//
(puai
315
Изобретение относится к электротехнике и может быть использовано в многодвигательных электроприводах прокатных: станов.
Цель изобретения улучшение условий захвата металла валками, увеличение срока службы валков и повышение энергетических показателей.
На фиг.1 представлена схема электропривода; на фиг.2 - схема блока определения начальных условий; на фиг.З - диаграмма работы блока управления.
Электропривод содержит электродвигатели и 2 постояннного тока с иидипидуальным приводом вахжов 3 и 4 прокатного стана. Электродвигатели J и 2 УН1.Ч1ВЛЯЮТСЯ по двухконтуриой системе регулирования, состоящей из тиристорных преобразователей 5 и б, блоков 7 и .8 управления системой . рбггулирования, датчиков 9 и 10 тока и датчиков И и 12 частоты вращения. При этом выходы блок ов 7 и 8 зшравле HKJ: системой регуоитрования подключены к входам., тиристорных преобразователей 5 и 6, выходы тиристорных п ре образова.теле-й 5 и 6, соед1И ены через датчики 9 и 10 тока с электродвигателями и 2, На Первые входы блоков 7 и 8 управления системой регу- лировання подключены выходы датчиков П и 12 частоты , на вторые входы - выходы датчиков 9 и 10 TOica третьи входы соединены с выходом блока 13 задания. Для выравнивания нагрузок электродвигателей 1 и 2 в системе управления имеется..регулятор 14 выравнивания нагрз зок, первый вход которого по,цключен к выходу датчика 9 тока, а второй - к выходу датчика 10 тока. Выход регулятора 14 выравнивания нагрь зок подключен . к первому вычитающему входу ciT-iMaTOp 1.5 и первому суммир пощему входу сумматора 16. Выходы сумматоров 15 и 16 соединены с четвертьии входами блоков 7 и 8 управления системой регулирования.
Кроме того, система управления дополнительно снабжена блоком 17 определения начальньк условий, первый вход которого подключен к выхо- ду датч. 9 тока, второй - к. выходу 14. регулятора выравнивания нагрузок, .третий - к выходу датчика 10 тока, четвертый - к выходу блока 13 за- Дания, Выход блока 17.определения
1839. 4
начальных условий соединен с вторым вычитающим входом сумматора 15 и вторым суммирующн.м входом сумматора 16.
0
5
0
5
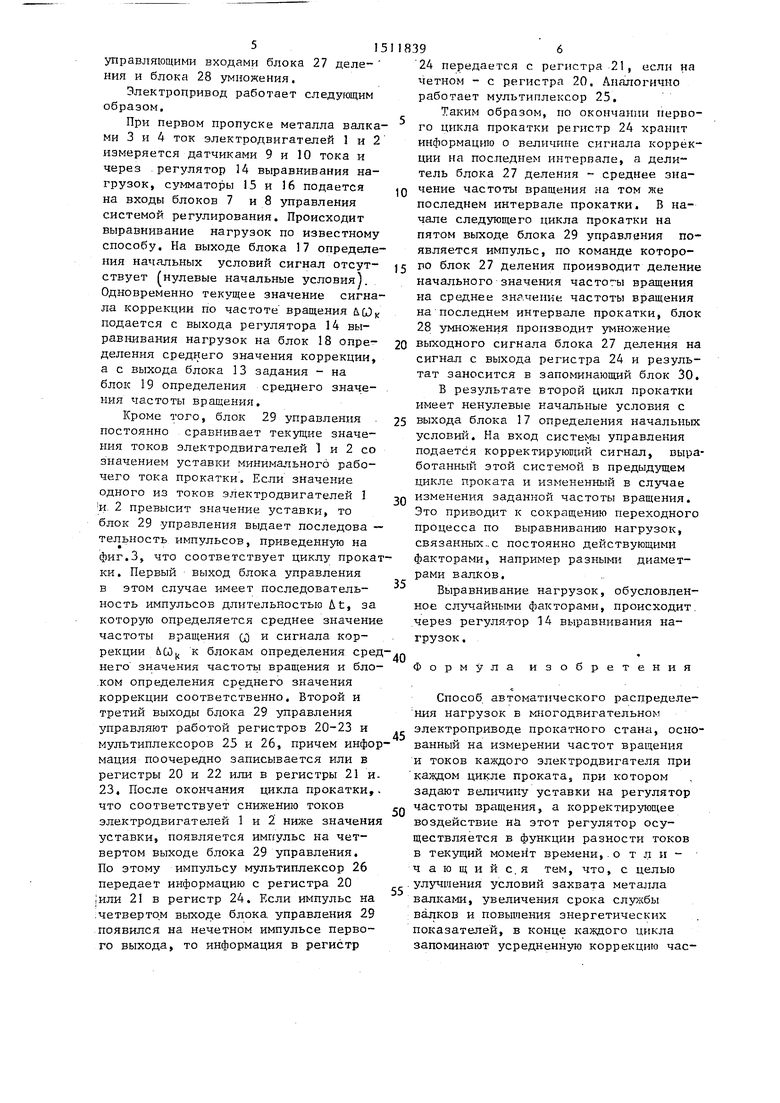
