Предлагается полуавтомат для подшлифовКи места клеймения в резиновых подошвах и содержит смонтированные на станине бункер для ПОДОШВ и кинематически связанные между собой механизмы перемещения толкателя, верхнего прижима, шлифовального инструмента и привод. Для шлифования подошвы непосредственно в бункере шлифовальный инструмент помеш,ен под бункером.
Для обработки подошв различных размеров и фасонов бункер для подошв состоит из горизонтальной направляюшей с зубчатой рейкой, двух вертикальных подвижно закрепленных на горизонтальной направляюш,ей упоров для носка и пятки подошвы, винта с левой и правой нарезкой, взаимодействующего с вертикальными упорами для их перемещения относительно друг друга и укрепленного над горизонтальной направляющей валика с шестерней, взаимодействующей с зубчатой рейкой для перемещения бункера по горизонтали. Упор для носка выполнен съемным, а упор для нятки - раздвижным.
Механизм перемещения верхнего прижима состоит из вертикальной тяги, кором.ысла, шарнирно закрепленного на верхнем конце тяги и взаимодействующего с подошвами для их прижима во время обработки, пневмоцилиндра, шток которого взаимодействует с нижним концом тяги для ее подъема при заполнении бункера, подпружиненной тяги, рычага, один конец которого взаимодействует с вертикальной тягой, а другой - с подпружиненной тягой, и приводимого кулачка, воздействующего на нижний конец подпружиненной тяги для перемещения коромысла при смене подошв.
Механизм перемещения шлифовального инструмента состоит из вертикального шпинделя, подпружиненной тяги, верхний конец которой взаимодействует -со шпинделем, и приводимого кулачка, воздействующего на нижний конец тяги для перемещения шпинделя. Полуавтомат может быть сдвоенным для
одновременной обработки левых и правых подошв.
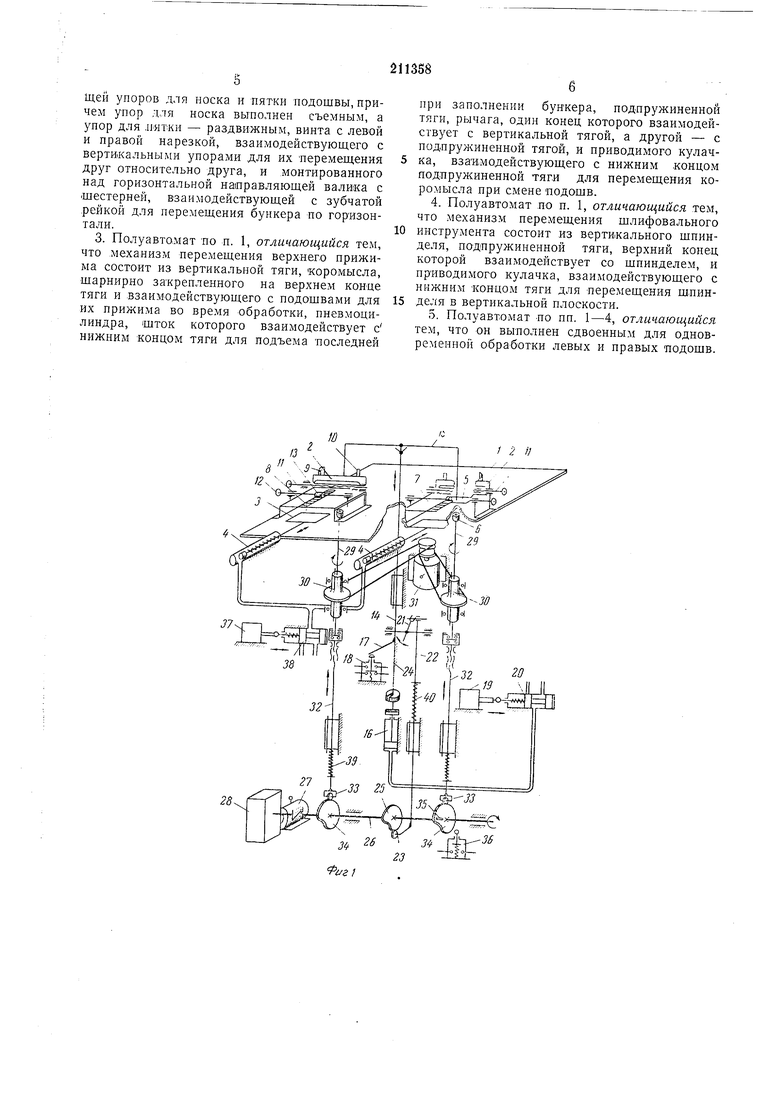
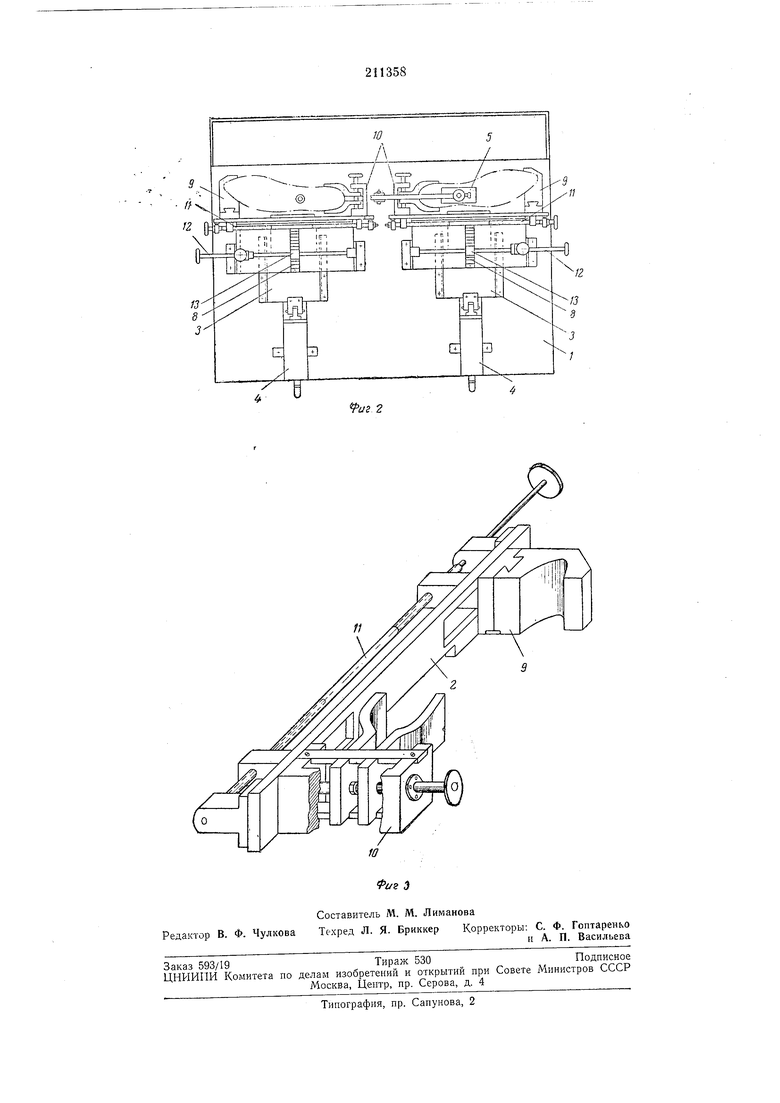
Па фиг. 1 изображена кинематическая схема предлагаемого полуавтомата; на фиг. 2- то же, вид сверху; на фиг. 3 - бункер полуавтомата.
Па станине полуавтомата установлен стол 1, на котором смонтирован бункер 2 для подощв и механизмы перемещения толкателя 3 подошв с пневмоцилиндром 4, верхний прижим 5 подошв, шлифовальный инструмент 6. Полуавтомат может быть выполнен сдвоенным для одновременной .обработки левых и правых подошв. Каждый бункер содержит горизонтальную направляющую 7 с зубчатой
