Изобретение относится к обработке металлов резанием, в частности к производству металлорежущего инструмента.
Цель изобретения - повышение стойкости инструмента за счет уменьшения вибраций державки.
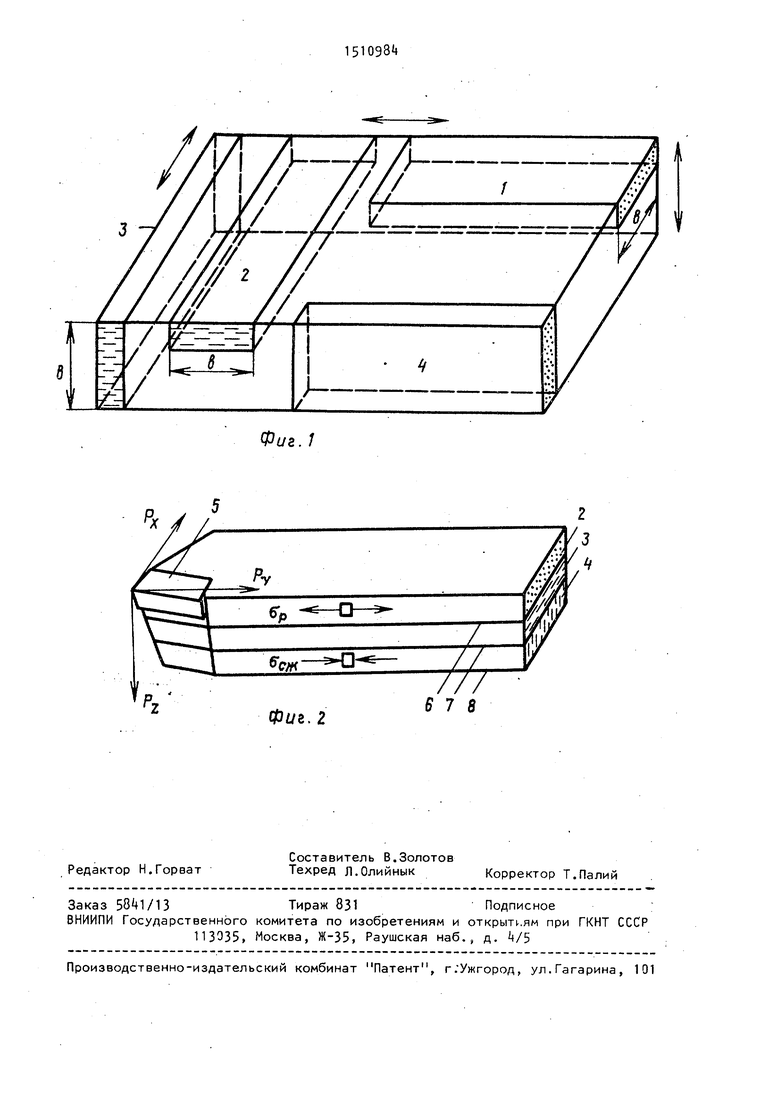
На фиг. 1 Представлена схема вырезки пластин для державки из листо- во го проката; на фиг. 2 - резец.
Пластина 1 вырезана так,, что ее плоскость имеет продольную ориентировку относительно направления прокатки. При этом плоскость поперечного сечения пластины 1 имеет поперечную ориентировку относительно направления прокатки. Плоскость пластины 2 ориентирована поперек направления | прокатки, а плоскость ее поперечного
сечения - вдоль направления прокатки. Плоскость пластины 3 имеет вертикаль.- ную ориентировку относительно направления прокатки, а ее сечение - продольную ориентировку. Пластина ориентирована своей плоскостью вертикально,, а сечением - поперек направления прокатки. Таким образом, все пластины имеют различную текстуру деформации в своей плоскости и в своем сечении, обладает различными физико-механическими, в ВТОМ числе демпфирующими свойствами, относительно действия нагружающих державку сил (составляющих силы резания).
Вырезанные пластины (две и более) собирают в пакет. Пля достижения наибольшего демпфирующего эффекта разСП
СО
00
4
315
ориентация текстуры деформации в двух соседних пластинах должна быть максимальна. Тогда колебательная волна при переходе границы раздела меняет свое направление, в результате чего происходит рассеивание энергии колебаний. При малой величине разориента- ции текстуры деформации диссипация энергии незначительна. Поэтому в предлагаемом техническом решении пластины державки ориентируют таким образом, чтобы при переходе от одной пластины к другой текстура деформации изменялась на 90+ 10° относительно действия на державку основной - тангенциальной составляющей силы резания.
