Л С
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиция для плитного материала | 1990 |
|
SU1781257A1 |
| Способ получения волокнистого пресс-материала | 1985 |
|
SU1351948A1 |
| ПОЛИМЕРНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2004 |
|
RU2268905C1 |
| Способ изготовления бумаги | 1985 |
|
SU1268650A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ ПРЕСС-КОМПОЗИЦИИ | 1995 |
|
RU2128195C1 |
| Полимерная композиция | 1990 |
|
SU1735328A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ВОЛОКНА И МАТЕРИАЛОВ НА ЕГО ОСНОВЕ | 2010 |
|
RU2424385C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ ПРЕСС-КОМПОЗИЦИИ | 2004 |
|
RU2276676C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1991 |
|
RU2028322C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕЗАЩИЩЕННОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2005 |
|
RU2275449C1 |
Изобретение относится к производству волокнистых пресс-материалов на основе водных растворов аминоформальдегидных смол и химических волокон. Цель - повышение разрушающего напряжения при изгибе и снижение себестоимости пресс-материала. Способ получения волокнистого пресс-материала включает пропитку волокнистого химического наполнителя водным раствором аминоформальдегидной смолы 85-90%-ной концентрации с температурой раствора 75-100°С и сушку при 400-600°С в течение 2-7 с. 3 табл.
.Изобретение относится к производства волокнистых пресс-материалов на основе водных- растворов ами- иоформальдегидных смол и химических волокон.
Целью изобретения является повышение разрушающего напряжения при изгибе и снижение себестоимости пресс-материала.
П р н м е р 1. Волокнистый наполнитель пропитьгоают водным раствором смолы 85%-ной концентрации, нагретым до Т 73 С, и сушат при Т 400°С в ние 7с.
Пропитанный волокнистый напапни- тель разрезают на штапельки длиной 10-20 мм.-Образцы дпя испытаний изго- тавл1шают методом горячего прессования при Т 145-155 С, удельном давлении 25 МПа в течение 5-7 мин.
П р и м е р 2. Волокнистый наПол- 5 нитель пропитывают водным раствором смолы 88%-ной концентрации, нагретым До Т 90°С, и сушат при Т 500°С в тече-j ние 4с.
Подготовку материахга к прессованию (резка) и прессование образцов осуществляют аналогично примеру 1.
Пример 3. Волокнистый наполнитель пропитывают водным раствором смолы 90%-ной концентрации, нагретым до Т , и сушат при Т 600°С в течение 2с.
Использование раствора смолы 85-80%-ной концентрации позволяет снизить до 10-15% количество воды, вводимой в волокнистый наполнитель, которая в основной своей массе (до 90%) должна быть удалена из прессматериала на стадии сушки. Следовательно, это позволяет сократить продолжительность сушки. Однако использование раствора такой концентрации в холодном состоянии ( при нормально температуре) невозможно, так как он имеет большую вязкость, что не позволяет не только пропитать наполнител но даже )чить его поверхность. Для этого используют раствор, нагретый до Т 75-100°С. Пропитанный материал содержит 5-7% воды, а максимально допустимое количество летучих для волокнистых пресс-материалов составля- ет 3%, следовательно, на стадии сушки необходимо удалить всего 2-4% воды. Это позволяет использовать кратковременный высокотемпературный режим сумки, т.е. при Т АОО-бОО С в течение 2-7 с.
Процесс сушки сопровождается поликонденсацией смолы (отверждением), поэтому поверхностные слои пропитан- ного материала, из которых в первую очередь выпаривается вода, отвержда- ются. Это, с одной стороны, затрудняет удаление из внутренних слоев наполнителя (наличие определен- ного количества летучих компонентов в материале обязательно, так как это определяет текучесть материала), а с другой - позволяет сохранить во внутренних слоях волокнистого наполнителя смолу в неотвержденном состоянии. Применение высокотемпературного режима сушки возмож}ю, так как испарение воды приводит к образованию паровой оболочки вокруг на- полнителя, тем самым предохраняя материал от ,термодеструкции.
Сушка при температуре выше 600 С практически невозможна, потому что продолжительность сушки составляет десятые доли секунды, что затрудняет контроль и регулирование этого параметра, а также приводит к опасности возгорания материала. Например, при остановке пропитки, материал необхо- .димо быстро вьгеести из сушильной камеры, а это затруднительно при более высокой температуре.
