О1
о
1ч9
ХХУС-С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки и сварки монтажного стыка трубопровода | 1987 |
|
SU1438938A1 |
| Остающаяся подкладка для сварки стыков трубопроводов | 1984 |
|
SU1181842A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611653A1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ сварки плавлением алюминиевых сплавов | 1985 |
|
SU1278153A1 |
| Способ подготовки кромок под сварку | 1987 |
|
SU1504024A1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
Изобретение относится к сварке в защитных газах и может быть использовано при сварке трубопроводов в монтажных условиях сборки пневмогидросистем. Цель изобретения - повышение качества защиты от окисления обратной стороны шва. На одной из свариваемых кромок 1 на всю толщину выполнены радиально расположенные канавки 2, через которые защитный газ попадает к обратной стороне шва. Канавки могут быть треугольной, полукруглой или прямоугольной формы. Канавки, расположенные по всему периметру одной из свариваемых кромок, чередуются с перемычками, которые не позволяют инертному газу вытекать из внутренней полости, дробят газовый поток, исключают подсос воздуха. 5 ил, 1 табл.
физ.Т
-
Изобретение относится к области сварки в защитных газах и может быть использовано при сварке трубопроводов в монтажных условияхо
Целью изобретения является повышение качества защиты от окисления обратной стороны шва при невозможности осуществления поддува инертного газа во внутреннюю полость тру бопровода и улучшение формирования шва во всех пространственных положениях,,
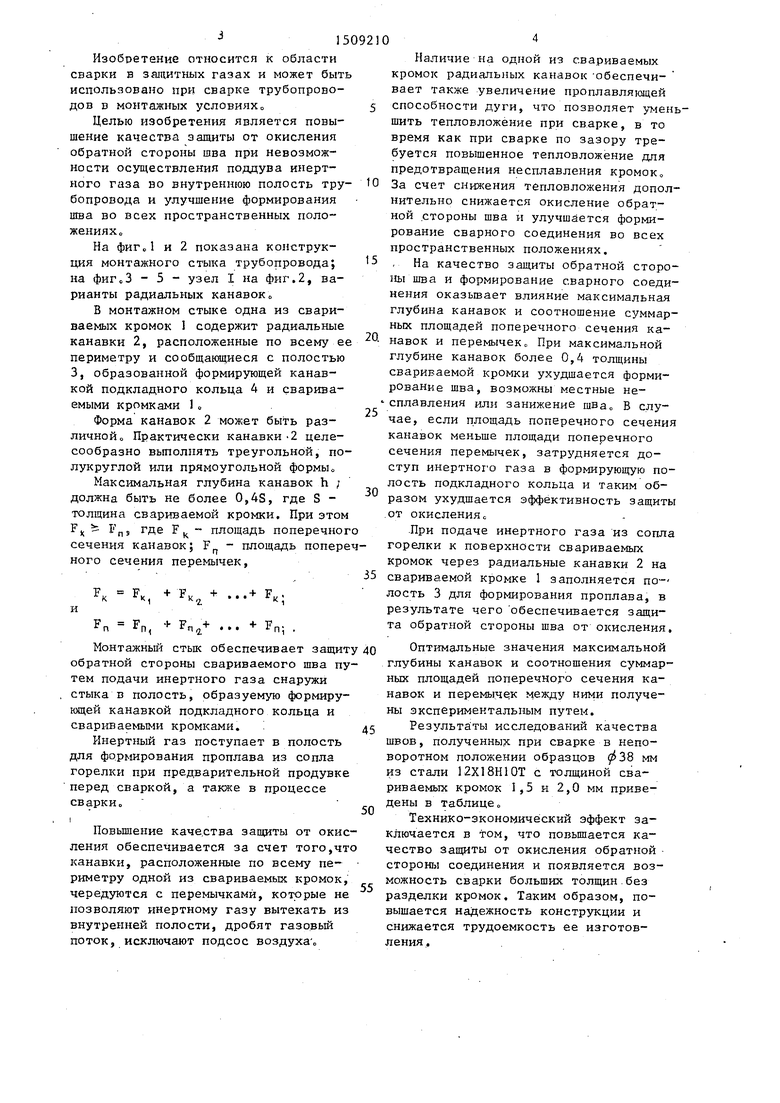
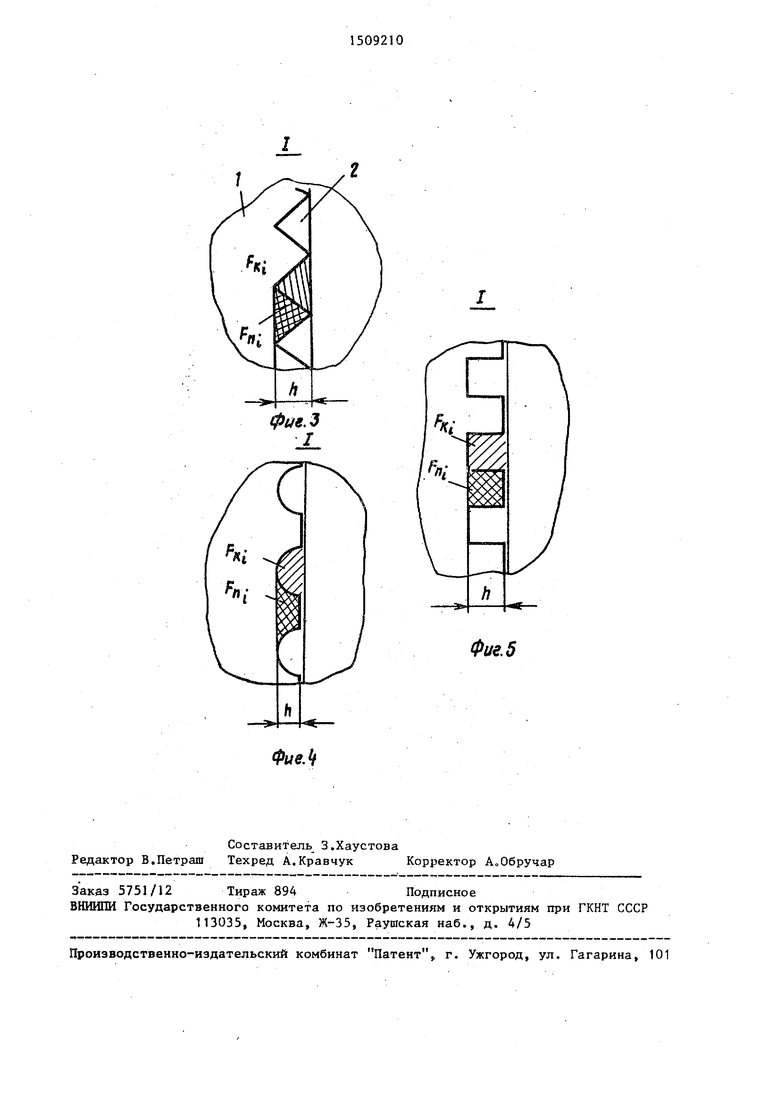
На фиг Л и 2 показана конструкция монтажного стыка трубопровода; на фиг«3 - 5 - узел I на фиг.2, варианты радиальных канавок о
В монтажном стыке одна из свариваемых кромок содержит радиальные канавки 2, расположенные по всему ее периметру и сообщающиеся с полостью 3, образованной формирующей канавкой подкладного кольца 4 и свариваемыми кромками о
Форма канавок 2 может быть различной Практически канавки -2 целесообразно вьшолпять треугольной, полукруглой или прямоугольной формыо
