Фиг.г
СП
00
о о:
iljL jpc теине относится к электромашиностроению, в частности к роторам электрических машин, зубцовая зона и ярмо которых вьшолнены по малоотходной технологии.
Цель изобретения - упрощение конструкции, повышение надежности и энергетических характеристик путем уменьшения магнитного сопротивления между зубцами.
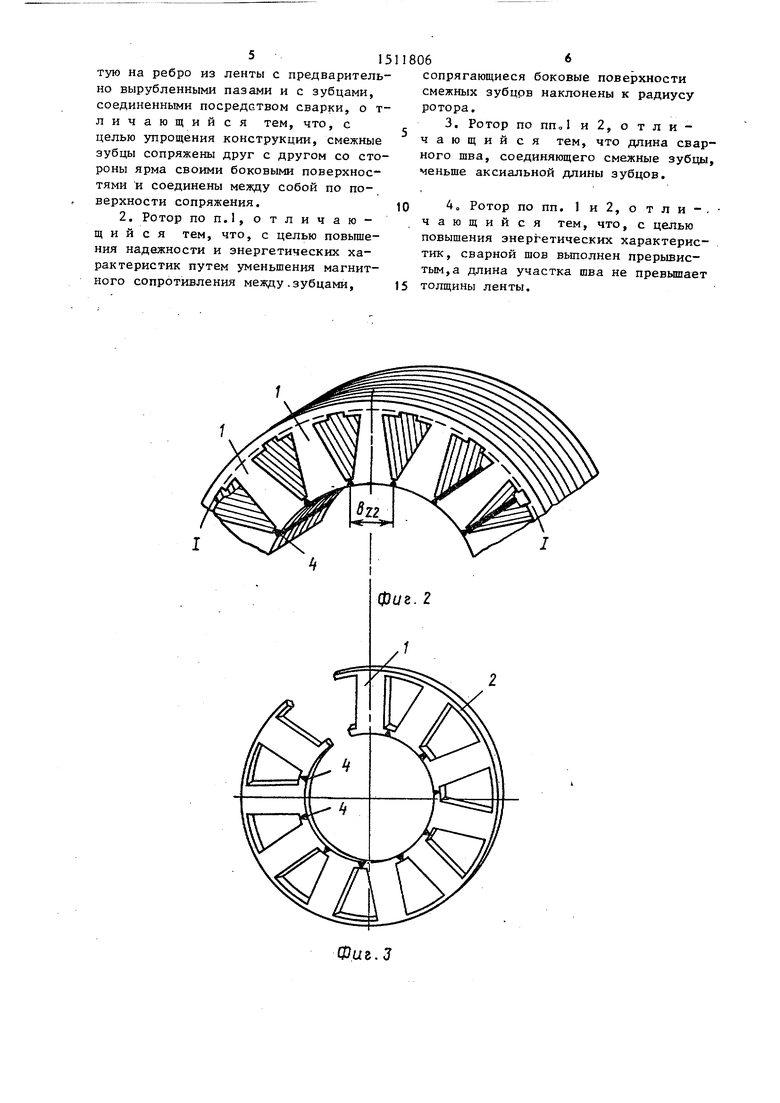
На фиг.1 представлена половина зуб цовой зоны ротора (магнитопровод ротора без ярма) с зубцами прямоугольной формы; на фиг,2 - участок зубцовой зоны ротора с зубцами трапецеидальной формы; на фиг.З - участок витка зубцовой зоны ротора; на фиг.А - способы раскроя ленты на зубцовые зоны, обеспечивающие прилегание зубцов пос- ле навивки ее на ребро.
