I
Изобретение относится к клепальным ма:шинам.,
Известны сверлильно-клепальные автоматы, применяемые для клепки узлов и панелей одинарной кривизны, выполненные в виде мае- « сивной скобы с установленными на ней исполнительными органами. Автомат устанавливают в комплекте с выравнивающимся устройством для клепки панелей одинарной кривизны. При перемещении склепываемой детали на шаг, ,л заклепочного щва сверлят отверстие под заклепку с последующей вставкой и клепкой заклепки. При перемещении склепываемой детали на шаг цикл повторяется . .
Известный автомат непроизводителен ... раздельного въшолнения операций сверления зенкования отверстия и клепки.
Известен также сверлильно-клепальный автомат, содержащий силовую скобу, установленную на тележке. На скобе имеются верх- 20 няя и нижняя каретки и блок бункеров. На верхней каретке закреплен револьверный блок с несколькими парами сверлильных и питающих головок. На нижней каретке установлена клепальная головка. Непосредственно на скобе25
установлены исполнительные органы системы позиционного программного управления автоматом 2 .
Однако этот автомат сложен в эксплуатации, так как при перемещении массивной силовой ; скобы, установленной на тележке, относительно неподвижной длинномерной детали практически невозможно совместить оси сверлильной и питающей головок с центром отверстия под заклепку, что в конечном счете приводит к браку. Автомат также вначале производит сверление и зенкование отверстия, а затем вставку и клепку заклепки. Раздельное вьшОлнение этих операций значительно снижает его производительность.
Целью изобретения является обеспечение обработки длинномерных деталей в горизонтальной плоскости и повышения производительности.
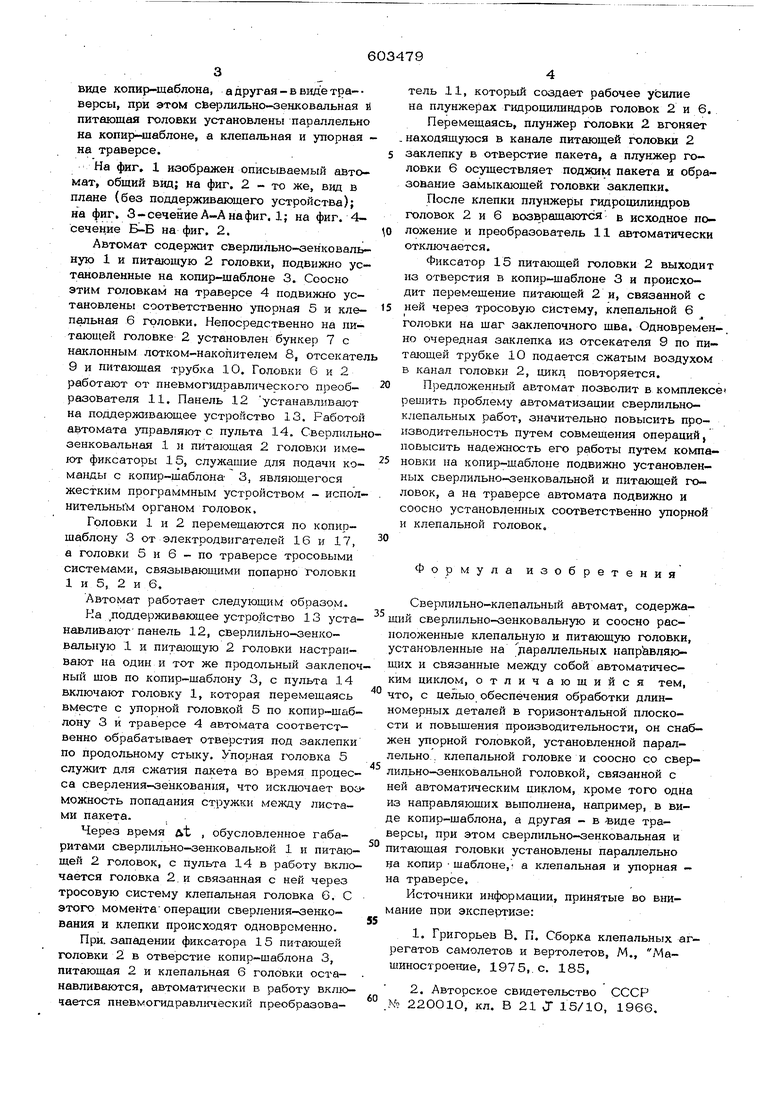
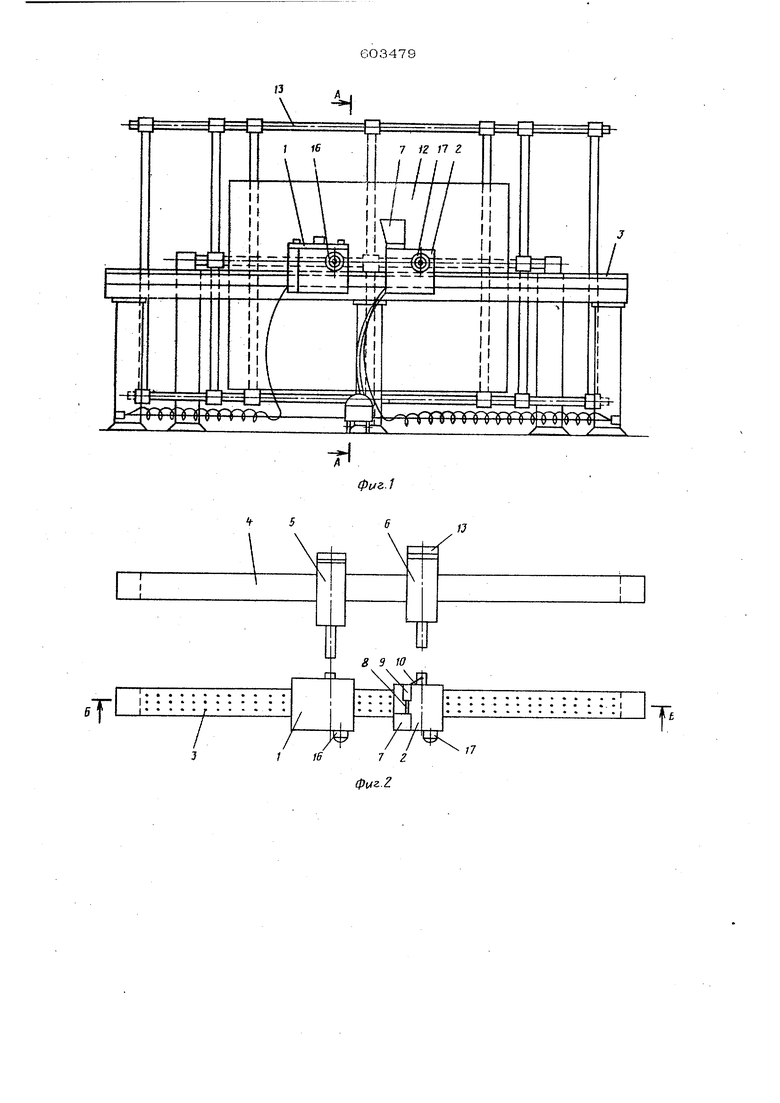
