Известны полуавтоматы для спускания подошв в переймах и крокуле, состоящие из станины и монтированных на ней кинематически связанных между собой механизмов электропривода, бункера, толкателей, сегментных пластин, подающих дисков, транспортирующей сменной матрицы и ножа.
Описываемый полуавтомат по сравнению с известными повышает производительность труда на операции спускания подошв в переймах и крокуле.
Для этой цели бункер выполнен в виде двух регулируемых в зав симости от размера ПОДошв кассет для левой и правой подошв, каждая из которых образована боковой стойкой, упором, центральной конической раздвижной стойкой и снабжена направляющей планкой и подающей пластиной.
При спускании подошв на предлагаемом полуавтомате также улучшается качество их обработки, вследствие того, что механизм транспортирующей сменной матрицы снабжен указателем допускаемых отклонений ограничителя толщины подошвы, выполненным в виде стрелки, закрепленной на клиновом вкладыше приспособления для вертикального перемещения транспортирующей сменной матрицы.
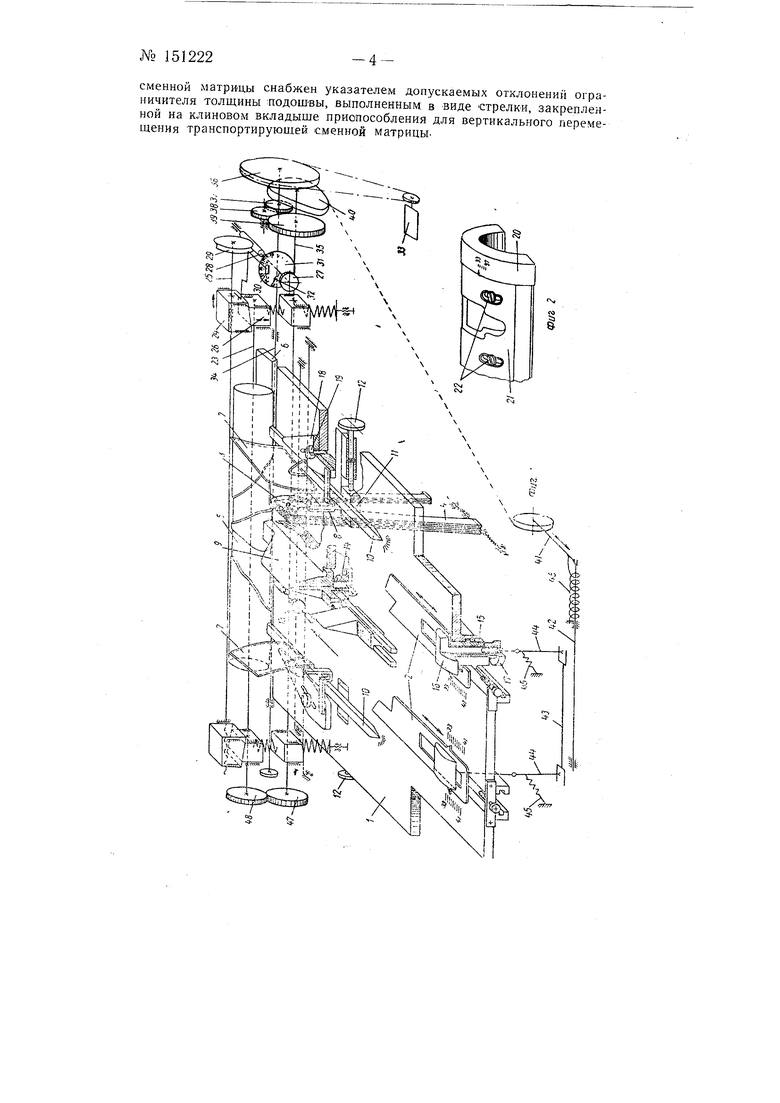
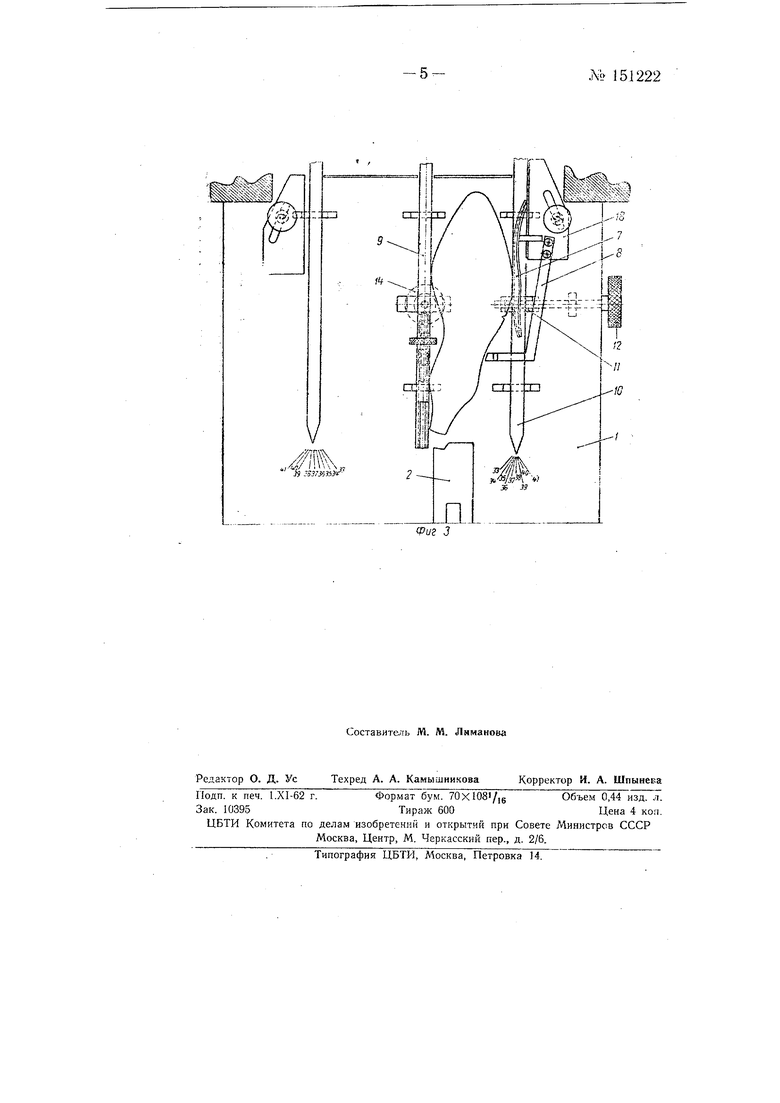
На фиг. 1 схематично изображен предложенный полуавтомат; на фиг. 2 - часть сменной матрицы с вкладышем; на фиг. 3-положение подошвы в кассете.
Полуавтомат состоит из станины со столом / и монтированных на нем бункера, толкателей, выполненных в виде подающих пластин 2, сегментных пластин 3, подающих дисков 4, транспортирующей сменной матрицы 5 и ножа 6.
Бункер полуавтомата выполнен в виде двух кассет для левой и правой подшив. Каждая кассета состоит из баковой стойки 7, упора S, центральной конической раздвижной стойки 9, направляющей планки W и подающей пластины 2. Кассета регулируется в зависимости от размера подошв при помощи центральной конической стойКИ 9 к направляющей планки 10. Натравляющая планка устанавливается в определенном положении в прорезях стола / на ползунах // посредством винта 12 на заданном делении шкалы, определяемом размером подошвы.