Максимальная глубина канавок h ; должна быть не более 0,48, где S - толщина свариваемой кромки. При этом F Ь Fj, где F 1 - площадь поперечног сечения канавок; Y - площадь попереного сечения перемычек.
F. F.
Fn Fr
+ F,, +
V.,2.
...+ F,
..
;
. - Fn, .
Монтажный стык обеспечивает защиту обратной стороны свариваемого шва путем подачи инертного газа снаружи стыка Б полость, образуемую формиру- кндей канавкой подкладного кольца и свариваемыми кромками. .
Инертньй газ поступает в полость для формирования проплава из сопла горелки при предварительной продувке перед сваркой, а также в процессе сваркио I
Повьшение качества защиты от окисления обеспечивается за счет того,что канавки, расположенные по всему пе- риметру одной из свариваемых кромок, чередуются с перемычками, которые не позволяют инертному газу вытекать из внутренней полости, дробят газовый поток, исключают подсос воздуха
0
5
0.
5
0
5
0
5
0
5
Наличие на одной из свариваемых кромок радиальных канавок обеспечивает также увеличение проплавляющей способности дуги, что позволяет уменьшить тепловложение при сварке, в то время как при сварке по зазору требуется повыщенное тепловложение для предотвращения несплавления кромок За счет снижения тепловложения дополнительно снижается окисление обратной стороны шва и улучшается формирование сварного соединения во всех пространственных положениях. , На качество защиты обратной сторо- Ш шва и формирование сварного соединения оказывает влияние максимальная глубина канавок и соотношение суммарных площадей поперечного сечения канавок и перемычек„ При максимальной глубине канавок более 0,4 толщины свариваемой кромки ухудшается формирование шва, возможны местные несплавления или занижение шва В случае, если площадь поперечного сечения канавок меньше площади поперечного сечения перемычек, затрудняется доступ инертног о газа в формирующую полость подкладного кольца и таким образом ухудшается эффективность защиты .от окисления
При подаче инертного газа из сопла горелки к поверхности свариваемых кромок через радиальные канавки 2 на свариваемой кромке 1 заполняется по- лость 3 для формирования проплава, в результате чего обеспечивается защита обратной стороны шва от окисления.
