(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ШКУРКИ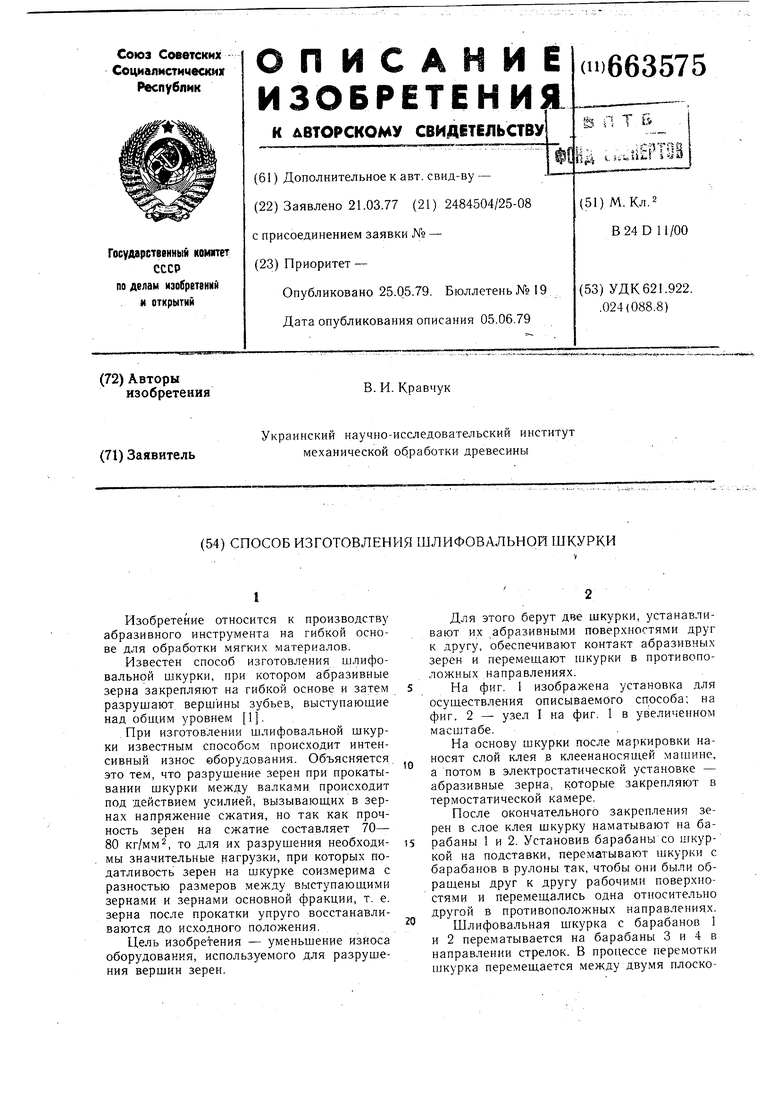
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовальной шкурки | 1988 |
|
SU1511098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ШКУРКИ | 1973 |
|
SU376217A1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Способ изготовления шлифовальной шкурки | 1984 |
|
SU1194665A1 |
| Способ изготовления шлифовальной шкурки | 1982 |
|
SU1180251A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2003 |
|
RU2245240C1 |
| Электростатическая установка для изготовления абразивных лент | 1977 |
|
SU745666A2 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |
| Способ изготовления шлифовальной шкурки | 1987 |
|
SU1435415A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО КРУГА | 1996 |
|
RU2111110C1 |
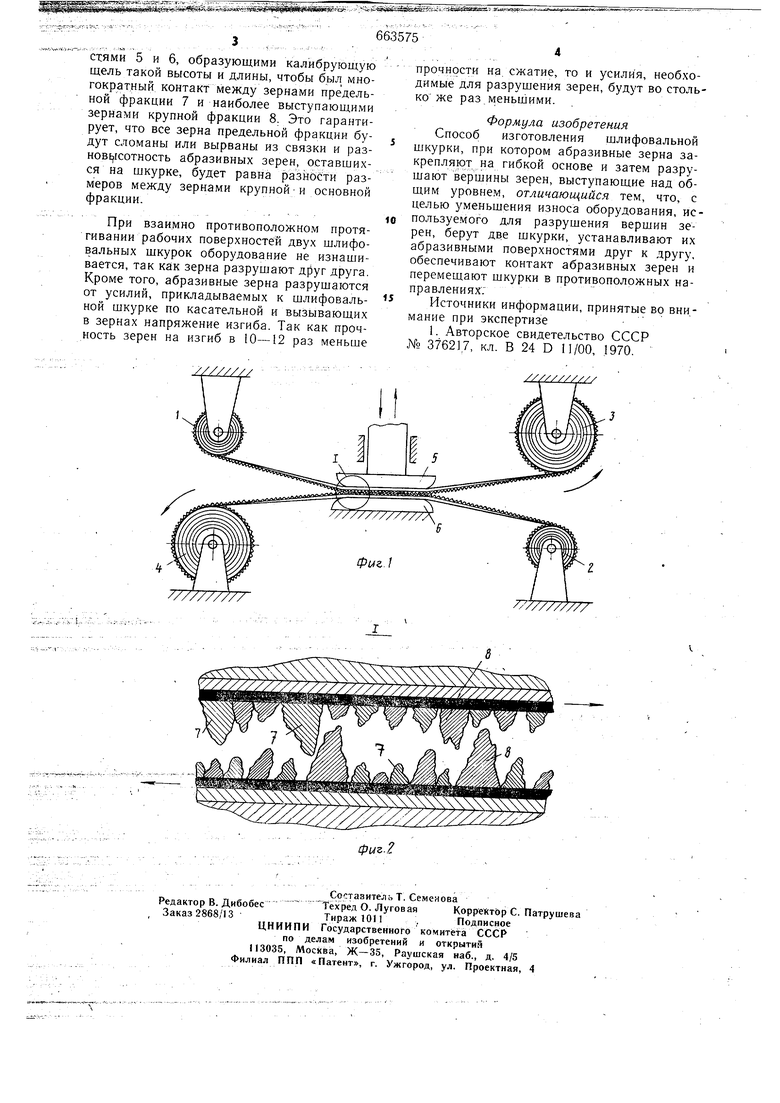
Изобретение относится к производству абразивного инструмента на гибкой основе для обработки мягких материалов. Известен способ изготовления шлифовальной шкурки, при котором абразивные зерна закрепляют на гибкой основе и затем разрушают вершины зубьев, выступающие над общим уровнем 1. . При изготовлении шлифовальной шкурки известным способом происходит интенсивный износ еборудования. Объясняется это тем, что разрушение зерен при прокатывании шкурки между валками происходит под действием усилией, вызывающих в зернах