Центральная коническая стойка 9 устанавливается также в зависимости от размера подошв, раздвигается по длине при помощи винта 13 и передвигается вдоль и поперек стола в прорезах стола посредством гайки М.
Подающая пластина 2 имеет на одном конце по длине паз, которым она входит Б ползун /5 и скреплена с ним болтом 16 и гайкой 17.
Ползун 15 вмонтирован в столе / и сообщает возвратно-поступательное движение лластине 2. Другой свободный конец пластины имеет профиль, соответствующий профилю крокульной части подошвы. На :Ст.ол.е / вдоль пластин помещена шкала с делениями, определяющими размер подошв. Упор 8 обеспечивает дополнительную фиксацию в кассете подлежащих обработке подошв, и положение его регулируется жестко связанной с ним запирающей пластиной 18, соприкасающейся с направляющей планкой 10 и имеющей возможность перемещения в зависимости от положения направляющей «планки. Положение запирающей пластины /5 после установки направляющей планки фиксируется винтом 19. К этой же пластине 18 крепится боковая стойка 7. Все части кассеты обеспечивают нужное положение и направление подощв при подаче их под транспортирующую матрицу и при дальнейшей :их обработке.
Подающий механизм состоит из дисков 4 и сегментных пластин 3, вмонтированных в столе 7 между боковой стойкой 7 и центральной комической стойкой 9.
Спускание подошв производится плоским ножом 6, установленным неподвинсно позади кассет под определенным углом наклона к горизонтальной плоскостиДля транслортировк-и подошв к ножу применены сменные профилированные матрицы 5. Каждая матрица используется при обработке четырех-пяти размеров подошв (левых и правых) одного фасона. Матрица состоит из формы 20, на которую надет сменный цилиндрический вкладыш 2/, имеющий возможность свободно передвигаться в горизонтальной плоскости в форме 20 и скрепляемый с ней винтами 22. На форме имеется шкала для установки матрицы на нужный размер по дошв. Вкладыш -21 имеет вырез на образующей цилиндра, соответствующий по контуру оставляемой на подошве несрезанной части. В зависимости от фасона, размера и ширины спускаемой части подошв вырез на вкладыше имеет разную величину. Форма помещена на валу 23 и вращается вместе с вкладышем.
