J+L
Vut.t
H3o6peteHHe относится к сварке, в частности к сварке в среде защитных газов стыков технологических трубопроводов в условиях монтажа.
Цель изобретения - исключение попадания окалины со шва в трубопровод при сварке стыков трубопроводов имеющих наконечники подкладного кольца.
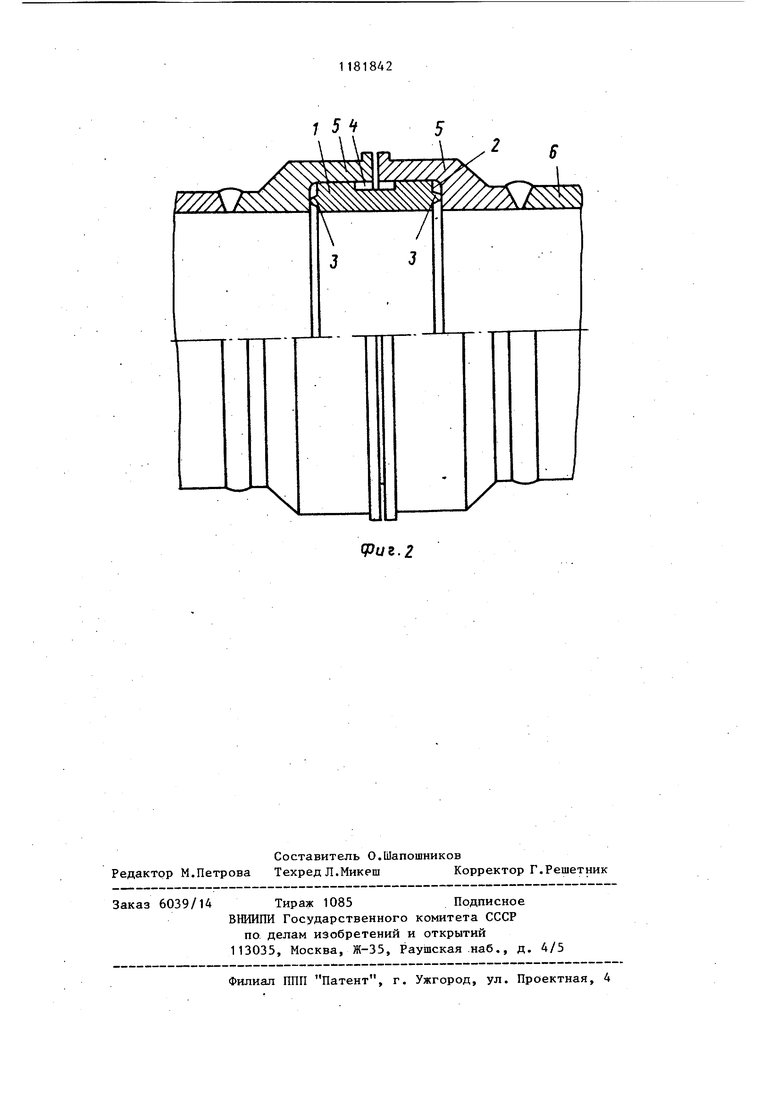
На фиг. 1 изображена остаюищяся подкладка на фиг. 2 - собранное по сварку соединение трубопроводов.
Подкладка 1 имеет торцы 2, на которых расположены кольцевые выступы 3,-Сечение выступов треугольное.
Подкладку при сборке стыка трубопровода вставляют в цилиндрические расточки 4 наконечников 5 труб 6
При сварке выступы снимаются от усилий, возникающих при усадке сварного соединения.
Изобретение позволяет предупредить попадание окалины или других продуктов окисления во внутреннюю полость трубопровода в случае их
образования на обратной стороне сварного соединения в процессе
сварки.
Изобретение осуществлено при сварке опытных трубопроводов. Наконечники изготовлены из нержавеющей малоуглеродистой мартенситной стали марки ОЗХ11Н8М2Ф-ВД (ДИ52-ВД), а подкладные кольца - из аустенитной стали марки 12Х18Н10Т, обладающей большим коэффициентом линейного расщирения, чем металл наконечников. . Различие в этой характеристике обеспечивает более плотный контакт цилиндрических поверхностей подкладки и наконечников трубопровода в процессе разогрева при сварке. Плотный контакт увеличивает теплоотвод в кольцо и снижает разогрев и окисление обратной стороны сварного соединения. Внутренний диаметр наконечников 99 мм, сминающиеся выступы в поперечном сечении имеют форму равнобедренного треугольника с высотой 0,5-0,6 мм и основанием 0,40,5 мм. Зазор в стыке при сборке труочшровода под сварку составляет
)0,1-0,3 мм. Ввод аргона для продувки перед сваркой, осуществляют с помощью резиновой накладки из медицинской резины по ТУ38 1.06.209-80 которая плотно закрывает зазор в стыке с наружной стороны на дуге около 300 С. В центре этого участка в накладке вьтолнено отверстие, через которое вводят аргон в зазор для продувки пространства между кольцом и наконечниками трубопровода. Расход аргона 1-2 л/мин, длительность продувки 3 мин. Непосредственно после продувки включают процесс механизированной аргонодуговой сварки вольфрамовым электродом с помощью предварительно установленной сварочной головки.
Режим сварки:
Сила тока, А 105
Скорость
сварки, м/ч7
Расход аргона
в сопло, л/мин 12
Для сравнения образцы сваривают также с.предварительной продувкой инертного газа через внутреннюю полость трубопровода.
После сварки образцы разрезают по диаметральной плоскости для осмотра обратной стороны сварного соединения и торцовых частей подкладного кольца. По степени окисления образцы, сварку которых выполняют на остающихся подкладных кольцах
с выступами, аналогичны образцам, сварку которых производят с предварительной общей продувкой аргона через внутреннюю полость трубопровода. На кольцах отчетливо наблюдаются смятые выступы.
Использование изобретения позволя получать качественные соединения трубопроводов при минимальном расходе инертного газа для защиты обратно стороны сварного соединения от окисления и предупреждает попадание окалины во внутреннюю полость трубопроводов, при сварке которых невозможно осуществить защиту обратной стороны сварных соединений путем продувки инертного газа через трубопровод.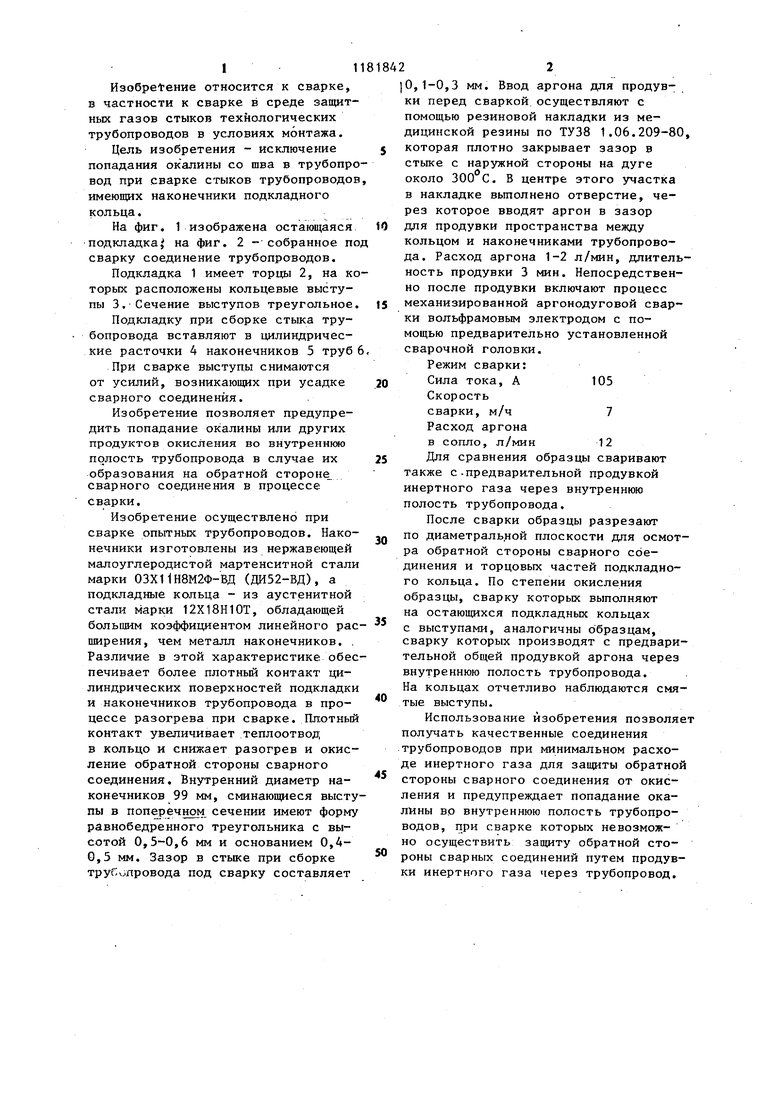
| название | год | авторы | номер документа |
|---|---|---|---|
| Монтажный стык трубопровода | 1988 |
|
SU1509210A1 |
| Способ сборки и сварки монтажного стыка трубопровода | 1987 |
|
SU1438938A1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ДЛЯ ПРОИЗВОДСТВА КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ | 2004 |
|
RU2274528C2 |
| Способ аргонодуговой сварки стыков трубопроводов | 2019 |
|
RU2713894C1 |
| Способ изготовления сварных стыковых соединений | 1984 |
|
SU1159741A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ ВЫСОКОПРОЧНОЙ ТОНКОСТЕННОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2013 |
|
RU2549809C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| ГАЗОВЫЙ ТРАКТ ЖРД | 2015 |
|
RU2579296C1 |
ОСТАЮЩАЯСЯ ПОДКЛАДКА ДЛЯ СВАРКИ СТЫКОВ ТРУБОПРОВОДОВ, имеющая канавку для формирования обратной стороны шва, отличающаяся тем, что, с целью исключения попадания окалины со шва в трубопровод при сварке труб с наконечниками, имеющими цилиндрическую расточку с днищем, лежащим в плоскости, перпендикулярной плоскости оси трубы, на каждом торце подкладки выполнены кольцевые выступы треугольного сечения для обеспечения сжатия их вершин при сварке стыка, при этом ширина подкладки больше удвоенной глубины расточки наконечника на величину требуемого при сборке стыков под сварку зазора. (Л :х X)
| Блинов А.Н.., Лялин К.В | |||
| Организация и производство сварочномонтажных работ | |||
| М.: Стройиздат, 225, рис | |||
| Шланговое соединение | 0 |
|
SU88A1 |
