Изобретение относится к сварке и может быть использовано в различных отраслях народного хозяйства.
Цель изобретения - повышение качества сварных соединений деталей,, имеющих ориентированную под углом; к плоскости стыка текстуру деформации
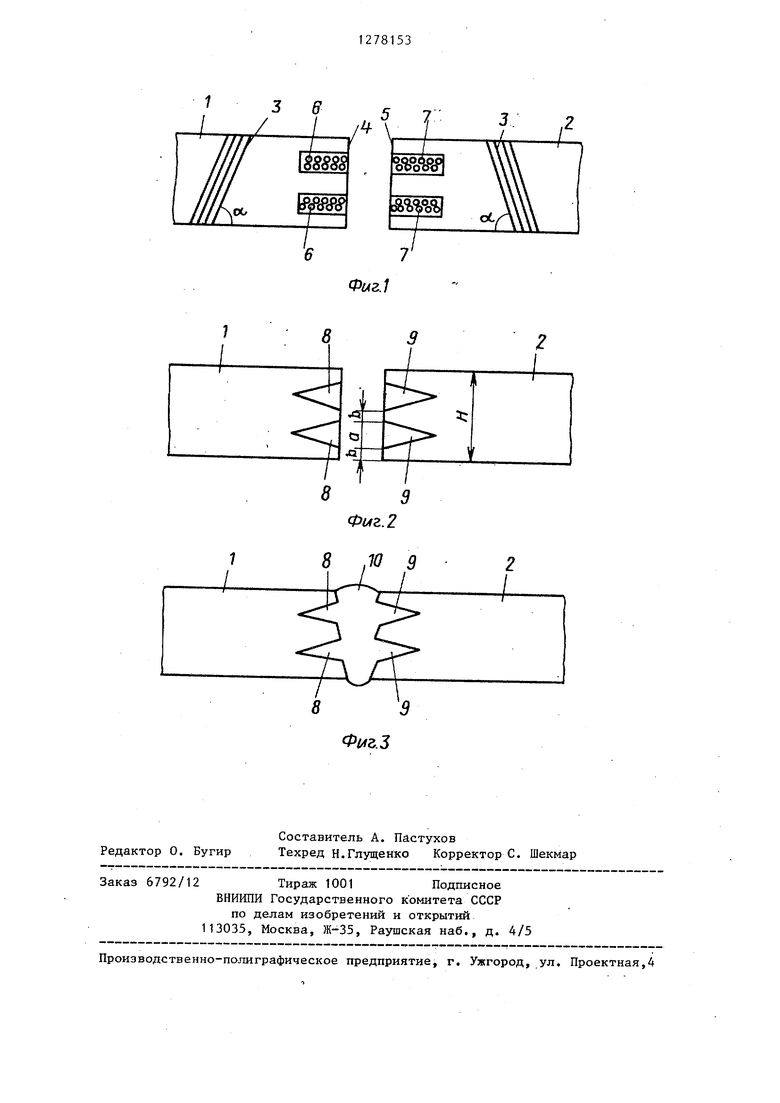
На фиг.1 показаны кромки с заполненными гранули-рованно присадкой канавками; на фиг.2 - сечение кромок с проплавами-, на фиг.З - сече- ние сварного шва с рельефной формой сплавления кромок.
Способ осуществляют следующим образом.
Вначале свариваемые детаоти 1 и 2 (фиг,1) с ориентированной под углом к плоскости стыка текстурой 3 деформации обрабатывают механическим способом по заранее размещенным продольным участкам на торцах кромок 4 и 5 с образованием канавок 6 и 7, при этом глубина канавок составляет 1-5 толнщн, а отношение их ширины к глубине должно- быть равно 0,2, ширина зоны мелсду смежньми канавками, расстоя1ше от края торца кромки до канавки выбирают в пределах 0,25-1,0 ширины канавки. Затем заполняют б и 7 гранулированной присадкой и расплавляют присадку с оплавлением основного мета,пла в месте каждой канавки с получением проплавов 8 и 9 (фиг.2) с коэффициентом формы в пределах 0,2-0,3.
Количество канавок на торде каждой кромки определяют в зависимости от толщины кромки.
Ориентация канавок в кромке определяется углом ориентации текстуры деформации основного металла свариваемых деталей, а форма канавок может быть прямоугольноз с наклонными боковыми стенками, скругленной в нижней части и выбирается и.з услови получения качественного проплава
Соотношение количества канавок н торце каждой кромки, глубина, чшри- на и шаг канавок, расстояние от кра торца до канавки определены э сспери ментально и являются оптимальными
01шавленные детали 1 и 2 (фиг.З) стыкуют меаоду собой и свариваю сое .динение с получением шва 10 с рельеф - ной зоной сплавления кромок.
Пример. Сваривают детали в виде поковок и штамповок 1 олш,иной
10
15
2781532
мм с ориентированной под углом к плоскости стыка текстурой деформации из высокопрочного алюминиевого сплава 1201. Вначале на торцах кромок выфрезеровывашт канавки ши- риньй 1-4 мм и голубиной 5-10 мм,количество канавок составляет 1-2 для толщины 3-8 мм и 1-4 для толщины 8- 16 мм. На поверхность канавок нанесен очищающий флюс с активирующими добавками марки ФА-IT, который предварительно размешивают в количестве 2-3% в этиловом спирте, В канавки была засыпана гранульная присадка, также смоченная во флюсово-спиртовой суспензии. Оплавление кромок Производят электронным лучом. После фрезерования кромок на глубину до 1 мм (детали стыкуют и сваривают между собой с получением шва с рельефной формой сплавления кромок).