Для обеспечения определенного расстояния между транепортируюшей сменной матрицей 5 и ножом 6 во время спускания подошв предусмотрена возможность вертикального перемещения матрицы посредством приспособления, состоящего из клинового вкладыща 24, установленного на валу 25, и клинового подшипника 26 - на валу 23. Зазор регулируется поворотом штурвала 27, посаженного на червяк 28, сцепленный с червячной шестерней 29 на валу 25, которая в свою очередь входит в зацепление с клиновым вкладыщем 24 посредством
резьбы на валу 25. При повороте штурвала 27 и одновременно шестерни 29 перемещается в горизонтальной плоскости клиновой вкладыш 24, взаимодействующий с клиновым подшипником 26 и перемещающий его в вертикальной плоскости вместе с входящим в него валом 23 и формой 20 с матрицей 5.
Для ограничения допускаемых отклонений толщины подошв при их спускании механизм транспортирующей матрицы снабжен указателем, выполненным в виде стрелки 30, закрепленной на клиновом вкладыше 24, двигающейся вместе с ним и дающей показания плюса и минуса допуска толщины.,
На одной оси со штурвалом 27 укреплен цифровой диск 31 со стрелкой 32, устанавливаемой на определенный размер подошвы.
Полуавтомат приводится в действие от электродвигателя 33, передающего одновременно возвратно-поступательное движение подающим пластинам 2 и вращательное - транспортирующим сменным матрицам 5. Движение от электродвигателя 33 передается валам 34 и 35 через шкив 36 и шестерни 37, 38 и 39- Вал 35 вращает эксцентрик 40, передающий возвратно-поступательное движение рычагу 41, сообщающему качательное движение валу 42, вилке переключения 43 и стойкам 44, шарнирно связанным с ползунами 15, двигающими поступательно пластины 2. Обратное движение пластин 2 обеспечивается пружинами 45 и 46. При ПОМОЩИ ВИЛКИ переключения 43 возможно поочередное включение пластин 2 в движение.
Транспортирующая сменная матрица вращается вместе с валом 23 посредством шестерни 47 установленной на валу 35, передающей движение через шестерню 48 валу 23.
Настройка полуавтомата производится следующим образом.
Стопку подошв укладывают на стол / в кассету, в зависимости от размера подошв устанавливают на шкале направляющую планку 10 при помощи винта 12, регулируют положение центральной конической раздвижной стойки 9 винтом 13 и гайкой 14, придвигают вплотную к подошвам боковую стойку 7 и упор 8. Одновременно устанавливают на нужный размер подающую пластину 2, вкладыш 21 матрицы и стрелку 32 на цифровом диске 31. При включении электродвигателя 33 подающая пластина 2 захватывает из столы по одной подошве и подает ее в зазор между матрицей и ножом в. Сегментные пластины 3 вдавливают подошву в вырез вкладыша 21, и нож 6 срезает остающуюся часть края подошвы в переймах и крокуле.
Предмет изобретения
1.Полуавтомат для спускания подошв в переймах и крокуле, состоящий из станины и монтированных на ней кинематически связанных между собой механизмов электропривода, бункера, толкателей, сегментных пластин, подающих дисков, транспортирующей смен1 ой матрицы и ножа, отличающийся тем, что, с целью повышения производительности труда, бункер выполнен в виде двух регулируемых в зависимости от размера подошв кассет для левой и правой подошвы, каждая из которых образована боковой стойкой, упором, центральной конической раздвижной стойкой и снабжена направляющей планкой и подающей пластиной.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью улучшения качества получаемых деталей, механизм транспортирующей
- 3-,М 151222
сменной матрицы снабжен указателем допускаемых отклонений ограничителя толщины :подошвы, выполненным в виде стрелки, закрепленной на клиновом вкладыше приспособления для вертикального перемещения транспортирующей сменной матрицы(Риг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ПОПАРНОЙ ОБРАБОТКИ ПЛОСКИХ ПОДОШВ | 1971 |
|
SU315468A1 |
| Приспособление для срезания краев кожаных подносков к полуавтомату фирмы "Свит" для спускания краев геленков | 1959 |
|
SU128760A1 |
| Машина для нанесения клея по периметру на край вырубленной подошвы | 1952 |
|
SU96442A1 |
| Машина для нанесения клея по периметру на край вырубленной подошвы | 1952 |
|
SU100877A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
| Машина для двоения деталей низа обуви | 1962 |
|
SU151947A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |