СП
со
СХ)
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав абразивной массы высокоструктурного инструмента для шлифования с его непрерывной правкой | 2017 |
|
RU2684466C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2014 |
|
RU2583217C1 |
| Абразивный материал | 1987 |
|
SU1463459A1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| Способ правки соосно установленных торцошлифовальных кругов | 1984 |
|
SU1602713A1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2003 |
|
RU2238841C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2152298C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| Шлифовальная шкурка | 1988 |
|
SU1618610A1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536576C2 |
Изобретение относится к производству абразивного инструмента на гибкой основе и может быть использовано в деревообрабатывающей промышленности для правки шлифовальной шкурки и т.д. Целью изобретения является повышение качества правки. Шкурку 2 пропускают через калибрующую щель 5. Калибрующая щель образовала опорной 3 и прижимным элементом в виде абразивного барабана 4. Твердость зерен абразивного барабана должна быть больше или равна твердости зерен шлифовальной шкурки. Величина зерен абразивного барабана должна быть меньше или равна величине зерен шлифовальной шкурки. При прохождении через калибрующую щель зерна шкурки находятся в зацеплении с зернами барабана. При равных линейных скоростях шкурки и барабана происходит излом вершин зерен шкурки. 2 ил.
Фиг. 2
Изобретение относится к производству абразивного инструмента на гибкой основе и может быть использовано в деревообрабатывающей промышленности для правки шлифовальной шкурки, восстановле- ния режущей способности отработанных шлифовальных лент.
Целью изобретения является повышение качества правки.
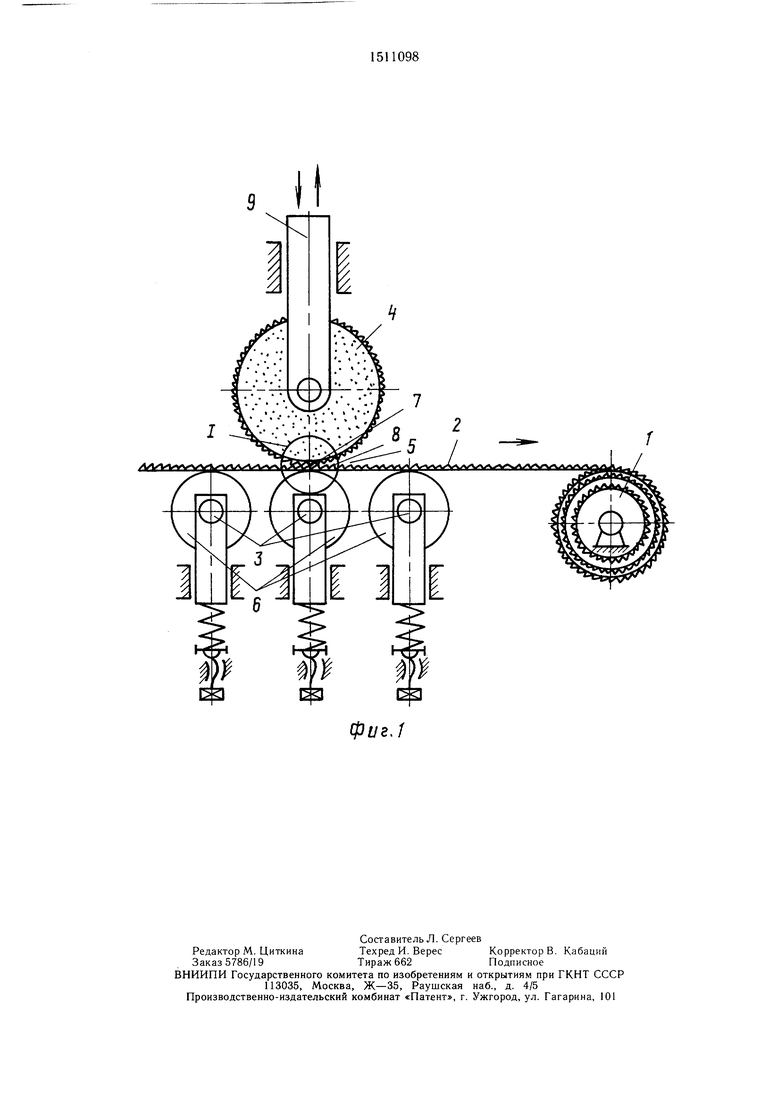
На фиг. 1 изображена установка для осуществления предлагаемого способа; на фиг. 2 - узел I на фиг. 1.