Под действием силы резания в верхних слоях державки возникают преимущественно максимальные растягивающие напряжения Gp , а в нижних, опорных сжимающие напряжения G , Прэтому для стабилизации прочности различных зон и увеличения прочности и надежности всей державки необходимы дополнительные условия по ориентации текстуры деформации в пластинах сборной державки относительно сил резания. Известно, что максимальное сопротивление растягивающим напряжениям прокатанный металл оказывает в продольном направлении, а минимальное - в вертикальном направлении относительно направления прокатки. Максимальным сопротивлением сжимающим напряжениям наоборот, прокатанный металл обладает в вертикальном направлении, а минимальным - в продольном. Сопротивление металла в поперечном направлении и растягивающим и сжимающим напряжениям имеет промежуточные значения. Направление прокатки в опорной пластине ориентировано параллельно тангенциальной составляющей силы резания. В пластине с закрепленным режущим клином направление прокатки ориентировано параллельно радиальной составляющей силы резания, а плоскость прокатки располагается перпендикулярно тангенциальной составляющей силы резания.
Резец состоит из режущей пластины 5 и составной державки, выполненной из набора пластин 1- с различной ориентировкой текстуры деформации относительно действия сил резания. Пластины склеены между собой по плоскостям 6 и 7, параллельным опорной поверхности 8 державки. Пластина
98А4
служит опорной пластиной державки. Направление прокатки в пластине k ориентировано параллельно тангенци- е альной составляющей силы резания Р. На верхней пластине 2 закреплен режущий клин 1. Направление прокатки в пластине 2 ориентировано параллельно радиальной составляющей силы реза0- ния Ру. Плоскость прокатки в пластине 2 ориентирована перпендикулярно тангенциальной составляющей силы резания Р. В этом случае поперечное направление прокатки в пластине ориен5 тируется параллельно действию осевой составляющей силы резания Р, . Направление прокатки в средней пластине 3 параллельно действию осевой составляющей силы резания Р. Таким образом,
0 между пластинами 2- выдерживают прямой угол в текстуре деформации,что обеспечивает дополнительное рассеивание энергии возникающих при резании колебаний. Колебания, возникаю5 щие от максимальной составляющей силы резания - тангенциальной силы Р. , - распространяются через поперечное сечение пластин державки. При предлагаемой ориентировке пластин
0 плоскость поперечного сечения опорной пластины державки имеет вертикальную ориентировку относительно плоскости прокатки, плоскость сечения средней пластины - продольную
5 ориентировку и плоскость сечения
верхней пластины - поперечную ориентировку относительно плоскости прокатки.
Энергия возникающих в процессе
0- резания колебаний инструмента гасится не только вязкоупорным слоем клея, но и рассеивается внутри пластин, составляющих державку, вследствие анизотропии механических и физис ческих свойств прокатанных (текстуро- ванных) материалов, в том числе анизотропии частот и логарифмических декрементов собственных колебаний. При .разориенгировке текстуры деформации в двух соседних пластинах, от° личной от 90 + 10° ( oi 80° , и ot -100°), степень диссипации энергии уменьшается, а технологические сложности при изготовлении пластин увеличиваются (увеличивается число опера5
ций и становится больше отходов металла) .
Пример. Опробование режущего инструмента, державка которого
515109846
изготовлена по предлагаемому способу, рования колебаний за счет большой
прово дилась на станке мод. 1бБ1бТ1 на операции точения закрепленной в центрах заготовки из стали kOX с g твердостью HRC 50. Заготовка имела размеры 060x320 мм. В качестве режущего инструмента использовали два резца с одинаковым сечением мм, длиной 150 мм, изготовленные из ста- Ю |ли ОХ с твердостью HRC 63. В качестве режущего материала использовали режущую керамику марки ВОК-бЗ формы 2010-0162. В качестве прототипа исдиссипативнои силы сопротивления м териала державки с ориентированной в разных направлениях текстурой де формации, металла.
