Изобретение относится к сварке в средб защитных газов и может быть использовано при монтаже трубопроводов, в процессе сварки которьк обяза тельна защита обратной стороны шва от окисления.
Цель изобретения - повышение качества защиты от окисления обратной .стороны шва, обеспечение его ремонто способности и-снижение трудозатрат.
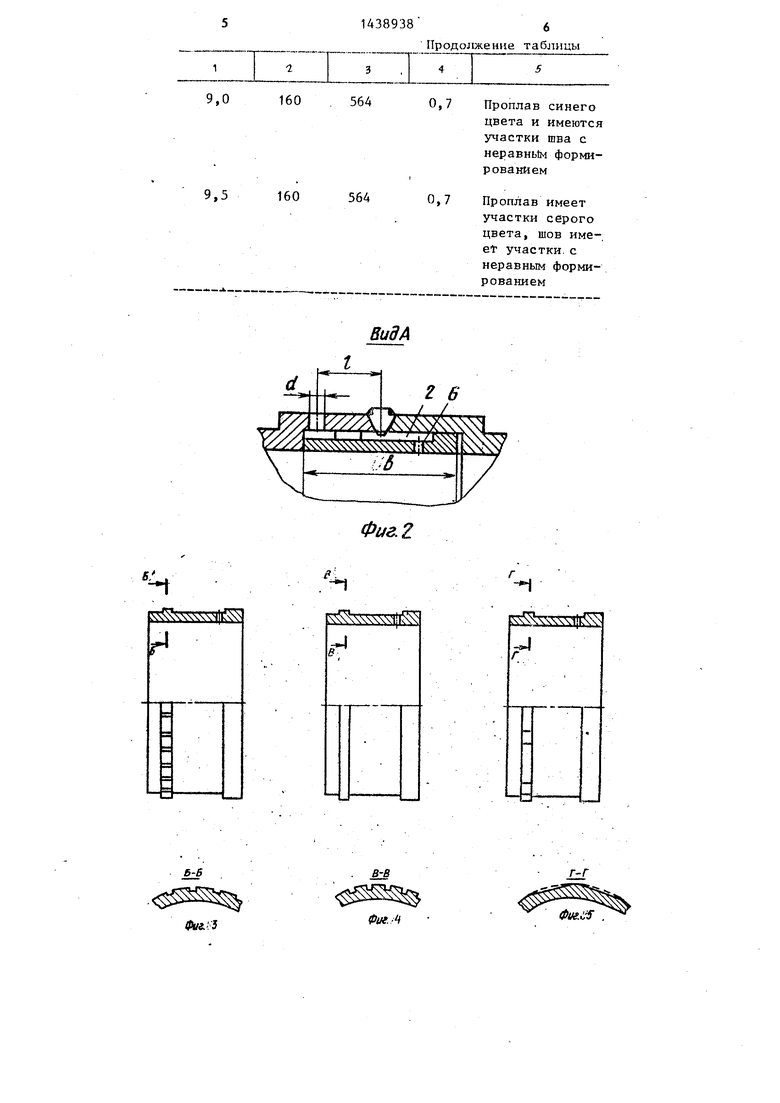
На фиг. 1 показана конст рукция монтажного стьпса трубопровода, на фиг. 2 - вид А на фиг. 1, на фиг. 3-5 - варианты конструкции подкладного кольца и разрезы Б-Б, В-Б и Г-Г соответственно.
Способ осуществляют следующим образом.
В выемке монтажного стыка располагают подкладное кольцо 1 с формирующей канавкой 2, Отверстие 3 для подвода защитного газа вьшолняют в теле трубы с одной стороны стыка. На Наружной Поверхности подкладного кольца 1 со. стороны отверстия 3 выполняют кольцевую проточку 4, сообг щающуюся с формз1рующей канавкой 2 и каналами 5. В подкладном кольце 1 делают дренажные отверстия 6.
При подаче инертного газа в отверстие 3 газ попадает в коллектор, образованный кольцевой проточкой 4, и по каналам 5 заполняет полость для формирования проплава, в результате чего обеспечивается защита обратной стороны шва от окисления. Избыток инертного газа через дренажные отверстия 6 поступает во внутреннюю по- лость конструкции. Если внутреняя полость конструкции имеет незначительный объем, отвод избыточного количества газа производится через отверстие 3 с помощью штуцера с дополни- тельным дренажным отверстием. После сварки и контроля качества соединени в отверстие 3 вворачивают пробку и герметизируют с помощью сварки.
Располагают отверстие для подвода инертного газа, на расстоянии 1 от плоскости стыка, равном 1 0,5Ь - 0,5d, где Ь - ширина подкладного кольца, d - диаметр отверстия, при этом обеспечивают доступ инертного газа в полость формирующей канавки по всему периметру сварного шва в количестве i достаточном для защиты от окисления его обратной стороны.
При величине 1 более или менее данного значения отверстие не совпадает с кольцевой проточкой на подкладном кольце, в результате чего сокращается количество газа, поступающего в проплавоформирующую канавку, и ухудшается качество защиты.
На качество защиты обратной стороны шва и формирование сварного соединения решающее влияние оказывают глубина кольцевой проточки и соотношение суммарной площади поперечных сечений каналов на поверхности подкладного кольца и перемычек между проплавоформирующей канавкой и кольцевой проточкой.
Так при глубине проточки менее глубины проплавоформирующей канавки ухудшается достзт инертного газа к проплаву в зоне, диаметрально противоположной отверстию. При глубине проточки более глубины проплавоформирующей канавки доступ инертного газа к проплаву не улучшается, но ухудшаются условия теплоитвода с данной сто- , РОНЫ подкладного кольца, и возможны случаи, когда шов имеет несимметрич- ную форму относительно плоскости сты ка.
При величине cyм 5apнoй площади поперечного сечения каналов менее 0,2 суммарной площади поперечного сечегшя перемьмек ухудшается доступ защитного газа к проплаву и качество защиты.
Расположение каналов относительно образующей подкладного кольца и их форма могут быть произвольными, в зависимости от способа обработки. При слесарной обработке кангшы удобней выполнять в виде лысок.
Пример . Оптимальные эначе- ния геометрических параметров конст рукщ-ш получены экспериментальным путем. Так результаты исследования качества швов, полученных при сварке в пеповоротпом положении образцов с диаметром проходного сече1шя D у 170 мм из стали с толщиной свари- ваемызс кромок 1,5, приведены в таблице.
При этом ширина. Подкладного коль™ ца 1 составляет 20 мм, толщина 2,5 мм глубина проплавоформирующей канавки 0,3-0,7 мм, диаметр, отверстия 3 мм. Ширина кольцевой проточки 4 выбирается равной диаметру отверстия 3, так
как при меньшей -ширине сокращается количество газа, поступающее в про- плавоформирую цу1о канавку 2, а при увеличении ширины проточки качество защиты от окисления не повышается, но дополнительно ухудшаются условия теплоотвода с данной стороны подкладного кольца.
Качество сварных соединений оценивается по степе1ш окисления (цветам побежалости) проплава и по формированию шва.
Технико-экономический эффект предлагаемого способа по сравнению с известным заключается в том, что обеспечивается возможность защиты от окисления обратной стороны шва при многопроходной сварке и подвар- ке монтажных швов, расположенных на тупиковых и глухих магистралях, возможность сварки монтажных стыков трубопроводов, сообщаюп ихся с емкостями больших объемов без их заполнения инертным газом.
Таким образом повьш1ается качество защиты от окисления обратной стороны шва, обеспечивается его ремонтоспо- собность, снижаются трудозатраты и расход инертного газа.
