на расстояние 1. Подавая команды с пульта 21 управления на приводы стойки 4 и платформы 2, устанавливают автомат 1 в плоскость клепки и перемещают его по рельсовому пути 3 к краю панели вправо (фиг. 1). Затем с помощью привода 17, вращающего вал 16 и пере10 матывающего тросы 7 на барабанах 15, поднимают,или опускают траверсу 5 с подвешенной панелью 10, добиваясь совмещения обрабатываемого щва с осью рабочей головки автомата. При необходимости с по мощью силовых цилиндров 14 выравнивают щов по горизонтали. Схват 19 механической руки 18 закрепляют на панели 10, совмещая с базой отсчета шага клепки, после чего переводят сверлильноклепальную установку в автоматический реи стойку 4 с траверсой 5. Клепальный 20 жим. В этом режиме механическая рука автомат 1 соединен с платформой 2 пос-периодически перемещает панель на заредством салазок 6, обеспечивающих уста-данный программой щаг клепки (при этом
новку автомата в плоскость клепки. Плат-панель 10 на каретках 12 перемещается
форма и салазки оборудованы приводамивдоль траверсы 5) и подает команду авперемещения (не показаны). Механизм под-томату на выполнение рабочего цикла
веса панели выполнен в виде двух тросов 7, (сверления и клепки). После того, как заклепочный шов выполнен на участке 1|, захват механической руки освобождается, а клепальный автомат перемещается в следующую позицию влево (например, на расна которых подвешена траверса 5, роликов 8 и двух противовесов 9. Панель 10 крепится в подвешенном положении посредством узлов 11 захвата, закрепленных
на
каретках 12, установленных на тра- о стояние U). Производится захват панели
верее с возможностью ограниченного продольного перемещения посредством закрепленных на ней упоров 13. В механизм подвеса входят, кроме тросов и противовесов, привод вертикального перемещения
40
схватом механической руки. Последняя перемещает панель с шагом клепки в обратную сторону, что обеспечивает клепку шва на участке Ь. Последовательность клепки по участкам и направление клепки на каждом
панели и два силовых цилиндра 14, смон- 35 „з них могут быть запрограммированы с тированные на стойке. Привод вертикаль- учетом специфических требований панели, ного перемещения панели состоит из двух барабанов 15, закрепленных на общем валу 16, который связан с приводом 17 вращения. Один конец каждого троса 7 закреплен на штоке силового цилиндра 14, после чего трос проходит через систему роликов 8, стойки и траверсы, оборачивается вокруг барабана 15, а второй конец троса связан с противовесом 9. Тросы 7 скрешены в вертикальной плоскости траверсы. Привод вертикального перемещения служит для быстрого перемещения панели, а силовые цилиндры 14 - для ее выравнивания относительно клепального автомата. Механизм позиционирования панели выполнен в виде закрепленной на клепальном автомате механической руки 18 со схватом 19, смонтированными с возможностью взаимодействия с панелью 10. Кроме того, на клепальном автомате закреплено рабочее место оператора 20 с пультом 21
управления работой установки. Рельсовый 55 держащая смонтированные на основании
путь проложен на всю длину панели 10.клепальный автомат, скоба которого расСверлильно-клепальная установка рабо-положена зевом вверх, стойку с травертает следующим образом.сой, каретку, установленную ,на траверсе с
45
50
например обеспечения наи.меньшего коробления панели, обхода вырезов и т. п.
Конструкция сверлильно-клепальной установки позволяет повысить скорость позиционирования, так как при перемещении на шаг клепки перемещается только панель с узлами захватов, а наличие механической руки со схватом и скрещенных тросов сокрашает время на успокоение панели, снизить производственные площади за счет клепки панели по участкам и возможности поочередного перемещения в процессе клепки как клепального автомата, так и панели.
Формула изобретения I. Сверлильно-клепальная установка, соОбрабатываемую панель 1о подвеш, вают на узлах 11 захвата и сдвигают по траверсе до упора 13 влево (фиг. 1), например, на расстояние 1. Подавая команды с пульта 21 управления на приводы стойки 4 и платформы 2, устанавливают автомат 1 в плоскость клепки и перемещают его по рельсовому пути 3 к краю панели вправо (фиг. 1). Затем с помощью привода 17, вращающего вал 16 и пере0 матывающего тросы 7 на барабанах 15, поднимают,или опускают траверсу 5 с подвешенной панелью 10, добиваясь совмещения обрабатываемого щва с осью рабочей головки автомата. При необходимости с по мощью силовых цилиндров 14 выравнивают щов по горизонтали. Схват 19 механической руки 18 закрепляют на панели 10, совмещая с базой отсчета шага клепки, после чего переводят сверлильно„з них могут быть запрограммированы с учетом специфических требований панели,
например обеспечения наи.меньшего коробления панели, обхода вырезов и т. п.