Блок 17 определения начальньгх условий состоит из блока 18 определения среднего значения KOppeKnvm, блока 19 определения среднего значения частоты вращения, пяти регистров 20- 24, двух мультиплексоров 2.5 и 26, блока 27 деления, блока 28 умножения, блока 29 управления и запоминающего блока 30. Выход регулятора 14 выравнивания нагрузок соединен с входом блока 18 определения среднего значения коррекдии, выход которого соединен с информационньми входами первого 20 и второго 21 регистров, выходы которых через мультиплексор 26 подключены к пятому регистру 24, выход которого совди.нен с первым входом блока 28 умножения. Выход блока 13 задания соединен с входом делимого блока 27 деления и входом блока 19 определения среднего значения частоты вращения, выход которого соединен с информационными входами третьего 22 и четвертого 23 регистров, выходы третьего и четвертого регистров 22: и 23 через мультиплексор 25 подключены.к входу делителя блока 27 деления, выход которого соединен с вторым входом блока 28 умножения. Выход блока 28 умножения соединен с входом запом1шающего блока 30. Выкод последнего образует выход блока 17 определения начальных условий. Первые два входа блока 29 управления соединены с выходами датчиков 9 и 10 тока, на третий вход блока 29 управления подается значение уставки ми- нимального. рабочего тока прокатки. Первый выход блока 29 управления соединен с. управляющими входами блока1 18 определения среднего значения коррекции и блока 19 определения среднего значения частоты вращения. Второй/ выход блока 29 управления подключается к управляющим входам регистров 20 и 22 и Первым управляющим входам мультиплексоров 25 и 26„ Третий выход блока 29 управления подключается к управляющим входам регистров 21 и 23 и вторым управляющим входам Мультиплексоров 25 и 26, Четвертый выход блока управления соединен с третьими управляющими входами мультиплексоров 25 и 26, птяый - с
0
5
0
5
0
5
515
управляющими входами блока 27 деле- ния и блока 28 умножения.
Электропривод работает следующим образом.
При первом пропуске металла валками 3 и А ток электродвигателей 1 и 2 измеряется датчиками 9 и 10 тока и через регулятор 14 выравнивания нагрузок, сумматоры 15 и 16 подается на входы блоков 7 и 8 управления системой регулирования. Происходит выравнивание нагрузок по известному способу. На выходе блока 17 определения начальных условий сигнал отсутствует нулевые начальные условия). Одновременно текущее значение сигнала коррекции по частоте вращения MJ подается с выхода регулятора 14 выравнивания нагрузок на блок 18 определения среднего значения коррекции, а с выхода блока 13 задания - на блок 19 определения среднего значения частоты вращения.
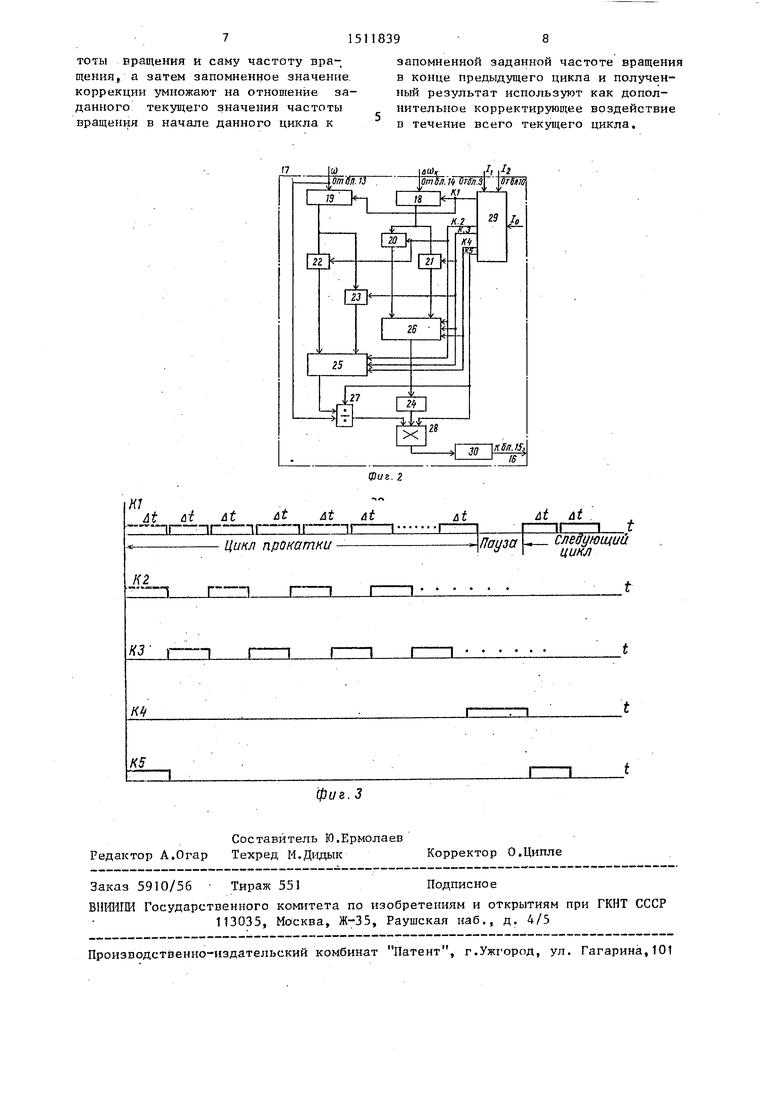