Формула изобретения
1. Способ сборки и сварки монтажного стыка трубопровода, при котором с одной сторонм стыка выполняют газоподводящее отверстие, с внутренней стороны стьпса выполняют выемку, в которой располагают остающееся подкладное кольцо с формирующей канавкой, а сварку ведут с одновременной подачей защитного газа через газоподводящее отверстие в полость формирующей канавки, отличающийся тем, что, с целью повышения качества затдиты от окисления
корня шва, обеспечения ремонтноспо- собности соединения и снижения трудозатрат, газоподводящее отверстие располагают на расстоянии 1 от оси стыка, равном (0,5b-0,5d), где b - ширина
подкладного кольца, d - диаметр отверстия, на поверхности остающегося подкладного кольца, обращенной к cвapнo ry шву, со стороны газоподводя- щего отверстия по всему его перимет-
РУ выполняют кольцевую проточку с глубиной, равной глубине формирующей канавки, и сообщающиеся с ней и формирующей канавкой рсаналы с суммарной площадью не менее 0,2 суммарной
площади поперечного сечения перемычек между формирующей канавкой и кольцевой проточкой.
2.Способ по п. 1, отлича ю- щ и и с я тем, что каналы выполняют
вдоль образующей подкладного кольца.
3.Способ по п. 1, отлича ю- щ и и с я тем, что каналы выполняют под углом к образующей подкладочного кольца.
. Способ по п. 1, отличающий с я тем, что каналы выполняют в виде лысок.

| название | год | авторы | номер документа |
|---|---|---|---|
| Монтажный стык трубопровода | 1988 |
|
SU1509210A1 |
| Остающаяся подкладка для сварки стыков трубопроводов | 1984 |
|
SU1181842A1 |
| Устройство для защиты сварного шва | 1988 |
|
SU1620241A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611653A1 |
| Устройство для формирования и защиты обратной стороны сварного шва | 1975 |
|
SU536020A1 |
| Способ сварки кольцевых стыков | 1984 |
|
SU1266692A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Способ вварки патрубка в корпус сосуда | 1982 |
|
SU1021545A1 |
Изобретение относится к сварке в среде защитных газов и может быть использовано при монтаже трубопроводов, в процессе сварки которых обязательна защита обратной стороны шва от окисления. Цель изобретения - повышение качества защиты от окисления обратной стороны шва, обеспечение его ремонтоспособности и снижение трудозатрат. В монтажном стыке трубопровода с отверстием для подвода инертного газа во внутренней полости располагают остающееся подкладное кольцо 1 с формирующей канавкой. Отверстие вьтолняют на расстоя- - НИИ от плоскости стыка, равном 0,5Ь- 0,5d, где b - ширина подкладного кольца, d - диаметр отверстия. При этом на наружной поверхности подкладного кольца со стороны отверстия делают кольцевую проточку 4, параллельную формирующей канавкэ, равную ей по глубине и сообщающуюся с ней каналами 5, Суммарная площад1 поперечного сечения канавок составляет не менее 0,2 суммарной площади поперечного сечения перемычек между формирующей канавкой и кольцевой проточкой. Способ обеспечивает надежную защиту корня шва от окисления за счет подачи газа непосредственно в полость под корнем щва. При этом не требуется продувка и заполнение инертным газом всей внутренней полости конструкции. 3 з.п. ф-лы, 5 ил, 1 табл. да (Л 4 СО СХ) со со СХ) 
110
120 120
614
604 604
584 464
Проплав имеет участки серого цвета
То же
Проплав соломенного цвета
То же
9,5
160
2 6
Ч
Ч
УЧУЧУч
И
--1
64
0,7 Проплав синего цвета и имеются участки шва с неравнь1м формированием
0,7 Проплав имеет участки серого цвета, шов име- ег участки, с неравным формированием
Фиг.2
1jkV
S SsSSSSl
н
| Соединения сварные | |||
| Основные типы, конструктивные элементы и размеры | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Авторское свидетельство СССР № 916177, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Остающаяся подкладка для сварки стыков трубопроводов | 1984 |
|
SU1181842A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