„з них могут быть запрограммированы с учетом специфических требований панели,
Конструкция сверлильно-клепальной установки позволяет повысить скорость позиционирования, так как при перемещении на шаг клепки перемещается только панель с узлами захватов, а наличие механической руки со схватом и скрещенных тросов сокрашает время на успокоение панели, снизить производственные площади за счет клепки панели по участкам и возможности поочередного перемещения в процессе клепки как клепального автомата, так и панели.
них могут быть запрограммированы с ом специфических требований панели,
ащая смонтированные на основании
Формула изобретения I. Сверлильно-клепальная установка, совозможностью перемещения и несущую узел захвата,, а также механизм подвеса панели в виде системы тросов, роликов и противовесов, отличающаяся тем, что, с целью повышения производительности за счет увеличения скорости позиционирования, а также экономии производственной площади при клепке длинномерных плоских панелей, она снабжена механизмом позиционирования панели, выполненным в виде закрепленной на клепальном автомате механической руки, клепальный автомат установлен с возможностью перемещения вдоль траверсы, последняя связана со стойкой посредством механизма подвеса, при этом узлы захвата смонтированы на каретках, а последние установлены на траверсе с возмож
ностью ограниченного продольного перемещения.
2. Установка по п. 1, отличающаяся тем, что она снабжена закрепленными на стойке приводом вертикального перемеше.-ня панели, выполненным в зиле гори501гга. расположенной оси с двумя барабанами, и двумя вспомогательными приводами в виде силовых цилиндров, механизм подвеса выполнен с двумя тросами и двумя противовесами, при этом ролики закреплены на концах траверсы и стойке, один конец каждого троса закреплен на штоке силовых цилиндров, а другой через ролики и барабан связан с противовесом, при этом тросы скрещены в вертикальной плоскости, проходящей через траверсу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| СПОСОБ КЛЕПКИ КРИВОЛИНЕЙНЫХ ПАНЕЛЕЙ НА СВЕРЛИЛЬНО-КЛЕПАЛЬНОМ АВТОМАТЕ | 2014 |
|
RU2555263C1 |
| Подвесное устройство к клепальным прессам | 1986 |
|
SU1333467A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ ДЛЯ КЛЕПКИ КРИВОЛИНЕЙНЫХ ПАНЕЛЕЙ | 2015 |
|
RU2626520C2 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| Сверлильно-клепальный автомат | 1975 |
|
SU603479A1 |
| Сверлильно-клепальный автомат | 1987 |
|
SU1479203A1 |
| Клепальный автомат | 1986 |
|
SU1323202A1 |
| Подвесное устройство к прессамдля КлЕпКи | 1979 |
|
SU812414A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ВЫРАВНИВАНИЯ КРИВОЛИНЕЙНЫХ ПАНЕЛЕЙ НА КЛЕПАЛЬНОМ И СВАРОЧНОМ ОБОРУДОВАНИИ | 1991 |
|
RU2027574C1 |
Изобретение относится к клепке. Цель изобретения - повышение производительности за счет увеличения скорости позиционирования, а также экономия производственной площади при клепке длинномерных плоских панелей. Установка содержит клепальный автомат 1, установленный посредством платформы на рельсовом пути 3, стойку 4 и траверсу 5. Механизм подвеса панели выполнен в виде двух тросов 7 роликов 8 и противовесов. Панель крепится посредством узлов захвата, закрепленных на каретках, установленных на траверсе 5 с возможностью ограниченного перемещения. В механизм подвеса входят также привод вертикального перемещения панели и два силовых цилиндра. Механизм позиционирования панели выполнен в виде закрепленной на автомате механической руки со схватом. Панель подвешивается посредством узлов захвата и двигается, например, влево до упора. Подъем панели осуществляется приводом вертикального перемещения, а выравнивание относительно рабочих головок автомата - силовыми цилиндрами. Клепальный автомат смещается вправо. Осуществляя захват панели схватом механической руки последняя производит дискретное перемещение панели с шагом клепки. 1 з.п. ф-лы, 5 ил.
Фиг.Ъ
Фиг. 5
ФиеЛ
Ю
| Григорьев В | |||
| П | |||
| , Голдовский П | |||
| Б | |||
| Клепка на прессах | |||
| М.: Оборонгиз, 1950, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