Ротор электрической машины содержит зубцовую зону (фиг.1), состоящую из зубцов 1, скрепленных зубцовыми перемычками 2. После навивки на ребро зубцовой зоны зубцы 1 со стороны ярма (поЗоЗ показано место под ярмо) прилегают друг к другу и соединяются при помощи сварки 4. После выполнения сварки 4 зубцовые перемычки 2 на последующих операциях обработки ротора молшо утонить или убрать по линии I-I (фиго и 2). Зуб1Ц 1 1 в зоне их общего контакта (на размере Ь) выполняют частично функцию ярма рото- ра, поэтому целесообразно, чтобы они хорошо прилегали друг к другу. Кроме того, для уменьшения магнитного сопротивления мелоду зубцами и ярмом необходимо ш-ieTb качественную поверх- кость зубцовой зоны. Это достигается выполнением сопрягающихся боковых поверхностей 5 смежных зубцов наклоненными к радиусу ротора (фиг.4) со стороны ярма, что обеспечивает хорошее прилегание смежных зубцов друг к другу и создает место под сварку.
При применении контактной сварки наклон поверхностей зубцов не приме- няется, а выполняются на боковой по- верхности рельефы - выступы (не показаны). В ряде случаев, например, для ротора с беличьей клеткой сваривать все зубцы нецелесообразно: можно один шов вьшолнять целиком, а ря- дом лежащий вьшолнить укороченным (1 -f-l, IP ), меньше аксиальной длины зубцов, (фиг.1). Можно, например,сваривать только крайние части всех
зубцов, а середину зубцов не варить и т.п.
с целью улучшения параметров машины (пусковые свойства, cosV) в ряде машин целесообразно сварку зубцов выполнять прерывистым швом, при этом длина прерывистого шва не должна пре вьппать толщины ленты. Эту операцию лучше всего выполнять в процессе изгиба (фиг.З) зубцовой зоны на ребро, при этом виток с витком в аксиальном направлении не имеют ж.есткой связи, что напоминает классический магнитопровод ротора с незначительной высотой ярма (на фиг.З показана.лишь часть витка одного элемента зубцов). Смежные витки элементов зубцовой зоны могут иметь изоляционный промежуток. Для уменьшения габаритов зубцовой зоны (в частности для уменьшения высоты зубцов) зубцы со стороны ярма имеет большую ширину по сравнению с шириной этих же зубцов в другой ее части (Ь Ь). Конфигурация зубцов для этого случая выполняется во время продольного разделения ленты по контуру зубцов на зубцовые зоны (фиг.4).
Отличительная особенность разделения ленты по контуру зубцов (фиго 4 состоит в том, что размер должен обеспечить контакт смежных зубцов между собой после операции навивки ее на ребро.
Изготовление зубцовой зоны производится в следующей последовательности: резка полосы на ленты мерной ширины; разделение ленты по контуру зубцов на две зубцовые зоны с выполнением зубцов различной ширины; навивка зубцовой зоны на ребро внахлест (при необходимости одновременно с -навивкой на ребро выполняется операция сварки элементов зубцов со стороны ярма между собой); осевое сжатие пакета зубцовой зоны; сварка зубцов со стороны ярма между собой; обработка внутренней части зубцовой зоны под напрессовку на ярмо.
Дальнейшие операции по изготовлению ротора выполняются по общеизвестной технологии.
Изобретение позволяет упростить конструкцию зубцовой зоны.
Формула изобретения
I. Ротор электрической машины, содержащий ярмо и зубцовую зону, нави515
тую на ребро из ленты с предварительно вырубленными пазами и с зубцами, соединенными посредством сварки, о т- личающийся тем, что, с целью упрощения конструкции, смежные зубцы сопряжены друг с другом со стороны ярма своими боковыми поверхностями и соединены между собой по поверхности сопряжения.
2. Ротор по п.1, отличающий с я тем, что, с целью повьше- ния надежности и энергетических характеристик путем уменьшения магнитного сопротивления между.зубцами.
11806
сопрягающиеся боковые поверхности смежных зубцрв наклонены к радиусу ротора.
3, Ротор по ппо1 и 2, о т л и - чающийся тем, что длина сварного шва, соединяющего смежные зубцы, меньше аксиальной длины зубцов.