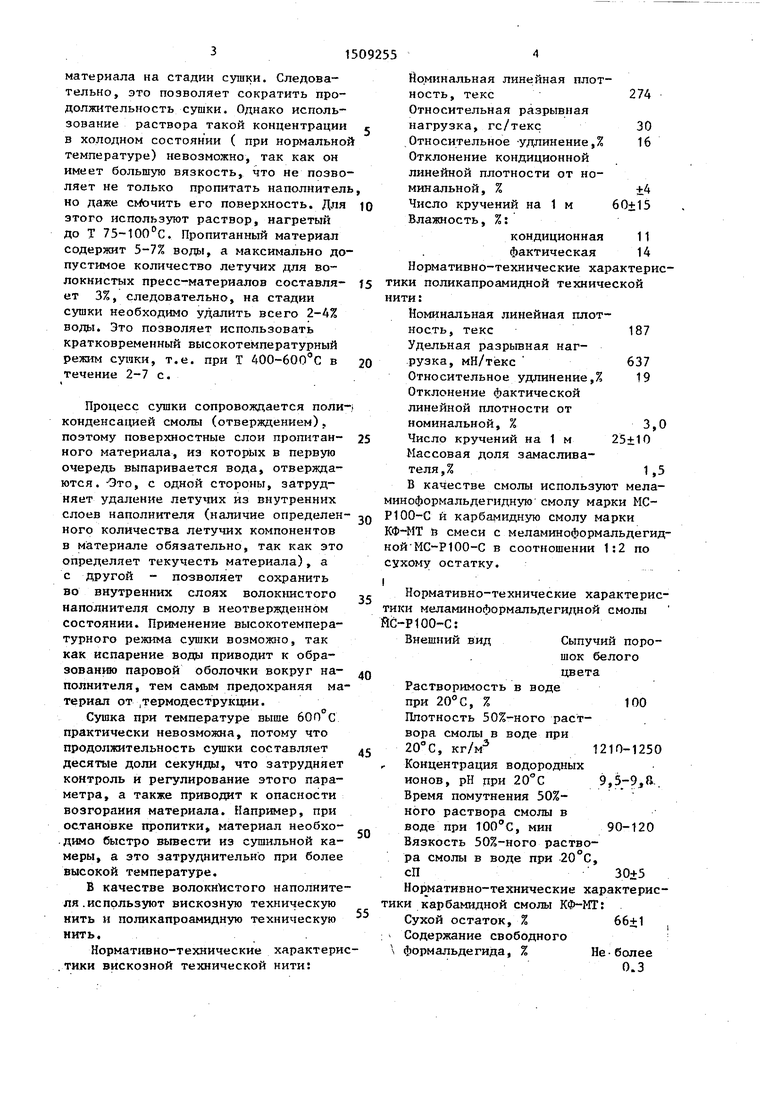
В качестве волокнистого наполнителя .используют вискозную техническую нить и поликапроамидную техническую нить.
Нормативно-технические характери .тики вискозной технической нити:
с 5 0
5 д Q
д
5
5
Номинальная линейная плотность, текс274 Относительная разрывная нагрузка, гс/текс30 Относительное -удлинение,% 16 Отклонение кондиционной линейной плотности от номинальной, % +4 Число кручений на 1 м 60±15 Влажность, %:
кондиционная 11 фактическая 14 Нормативно-технические характеристики поликапроамидной технической нити:
Номинальная линейная плотность, текс187 Удельная разрьганая нагрузка, мН/тёкс 637 Относительное удлинение,% 19 Отклонение фактической линейной плотности от номинальной, %3,0 Число кручений на 1 м 25+10 Массовая доля замаслива- теля,%1,5 В качестве смолы используют мела- миноформальдегидную смолу марки МС- Р100-С и карбамидную смолу марки КФ-МТ и смеси с меламиноформальдегид- ной МС-РЮО-С в соотношении 1:2 по сухому остатку.