Кроме того, блок 29 управления . постоянно сравнивает текущие значения токов электродвигателей 1 и 2 со значением уставки минимального рабочего тока прокатки. Если значение одного из токов электродвигателей 1 ;и. 2 превысит значение уставки, то блок 29 управления выдает последова - тельность импульсов, приведенную на фиг.З, что соответствует циклу прокатки . Первый выход блока управления в этом случае имеет последовательность импульсов длительностью At, за которую определяется среднее значение частоты вращения (J и сигнала коррекции iU| к блокам определения среднего значения частоты вращения и бло- .ком определения среднего значения коррекции соответственно. Второй и третий выходы блока 29 управления управляют работой регистров 20-23 и мультиплексоров 25 и 26, причем информация поочередно записывается или в регистры 20 и 22 или в регистры 21 и. 23, После окончания цикла прокатки,- что соответствует снижению токов электродвигателей 1 и 2 ниже значения уставки, появляется импульс на четвертом выходе блока 29 управления. По этому импульсу мультиплексор 26 передает информацию с регистра 20 ;или 21 в регистр 24. Если импульс на :четвертом выходе блока управления 29 появился на нечетном импульсе первого выхода, то информация в регистр
96
24 передается с регистра 21, если на четном - с регистра 20. Аналогично работает мультиплексор 25.
Таким образом, по окончании первого щшла прокатки регистр 24 хранит информацию о величине сигнала коррекции на последнем интервале, а делитель блока 27 деления - среднее значение частоты вращения на том же
последнем интервале прокатки. В начале следующего цикла прокатки на пятом выходе блока 29 управлцния появляется импульс, по команде которопо блок 27 деления производит деление начального значения частоты вращения на среднее значение частоты вращения на последнем интервале прокатки, блок 28 у шожения производит умножение
выходного сигнала блока 27 деления на сигнал с выхода регистра 24 и результат заносится в запоминающий блок ЗО. В результате второй цикл прокатки имеет ненулевые начальные условия с
выхода блока 17 определения начальных условий. На вход системы управления подается корректирующий сигнал, выработанный этой системой в предыдущем цикле проката и измененный в случае
изменения заданной частоты вращения. Это приводит к сокращению переходного процесса по выравниванию нагрузок, связанных..с постоянно действующими акторами, например разныьш диаметрами валков.
Выравнивание нагрузок, обусловленное случайными факторами, происходит, ерез регулятор 14 выравнивания нагрузок.