Использование виброустойчивых .свойств державок, изготовленных по предлагаемому способу, наиболее пр емлемо при чистовой и тонкой обработке на высоких скоростных режима резания при малой жесткости загото вок, переменной, непрерывной или
диссипативнои силы сопротивления материала державки с ориентированной в разных направлениях текстурой деформации, металла.
Использование виброустойчивых .свойств державок, изготовленных по предлагаемому способу, наиболее приемлемо при чистовой и тонкой обработке на высоких скоростных режимах резания при малой жесткости заготовок, переменной, непрерывной или
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАВКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2690875C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Режущий инструмент | 1987 |
|
SU1526930A1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| Режущий инструмент | 1985 |
|
SU1247191A1 |
| Токарный резец | 1981 |
|
SU1038085A1 |
| Сборный резец | 1986 |
|
SU1473905A1 |
| Резец для вибрационного резания | 2017 |
|
RU2660488C1 |
| РЕЗЕЦ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2292990C2 |
| Токарный резец | 1983 |
|
SU1168339A1 |
Изобретение относится к обработке металлов резанием, в частности к производству металлорежущего инструмента. Целью изобретения является повышение стойкости за счет уменьшения вибраций державки. Державку режущего инструмента изготавливают из пакета склеенных между собой по плоскостям, параллельным опорной поверхности державки, пластин, вырезанных из листового проката с продольной, поперечной и вертикальной ориентировкой их плоскости относительно направления прокатки и собранных в пакет с углом разориентировки текстуры деформации в соседних пластинах. Причем направление прокатки в пластине с опорной поверхностью ориентировано параллельно тангенциальной составляющей силы резания, а в пластине с закрепленным режущим клином направление прокатки ориентировано параллельно радиальной составляющей силы резания. 2 ил.
пользовали державку, изготовленную. 15 разр ывной поверхности обработки, ког
из трех пластин с одинаковой поперечной ориентировкой плоскости пластины Державка по предлагаемому способу изготавливалась из трех пластин с различной ориентацией текстуры дефор мации в соответствии с приведенной на фиг. 2. В обоих случаях пластины склеивали между собой клеем марки Циокрин (ТУ 6-09-30-76). Испытания инструмента проводили на режимах резания V 120 м/мин, S 0,15 мм/об t 1,0 мм. При установке преобразователя на оси X на предлагаемой державке в процессе обработки получена амплитуда колебаний в 1,7 - 2,0 раза меньше, чем на державке, изготовленной по известному способу. При этом износ задней поверхности режущей пластины при периоде стойкости Т 60 мин в 1,6-1,8 раз меньше, шероховатость обработанной L, поверхности по параметру Кд в 1 ,7-1,9 раз ниже. Логарифмический декремент собственны затухающих колебаний державки по оси X, закрепленной в инструментальном магазине, в 2,5-3,0 раза выше по сравнению с известной.
Как видно из сравнительных испытаний, изготовление державок режущих инструментово-по предлагаемому способу позволяет в процессе обработки заготовок обеспечить более эффективное динамическое гашение колебаний чем известные, так как повышается, коэффициент поглощения и демпфи
25
0
0
35
0
5
да предъявляются повышенные требования по геометрической точности обрабатываемого профиля детали и шероховатости поверхности. Новое техническое решение позволяет повысить виброустойчивые свойства режущего инструмента, увеличить износостойкость режущего инструмента, улучшить качество обрабатываемой поверхности и повысить геометрическую точность детали.
Формула изобретения
i Способ изготовления державок режущих инструментов, лри котором державку выполняют из пластин, вырезанных из листового проката, причем пластины собирают в пакет и склеивают по плоскостям, параллельным опорным поверхностям державки, отличающийся тем, что, с целью повышения стойкости инструмента за счет уменьшения вибраций державки, вырезку пластин осуществляют с продольной, поперечной и вертикальной ориентировкой плоскости их склеивания относительно направления прокатки, при этом за опорную принимают пластину с вертикальной ориентировкой, а за верхнюю - с продольной и между ними располагают пластину с поперечной ориентировкой плоскости склеивания относительно направления прокатки.
/А /I АУ /
.7ТМ
Фиг. 1
6-сж- Q
QtJi/8. 2
/Z
/// ff 7 8
| Способ изготовления державок режущих инструментов | 1980 |
|
SU931299A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