Достигается она тем, что автомат снабжен упорной головкой, установленной параллельно клепальной головке и соосно со свер- лкльно-зенковалыюй головкой, связанной с ней автоматическим циклом, кроме того одна из направляющих выполнена, например, в виде копир-шаблона, а другая - в виде тра- версы, при этом сверлильно-аенковальная ti питаюшая головки установлены параллельно на копир-шаблоне, а клепальная и упорная на траверсе. На фиг, 1 изображен описываемый автомат, общий вид; на фиг. 2 - то же, вид в плане (без поддерживающего устройства); на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4сечение Б-Б на фиг. 2. Автомат содержит сверлильно-зенковаль- ную 1 и питающую 2 головки, подвижно установленные на копир-шаблоне 3. Соосно этим головкам на траверсе 4 подвижно установлены соответственно упорная 5 и клепальная 6 головки. Непосредственно на питающей головке 2 установлен бункер 7 с наклонным лотком-накопителем отсекател 9 и питающая трубка 1О. Головки 6 и 2 работают от пневмопщравличёского преобразователя 11. Панель 12 устанавливают на поддерживающее устройство 13. Работой автомата ртравляют с пульта 14. Сверлильн зенковальная 1 и питающая 2 головки имеют фиксаторы 15, служащие для подачи команды с копир-шаблона 3, являющегося жестким программным устройством - исполнительным органом головок. Головки 1 и 2 перемещаются по копирщаблону 3 от электродвигателей 16 и 17, а головки 5 и 6 - по траверсе тросовыми системами, связывающими попарно головки 1 и 5, 2 и 6, Автомат работает следующим образом. На .поддерживающее устройство 13 устанавливаютпанель 12, сверлильно-зенковальную 1 и питающую 2 головкИ настраи- вают на один и тот же продольный заклепоч ный щов по копир-щаблону 3, с пульта 14 включают головку 1, которая перемещаясь вместе с упорной головкой 5 по копир-шаблону 3 и траверсе 4 автомата соответственно обрабатывает отверстия под заклепки по продольному стыку. Упорная гх)ловка 5 служит для сжатия пакета во время процесса сверления-зенкования, что исключает воз можность попадания стружки между листами пакета.