Оптимальные значения максимальной глубины канавок и соотношения суммарных площадей поперечного сечения канавок и перемычек между ними получены экспериментальным путем.
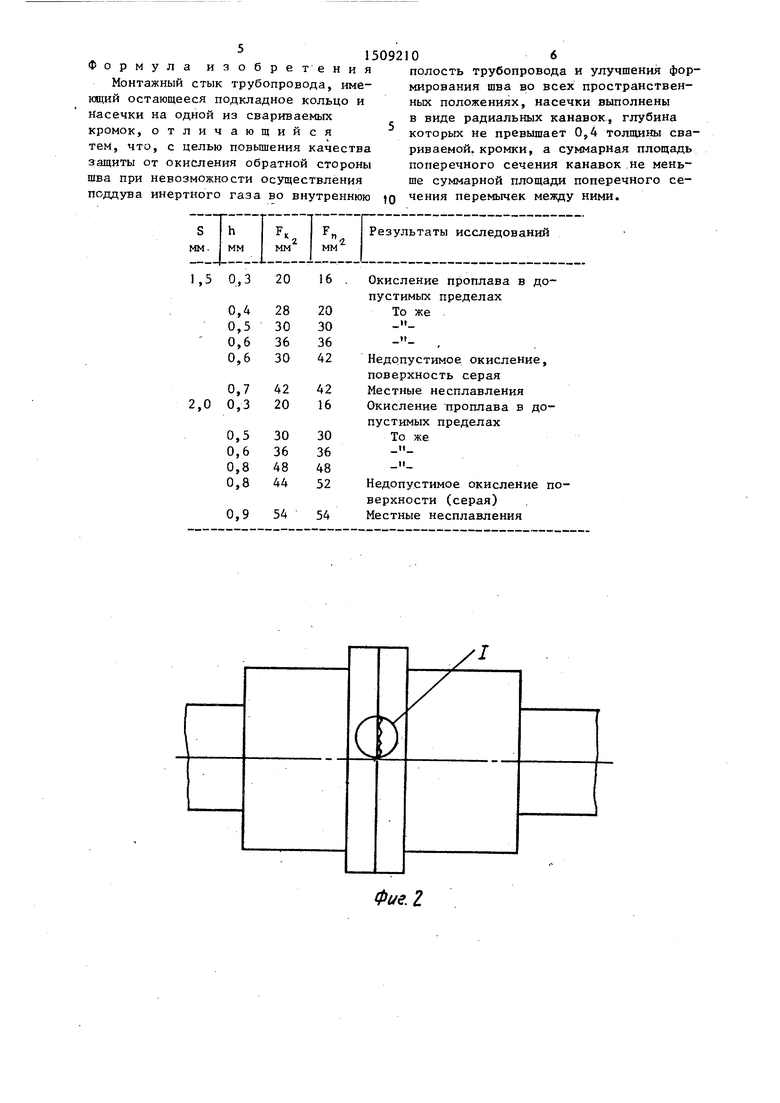
Результаты исследований качества швов, полученных при сварке в неповоротном положении образцов 38 мм из стали 12Х18Н10Т с толщиной свариваемых кромок 1,5 и 2,0 мм приведены в Таблице„
Технико-экономический эффект заключается в том, что повышается качество Защиты от окисления обратной стороны соединения и появляется возможность сварки больших толщин.без разделки кромок. Таким образом, повышается надежность конструкции к снижается трудоемкость ее изготовления ,
150921
Формула изобретения Монтажный стык трубопровода, име- нлций остающееся подкладное кольцо и насечки на одной из свариваемых кромок, отличающийся тем, что, с целью повьшения качества защиты от окисления обратной стороны шва при невозможности осуществления поддува инертного газа во внутреннюю jg
0,4 0,5
0,6 0,6
0,7 ,0 0,3
0,5 0,6 0,8 0,8
,5 0,3 20
28 30 36 30
42 20
30 36
48 44
0,9 54
16
20 30 36
42
42 16
30 36 48 52
54
О6
полость трубопровода и улучщения формирования шва во всех пространственных положениях, насечки вьшолнены в виде радиальных канавок, глубина которых не превышает 0,4 толщины свариваемой, кромки, а суммарная площадь поперечного сечения канавок не меньше суммарной площади поперечного сечения перемычек между ними.
Окисление проплава в допустимых пределах То же
Недо.пустимое окисление, поверхность серая Местные несплавления Окисление проплава в допустимых пределах
То же ||
11
Недопустимое окисление пверхности (серая) Местные несплавления
/L
Фиг. г
Фие.
Фие,5
| Остающаяся подкладка для сварки стыков трубопроводов | 1984 |
|
SU1181842A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