Установка содержит катушку 1 с шлифовальной шкуркой 2, опору 3 и прижимной элемент в виде абразивного барабана 4. Опора 3 и барабан 4 установлены с обра- зованием калибрующей щели 5, величина которой может регулироваться как опорой 3, так и прижимным элементом - абразивным барабаном 4. Опоры 3 выполнены в виде гладких роликов 6.
При прохождении шкурки 2 через щель 5 вращающегося барабана 4 и опоры 3 последние поджимают шкурку 2, при этом зерна 7 шкурки 2 входят во впадины 8 поверхности абразивного барабана 4, обеспечивая зацепление на изгиб при одинаковых ли- нейных скоростях барабана 4 и шкурки 2, Вход и выход ее под углом к оси 9 абразивного барабана 4 обеспечивает излом выступающих зерен 7 шкурки.
Величина зерна барабана Аб должна быть равна или в 1,5 раза меньше величи- ны зерна шкурки Ашк, а твердость абразивных зерен барабана должна быть больше или по крайней мере равна твердости абразивньГх зерен шлифовальной шкурки.
Указанное условие позволяет «ломать на изгиб вершину зерен щлифовальной шкурки над общим их уровнем путем зацепления выступающего зерна в межзерновом пространстве абразивного барабана. Это происходит при одинаковых скоростях за счет расхождения их под углом после смешения зерен от оси абразивного барабана, при этом более твердые зерна абразивного барабана ломают вершины менее твердые на шкурке.
Для более надежного обеспечения попадания выступающих зерен в межзерновые впадины и их излома установку снабжают дополнительными абразивными барабанами.
Соотнощение обрабатываемого и обрабатывающего материала производится с учетом материала абразивного зерна, зернистости, твердости, структуры и связующего.
Материал абразивного зерна барабана должен быть прочнее абразивного зерна шкурки.
Твердость абразивного барабана высокая, структура плотная, в пределах от № 1 до № 4. Связка барабана керамическая или бакелитовая.
Пример 1 Барабан из материала 45А монокорунда зернистостью 16, твердостью Т2, структура 3, связка К, обеспечивает формирование шероховатости поверхности (рельефа) шкурки, материал 14А электрокорунд нормальный зернистостью 25, основа ткание- вая, связующий материал мездровый клей.
Пример 2. Барабан из материала 44А монокорунда зернистостью 20, твердостью ВТ1, структура 3, связка К. Шкурка из материала 13А электрокорунд нормальный зернистостью 20, основа бумажная, связующий материал мездровый клей.
Абразивный барабан в процессе правки щкурки, изнашиваясь, самовосстанавливается. Износ компенсируется регулирующим устройством (не показано).
При таком выполнении устройства получают шкурку с более качественными режущими способностями.
Формула изобретения
Способ правки щлифовальной шкурки, при котором через калибрующую щель между опорой и прижимным элементом перемещают шлифовальную шкурку, отличающийся тем, что, с целью повышения качества правки, в качестве прижимного элемента берут абразивный барабан, твердость зерен абразива которого больше или равна твердости зерен шкурки, а величину зерен абразива барабана выбирают из следующей зависимости:
,5Лшх, где Ашк - величина зерен абразива шкурки.
фиг
| Способ изготовления шлифовальной шкурки | 1977 |
|
SU663575A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
