N,
vi
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для намагничивания изделий | 1977 |
|
SU662981A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ПО КОЭРЦИТИВНОЙСИЛЕ | 1970 |
|
SU264751A1 |
| Способ магнитопорошкового контроля | 1979 |
|
SU789728A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ МАГНИТНОЙ ПРОНИЦАЕМОСТИ ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2592727C1 |
| СПОСОБ НАМАГНИЧИВАНИЯ НЕМАГНИТНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2123736C1 |
| Способ размагничивания деталей из магнитотвердых материалов | 2019 |
|
RU2713505C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ МАГНИТНЫХ СВОЙСТВ ВНУТРИГЛАЗНЫХ ИНОРОДНЫХ ТЕЛ | 1991 |
|
RU2040918C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2330275C1 |
| Устройство для разбраковки деталей из магнитномягких материалов по величине коэрцитивной силы | 1981 |
|
SU1019382A1 |
| Способ контроля физико-механических свойств изделий из ферромагнитных материалов | 1990 |
|
SU1826051A1 |
Изобретение относится к электротехнике, точнее - к способам намагничивания движущихся через соленоид деталей. Цель изобретения - повышение производительности и эффективности процесса намагничивания. Цель достигается за счет того, что поштучную подачу деталей 3 и их намагничивание осуществляют с помощью одного поля, создаваемого соленоидом 1. Для этого подлежащую выдаче в соленоид 1 деталь 3 располагают в зоне действия максимального градиента магнитного поля вдоль оси последнего, а остальные детали располагают параллельно первой с ограничением в осевом направлении. Длительность импульса тока намагничивания выбирают меньше времени движения отдельной детали из зоны максимального градиента поля до конца зоны однородного магнитного поля соленоида 1. 1 ил.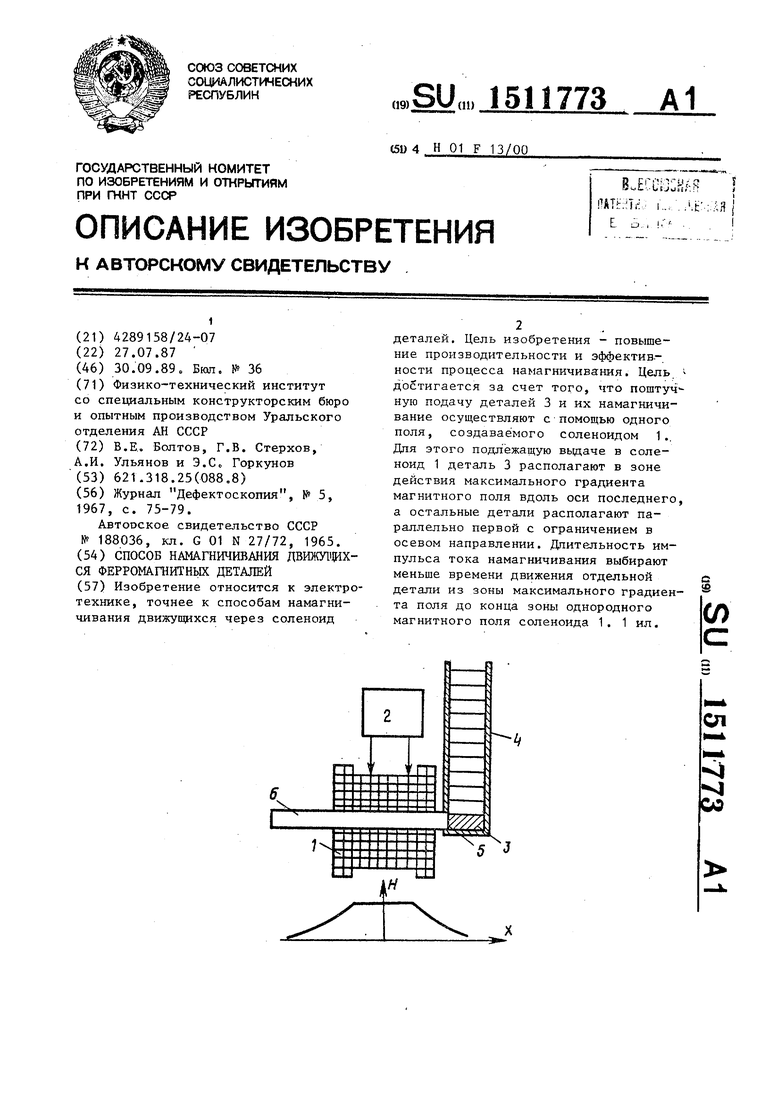
3
Н
Изобретение относится к способам амагничивания движущихся деталей соленоиде и может быть использовано в различных отраслях промышленности, например, в машиностроении ля намагничивания сердечников электромагнитных устройств или при неразушающем испытании качества продукции.
Цель изобретения - повьш:ение производительности и эффективности процесса намагничивания.
На чертеже представлена структур- ная схема устройства для осуществления способа.
Устройство содержит соленоид 1, подключенный к источнику 2 питания. Деталь 3, подлежащая намагничиванию, помещается в рабочую позицию (деталь заштрихована) посредством магазина- питателя 4.
Способ осуществляют следующим
рбразом.