I
Нормативно-технические характеристики меламиноформальдегидной смолы ЙЙ-РЮО-С:
Внешний вид Сыпучий порошок белого цвета
Растворимость в воде при , %100
Ппотность 50%-ного раствора смолы в воде при 20 С, кг/м 1210-1250
Концентрация водородных
ионов, рН при 20 С 9,.. Время помутнения 50%- ного раствора смолы в воде при , мин 90-120 Вязкость 50%-ного раствора смолы в воде при 20°С, СП30±5
Нормативно-технические характеристики кар бамидной смолы КФ-МТ:
Сухой остаток, % 66+1 : Содержание свободного:
формальдегида, % Не-более
0.3
Вязкость при 20°С по
ВЗ-4, с:
после изготовления после хранения 60 сут
рН
Время желатинизации: при ЮО-С, с
45-70
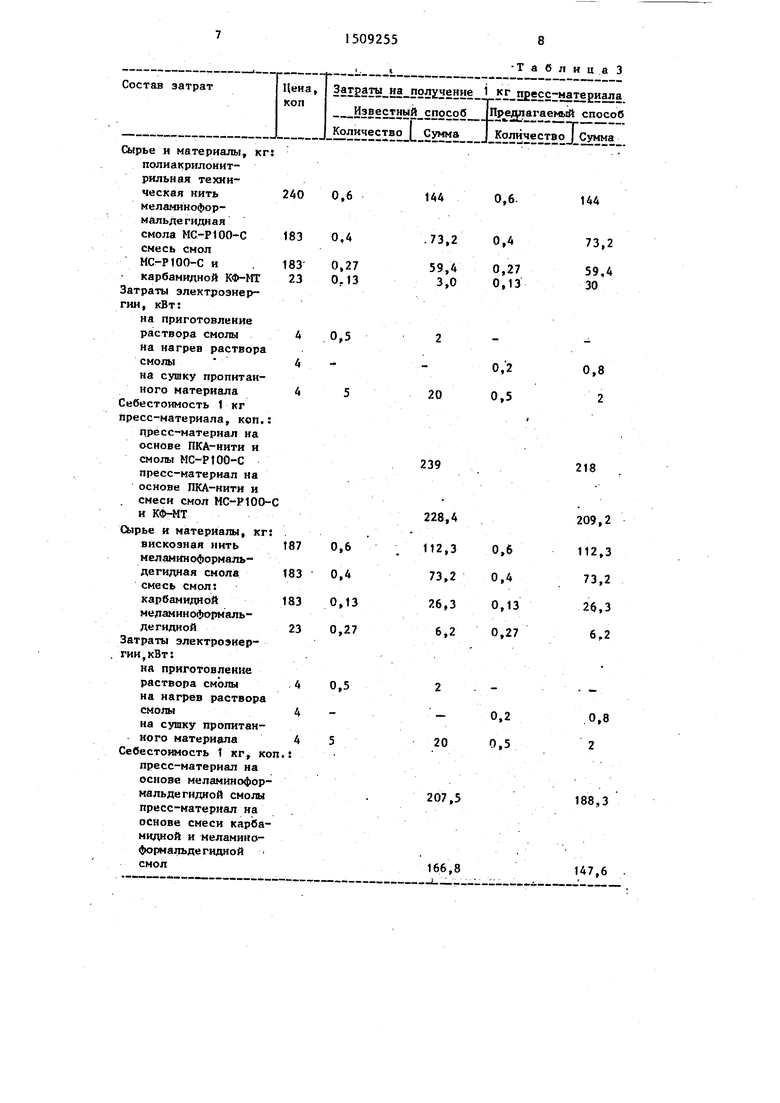
Калькуляции себестоимости пресс-материалов, полученных известным и предлагаемым способами, представлены в
с табл. 3.
35-55 при , ч Не менее 8
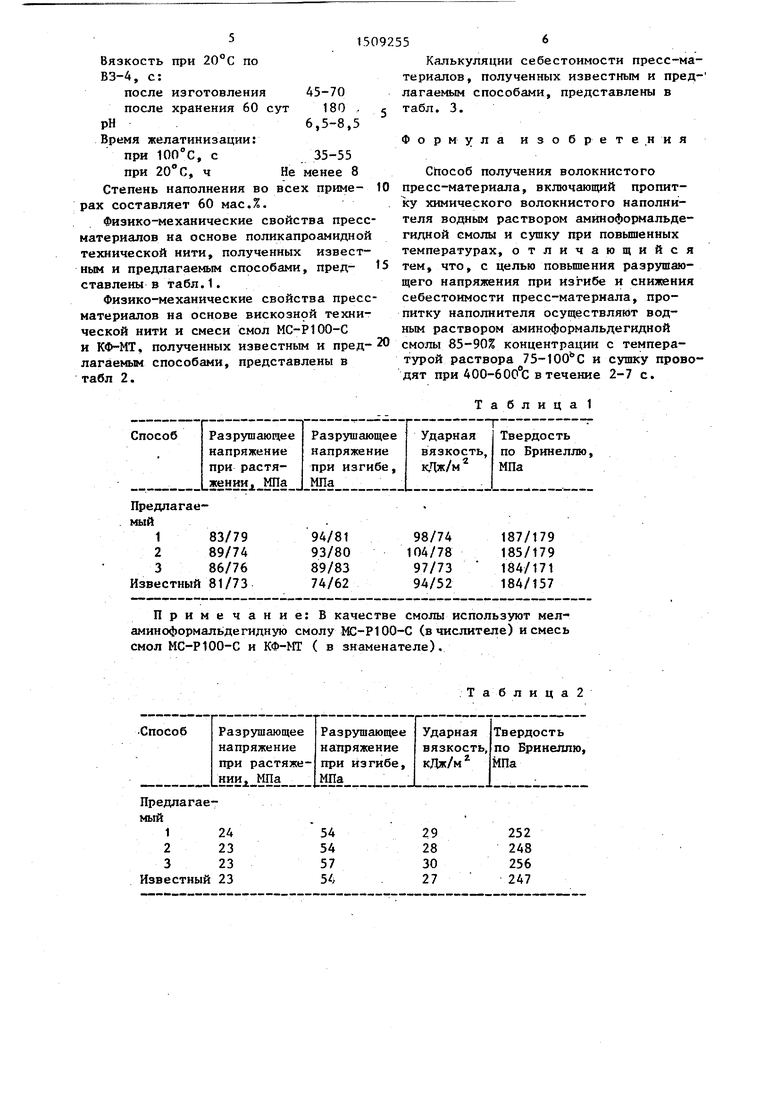
Степень наполнения во всех примерах составляет 60 мас.%.
Физико-механические свойства пресс- материалов на основе поликапроамидной технической нити, полученных известным и предлагаемым способами, представлены в табл.1.
Физико-механические свойства пресс- материалов на основе вискозной технической нити и смеси смол МС-Р100-С
Формула изобрете.ния
Способ получения волокнистого 10 пресс-материала, включающий пропитку химического волокнистого наполнителя водным раствором аминоформальде- гидной смолы и сушку при повьппенных температурах, отличающийся 15 тем, что, с целью повышения разрушающего напряжения при изгибе и снижения себестоимости пресс-материала, пропитку наполнителя осуществляют водным раствором аминоформальдегидной
и КФ-МТ, полученных известным и пред-20 смолы 85-90% концентрации с темпера- лагаемым способами, представлены в турой раствора 75-100 С и сушку прово- табл 2.
дят при 400-600С в течение 2-7 с.
Примечание: В качестве смолы используют мел- амин оформальдегидную смолу МС-Р100-С (в числителе) и смесь смол МС-Р100-С и КФ-МТ ( в знаменателе).
54 54 57 54
.
15092556
Калькуляции себестоимости пресс-материалов, полученных известным и предлагаемым способами, представлены в
с табл. 3.
Формула изобрете.ния
Способ получения волокнистого пресс-материала, включающий пропитку химического волокнистого наполнителя водным раствором аминоформальде- гидной смолы и сушку при повьппенных температурах, отличающийся тем, что, с целью повышения разрушающего напряжения при изгибе и снижения себестоимости пресс-материала, пропитку наполнителя осуществляют водным раствором аминоформальдегидной
смолы 85-90% концентрации с темпе турой раствора 75-100 С и сушку п
дят при 400-600С в течение 2-7 с.
Т а б л и ц а 1
Т а б л и ц а 2
252 248 256 247
Таблица 3
| Дедюхин В.Г., Ставров В.П | |||
| Прессованные стеклопластики..- М.: Химия, 1976, с.39-42 | |||
| Производство стеклопластиков./ Йод ред | |||
| В.С.Львова и др.- Донецк: Донбасс, 1969, с.110-116 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| -, Бжезинский Я | |||
| Аминоплас- ты.-М.: Химия, 1973, с.250-295. | |||