Через время д , обусловленное габаритами сверлильно-зенковальной 1 и питающей 2 головок, с пульта 14 в работу вкл}очается головка 2.и связанная с ней через тросовую систему клепальная головка G, С этого момента-операции сверления-оенкования и клепки происходят одновременно.
При. западении фиксатора 15 питающей головки 2 в отверстие копир-щаблона 3, питающая 2 и клепальная 6 головки останавливаются, автоматически в работу включается пневмогидравл5гческий преобразоваверсы, при этом сверлильно-зенковальная и питающая головки установлены параллельно на копир щаблоне, а клепальная и упорная на траверсе.
Источники информации, принятые во внимание при экспертизе:
1.Григорьев В. П. Сборка клепальных регатов самолетов и вертолетов, М., jMaшиносгроение, 1975,.с. 185,
2.Авторское свидетельство СССР .№ 22ОО1О, кл. В 21 J 15/1О, 1966. тель 11, который создает рабочее усилие на плунжерах гидроцилиндров головок 2 и 6. Перемещаясь, плунжер головки 2 вгоняет находящуюся в канале питающей головки 2 заклепку в отверстие пакета, а плунжер головки 6 осуществляет поджим пакета и образование замыкающей головки заклепки. После клепки плунжеры гидроциливдров головок 2 и 6 возвращаются в исходное положение и преобразователь 11 автоматически отключается. Фиксатор 15 питающей головки 2 выходит из отверстия в копир-щаблоне 3 и происходит перемещение питающей 2 и, связанной с ней через тросовую систему, клепальной 6 головки на щаг заклепочного щва. Одновремен-. но очередная заклепка из отсекателя 9 по пи- тающей трубке 10 подается сжатым воздухом в канал головки 2, цикл повачзряется. Предложенный автомат позволит в комплексе1 решить проблему автоматизации сверлильноклепальных работ, значительно повысить производительность путем совмещения операций, повысить наделшость его работы путем компа- новки на копир-щаблоне подвижно установлен«ых сверлильно-зенковальной и питающей головок, а на траверсе автомата подвижно и СООСНО установленных соответственно упорной и клепальной головок. Формула изобретения Сверлильно-клепальный автомат, содержащий сверлильно-зенковальную и соосно расположенные клепальную и питающую головки, установленные на дараллельных напрйвляюЩих и связанные между собой автоматическим цикло м, отличающийся тем, что, с целью обеспечения обработки длинномерных деталей в горизонтальной плоско и и повышения производительности, он снабжен упорной головкой, установленной параллельно . клепальной головке и соосно со сверлильно-зенковальной головкой, связанной с ней автоматическим циклом, кроме того одна направляющих выполнена, например, в виде копир-щаблона, а другая - в -виде траVуч / Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-клепальный автомат | 1983 |
|
SU1103930A2 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 1968 |
|
SU220010A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| Сверлильно-клепальный автомат | 1990 |
|
SU1779459A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Сверлильно-клепальное устройство | 1984 |
|
SU1255265A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1999 |
|
RU2150345C1 |
| Сверлильная установка | 1982 |
|
SU1039652A2 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫСОКОРЕСУРСНЫХ СОЕДИНЕНИЙ СТЕРЖНЕВЫМИ ЗАКЛЕПКАМИ | 1998 |
|
RU2138359C1 |
т
IS
фиг.З
BS