I
Детали, подлежащие намагничиванию, загружают в магазин 4, выходное отверстие 5 которого установлено в зоне действия максимального градиена магнитного поля соленоида, длина которого больше длины детали (зоны действия максимальных градиентов и зону однородного магнитного поля задают конфигурацией магнитного поля Н вдоль оси соленоида, необходимую конфигурацию поля получают с помощью известных технических средств: изменением плотности витков по длине соленоида, увеличением протяженности намотки или использованием соленоида с увеличивающейся по краям плотностью ВИТКО}) .
Затем включают импульсный ток, который создает в соленоиде 1 магнитное поле. Деталь. 3 под действием градиента импульсного магнитного поля (пондеромоторных сил) через окно 5 по лотку 6 втягивается внутрь .соленоида 1. При этом пондеромотор- ные силы, действуя на другие детали, притя гивают их к передней стенке магазина 4, предотвращая перемещение очередной детали на рабочую позицию. Детали удерживаются в этом поло- жении до тех пор , пока не будет отключен импульсный ток. При отключении импульсного тока детали перемещаются под действием собственного веса или под действием дополнительной пружины (не показана) и очередная деталь,
подлежащая намагничиванию, занимает рабочую позиБ11ю в магазине 4, т.е. перед окном 5, расположенным так же, как и лоток 6 соосно оси соленоида 1 ,
Чтобы обеспечить надежные как отсечку деталей в магазине 4, так и втягивание очередной детали 3 в соленоид 1, место расположения деталей, находящихся в зоне действия максимального градиента, выбирают путем перемещения магазина 4 с деталями относительно торца соленоида 1
так, чтобы подлежащая выдаче деталь 3 оставалась соосной оси соленоида. В свою очередь, деталь, втянутая в соленоид, намагничивается при движении в однородном магнитном поле до
тех пор, пока не будет отключен импульсный ток.
Для обеспечения последующей выдачи и сохранения движения детали 3 по инерции (исключения ее остановки
в соленоиде) длительность протекания тока в соленоиде 1 связывают со временем прохождения детали из зоны максимального градиента до конца зоны однородного магнитного поля, в
котором деталь 3 фактически и намагничивается. Отгслючение тока производят с помощью путевого датчика или реле времени, настроенного на время движения детали в соленоиде, полученное экспериментальным путем для однотипных деталей.
I
Пример. В экспериментальном
устройстве (см. чертеж) намагничивание изделий осуществляют однополяр- ными импульсами трка непосредственно от сети частотой 50 Гц, форма.которых срответствует одному полупериоду сетевого напряжения. Амплитуда напря-.. женности импульсов магнитного поля
составляет при этом 8 кА/см. Окно
5 магазина-питателя 4 (в форме стержней диаметром 8-10 мм и длиной 50 мм) находится в области с максимальным гра диецтом магнитного поля (на расстоянии 5 мм от торца соленоида 1, длина которого равна 26 см) . При таком соотнощении длины изделий, длины соленоида 1 и расстояния от окна 5 магазина 4 до соленоида 1 деталь за время прохождения сетевого импульса успевает разогнаться до конца однородной части магнитного поля соленоида 1 и намагнититься до состояния технического насьщения.
5
Для обеспечения необходимого импульса тока соленоид 1 подключается к сети через управляемый диод (тиристор) . Управление тиристором про- изводится с частотой 2 Гц, т.е. скважность импульсов составляет 1/50 что обеспечивает производительность намагничивания 7200 дет/ч. В зависимости от размеров изделий устройство может обеспечивать и более высокую производительность, например, при частоте-сети питания 50 Гц и одно- полупериодном вьшрямлении тока последняя может достигать значения 180000 дет/ч. Кроме того, при определенных размерах изделий для эффективного их намагничивания может быть использован не один, а пачка однопо- лярных сетевых импульсов, что подби- рается опытным путем.
Использование магнитного поля для отсечки деталей, подачи детали в соленоид и удаления ее из соленоида при достаточно эффективном промагни- чивании расширяет функциональные возможности способа при простоте его материального воплощения. Формула и з обретения
Способ намагничивания движущихся ферромагнитных деталей, заключаюРедактор И.Касарда
Составитель А.Лукин Техред И.Верес
Заказ 5907/53
Тираж 696
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
773
щийся в том, что сориентированные детали поштучно подают в зону дейс т- вия магнитного поля соленоида и на,- магничивают их путем пропускания через соленоид импульса тока, о т- личающийся тем, что, с целью повьшения производительности и эффективности процесса намагничивания , поштучную подачу деталей в соленоид осуществляют с помощью этого же намагничивающего поля, в соответствии с чем подлежащую подаче в соленоид деталь располагают в зоне действия максимального градиента магнитного поля соленоида вдоль оси последнего с возможностью поступательного перемещения к соленоиду, а остальные детали располагают параллельно первой с возможностью перемещения в зону действия максимального градиента поля под действием внешней силы или силы тяжести и с ограничением перемещения 3 осевом направлении, при этом длительность импульса тока намагничивания выбирают меньше времени движения отдельной детали из зоны максимального градиента поля до конца зоны однородного маг{1итно го поля соленоида.
Корректор Т.Палий
Подписное
| Журнал Дефектоскопия, № 5, 1967, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ПО КОЭРЦИТИВНОЙСИЛЕ | 0 |
|
SU188036A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