ормула изобретения
5
Способ автоматического распределения нагрузок в многодвигательном электроприводе прокатного стана, основанный на измерении частот вращения и токов каждого электродвигателя при
каждом цикле проката, при котором задают величину уставки на регулятор П частоты вращения, а корректирующее воздействие ни этот регулятор осуществляется в функции разности токов в текущий момейт времени,.о т л и - чающийс.я тем, что, с целью
.улучшения условий захвата металла валками, увеличения срока службы валков и повышения энергетических показателей, в конце каждого цикла запоминают усредненную коррекцию частоты вращения и саму частоту вращения, а затем запомненное значение, коррекции з ножают на отношение заданного текуп1е1 о значения частоты вращения в начале данного цикла к
запомненной заданной частоте вращения в конце предыдущего цикла и полученный результат используют как дополнительное корректирз ющее воздействие в течение всего текущего цикла.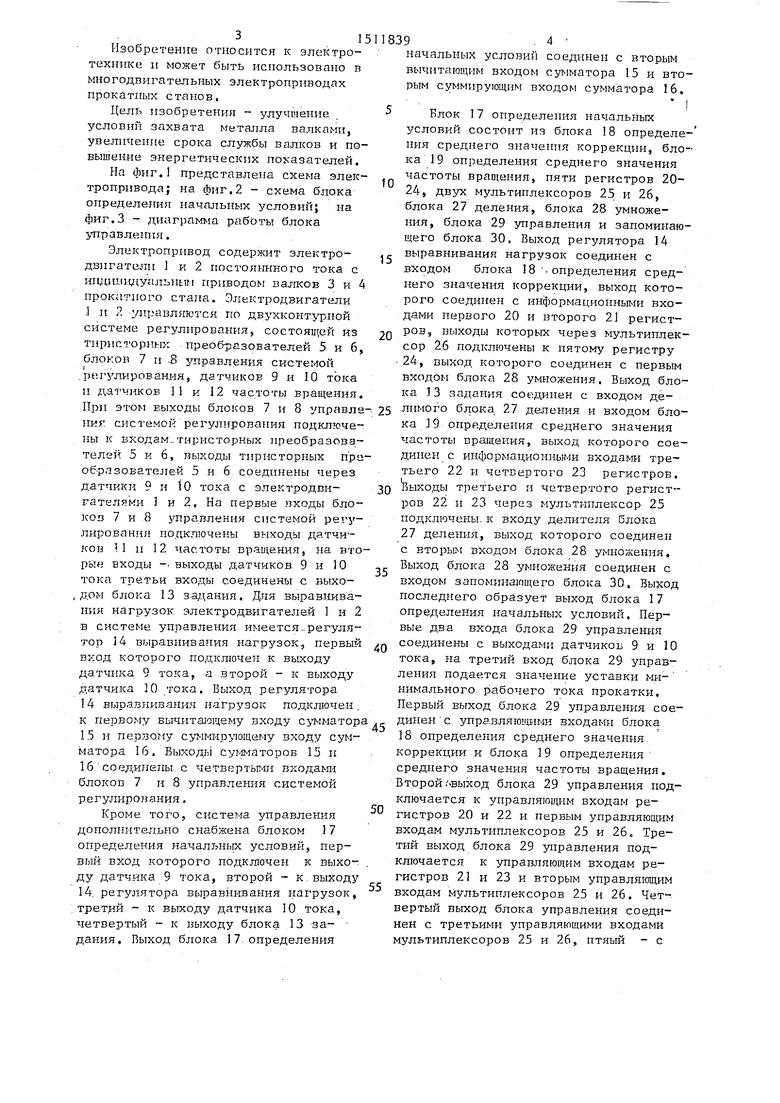
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Многодвигательный электропривод | 1985 |
|
SU1348979A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство автоматического управления реверсивным станом горячей прокатки | 1982 |
|
SU1084093A1 |
| Электропривод постоянного тока | 1987 |
|
SU1413697A1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Нереверсивный вентильный электропривод постоянного тока | 1984 |
|
SU1182620A1 |
| ИЗМЕРИТЕЛЬ ВНУТРЕННЕГО ДИАМЕТРА ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА ПРИ ПРОКАТКЕ | 1992 |
|
RU2082081C1 |
| Бесконтактное устройство для индикации наличия металла в клети прокатного стана | 1977 |
|
SU738705A1 |
| СПОСОБ ОПТИМАЛЬНОГО РЕГУЛИРОВАНИЯ ТЯГОВОГО ЭЛЕКТРОПРИВОДА АВТОНОМНОГО ТРАНСПОРТНОГО СРЕДСТВА С АСИНХРОННЫМИ ТЯГОВЫМИ ЭЛЕКТРОДВИГАТЕЛЯМИ | 2013 |
|
RU2547123C1 |
Изобретение относится к электротехнике и может быть использовано в многодвигательных электроприводах прокатных станов. Целью изобретения является улучшение условий захвата металла валками, увеличение срока службы валков и повышение энергетических показателей. Устройство содержит электродвигатели 1 и 2, тиристорные преобразователи 5,6, блоки 7 и 8 управления системой регулирования, датчики 9 и 10 тока, датчики 11 и 12 частоты вращения, блок 13 задания, регулятор 14 выравнивания нагрузок, блок 17 определения начальных условий. В устройстве обеспечивается сокращение переходного процесса по выравниванию нагрузок между электродвигателями валков за счет подачи в блоки управления системой регулирования корректирующего сигнала с выхода блока определения начальных условий, полученного по результатам управления предыдущего цикла прокатки. 3 ил.
Г7
| Способ автоматического распределения нагрузок в многодвигательном электроприводе технологического пресса | 1980 |
|
SU972645A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Перельмутер В.М., Тиристорные электроприводы прокатных станов | |||
| М.: Металлургия, 1978, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