напряжение сжатия, но так как прочность зерен на сжатие составляет 70- 80 кг/мм, то для их разрушения необходимы значительные нагрузки, при которых податливость зерен на шкурке соизмерима с разностью размеров между выступающими зернами и зернами основной фракции, т. е. зерна после прокатки упруго восстанавливаются до исходного положения. Цель изобретения - уменьшение износа оборудования, используемого для разрушения вершин зерен. Для этого берут две шкурки, устанавливают их абразивными поверхностями друг к другу, обеспечивают контакт абразивных зерен и перемешают шкурки в противоположных направлениях. На фиг. 1 изображена установка для осуществления описываемого способа; на фиг. 2 - узел I на фиг. 1 в увеличенном масштабе. На основу шкурки после маркировки наносят слой клея в клеенаносяи1.ей машине, а потом в электростатической установке - абразивные зерна, которые закрепляют в термостатической камере. После окончательного закрепления зерен в слое клея шкурку наматывают на барабаны 1 и 2. Установив барабаны со шкуркой на подставки, перематывают шкурки с барабанов в рулоны так, чтобы они были обрапдены друг к другу рабочими поверхностями и перемещались одна относительно другой в противоположных направлениях. Шлифовальная шкурка с барабаноЕ5 1 и 2 перематывается на барабаны 3 и 4 в направлении стрелок. В процессе перемотки шкурка перемещается между двумя плоско