0 Ротор попп. 1и2, ОТЛИ-. чающийся тем, что, с целью повышения энергетических характеристик, сварной шов вьшолнен прерьшис- тым,а длина участка шва не превышает
толщины ленты.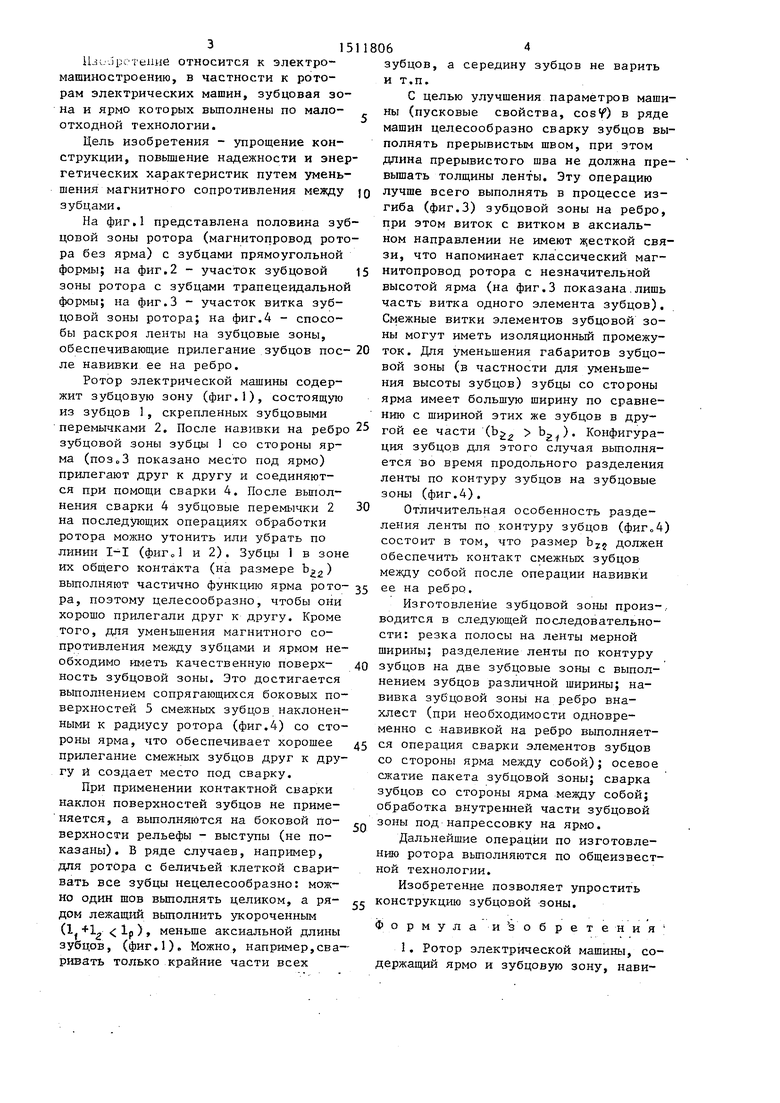
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| Ротор электрической машины | 1985 |
|
SU1350758A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1343500A1 |
| Магнитопровод ротора электрической машины | 1986 |
|
SU1427488A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1594649A1 |
Изобретение относится к электромашиностроению. Цель изобретения - упрощение конструкции. Ротор содержит ярмо и зубцовую зону, навитую на ребро из ленты с вырубленными зубцами 1. Смежные зубцы сопряжены друг с другом со стороны ярма своими боковыми поверхностями и соединены между собой сварным швом 4. Сопрягающиеся боковые поверхности смежных зубцов могут быть наклонены к радиусу ротора. Длина сварного шва 4 может быть меньше аксиальной длины зубцов 1. Сварной шов 4 может быть выполнен прерывистым с длиной участка шва, не превышающей толщины ленты. 3 з.п.ф-лы, 4 ил.
Фиг. J
Jz.hj. fe /5 « H«H / /
Составитель В.Петри Редактор A.Лежнина Техред Л.Сердокова Корректор С.Черни
Заказ 5908/54
Тираж 648
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| ,Конструкция и охлаждение специальных электрических машин безотходной технологии | |||
| Сборник трудов ХАЙ. | |||
| Харьков, 1980, Со18„ Авторское свидетельство СССР № 1427488, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