Результаты испытаний показали, что прочность сварных соединений согласно предлагаемому способу в срав- сравнении с известным возрастает на 22%, а ударная вязкость - на 38%.
Использование изобретения позволяет повысить р:ачество сварных соединений деталей после их обработки давлением и получить экономический зф- фект.
20
25
30
Формула изобретения
35
40
45
Способ сварки плавлением алюминиевых сплавов, при котором торцы кромок свариваемых деталей предварительно оплавляют, а затем сваривают детали между собой, отличающийся тем, что, с целью повышения качества сварных соединений деталей, имеющих ориентированную под углом к плоскости стыка текстуру деформации, торц11 кромок разбивают Не, продольные участки и выполняют на них канавки глубиной от 1 до 5 толЕ1,ин деталей с отношением ширины канавки к ее глубине, ра.вны 0,2, при этом ширину зоны между смежными ка50 навками и расстояние от края торца кромки до канавки выбираЕОТ в пределах 0,25-1,0 ширины канавки, заполняют канавки гранульной присадкой и расплавляют присадку с оплавлени55 ем основного металла в месте каждой канавки с получением проплава с коэффициентом формы в пределах 0,2-0,3.
бО 57
twv-J.
f /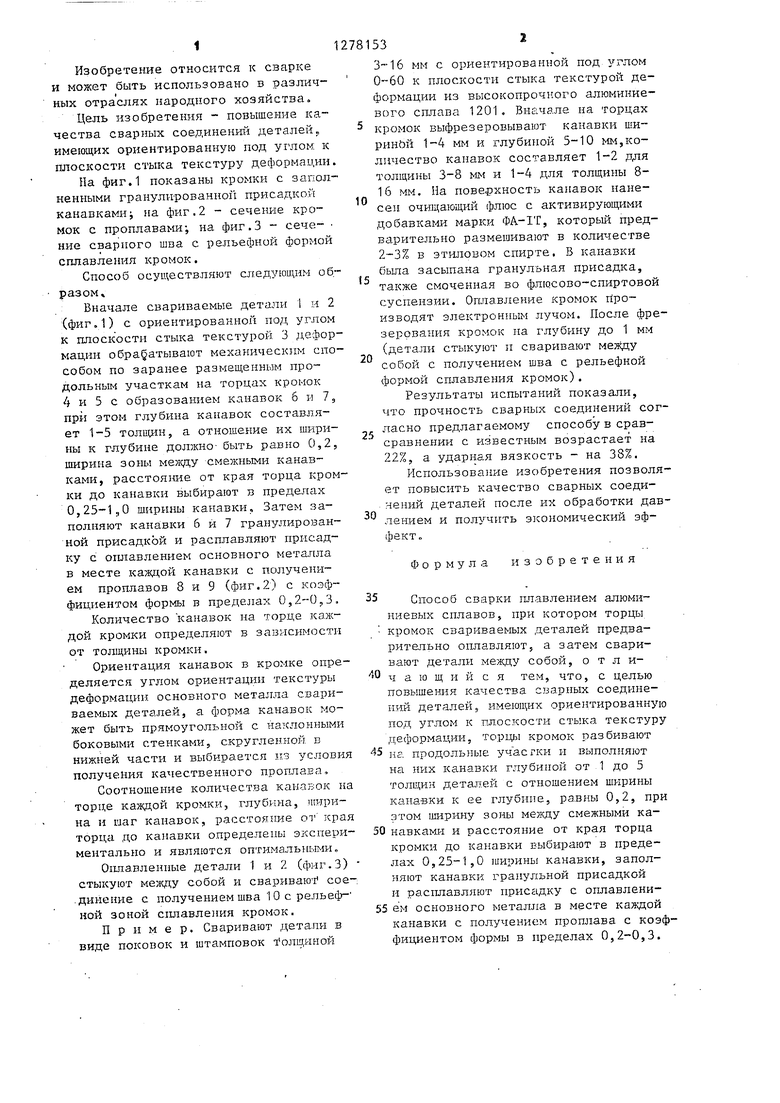
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением алюминиевых сплавов | 1985 |
|
SU1279774A1 |
| Способ подготовки кромок под сварку | 1987 |
|
SU1504024A1 |
| Способ обработки сварных соединений | 1985 |
|
SU1313616A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611653A1 |
| Монтажный стык трубопровода | 1988 |
|
SU1509210A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1118508A1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
Изобретение касается сварки и может быть использовано в различных отраслях народного хозяйства.Цель изобретения - повышение качества сварных соединений деталей, имеющих ориентированную под углом к плоскости стыка текстуру деформации.Образуют на торцах свариваемых кромок канавки. Засыпают в канавки гранулированную присадку. Проплавляют присадку совместно с основным металлом с козффициентсм формы проплава в пределах 0,2-0,3. После оплавления кромок детали стыкуют и сваривают с образованием шва с рельефной формой сплавления кромок, в результате чего по1вышается прочность соединения. 3 ил. с h ls3 N 00 ел СА
Редактор О. Бугир
Составитель А. Пастухов
Техред Н.Глущенко Корректор С. Шекмар
Заказ 6792/12 Тираж 1001 Подписное ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
--.«.-.««.--- - ----------™ -
Производственно-полиграфическое предприятие, г. Ужгород,,ул. Проектная,4
| ПЕРЕХОДНИК ДЛЯ ТРУБ НЕФТЯНОЙ СКВАЖИНЫ | 1996 |
|
RU2126512C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ подготовки коромок под сварку | 1970 |
|
SU511165A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