носка и пятки подошвы, винт /У с левой и правой нарезками, взаимодействующий с упорами 9 и 10 для их разведения или сближения. Над горпзоптальной направляющей 7 расположен 12 с шестерней 13, взаимодействующей с зубчатой рейкой 8 для перемещения бункера по горизонтали. Упор 9 для носка - съемный в зависимости от фасона псдощвы, а упор 10 для пятки сделан из раздвижных бОКОВИН.
Механизм верхнего прижима 5 содержит вертикальную тягу 14, на верхнем конце которой закреплено коромысло 15. Для подъема тяги 14 в крайнее вер;хнее положение при заполнении бункера имеется пневмоцилиндр 16, щток которого взаимодействует с нижним концом тяги при включении пневмоцилиндра в пневмосистему с помощью плашш 17, воздействующей на конечный выключатель 18, находящийся в электрической цепи обмотки электромагнита 19. Сердечник этого электромагнита соединен с золотником 20, связанным с пневмоцилиидром 16.
Для перемещения тяги 14 на небольшую высоту при смене лодошв служит рычаг 21, шарнирно связанный одним концом с цодпружиненной тягой 22, имеющей ролик 23. Другой конец рычага взаимодействует с вертикальной тягой 14 через гребенку 24, укрепленную на этой тяге.
Рычаг приводится в качательное движение профилированным кулачком 25, по которому обкатывается ролик 23 тяги 22. Кулачок жестко укреплен на валу 26, приводимом от электродвигателя 27 через редуктор 28.
Шлифовальный инструмент 6 расположен под бункером 2 на вертикальном шпинделе 29 со шкивом 30, который приводится от электродвигателя 31, сообщающего вращение шпинделю с шлифовальным инструментом.
Шпиндель связан с подпружиненной тягой 32, на конце которой имеется ролик 33, взаимодействующий с кулачком 34, перемещающим тягу 32 в вертикальной плоскости для подвода шлифовального инструмента 6 к подошве через отверстие в столе /. Кулачок 34 укреплен на валу 26 и снабжен пальцем 35, взаимодействующим с конечным выключателем 36, для включения электромагнита 37, который соединен с золотником 38, связанным с пневмоцилиндрами 4 толкателей 5 подошв.
Работает полуавтомат следующим образом.
Одновременно обрабатывают левые и правые подощвы, заложенные в бункерах 2 стопкой, торцами щлифовальных инструментов 6. При изменении размера подошв носочные и пяточные упоры 9 и 10 бункеров сдвигаются или раздвигаются винтом в поперечном направлении, а зубчатой рейкой 8 и шестерней 13 - в (Продольном направлении.
включаются электродвигатель 31, приводящий ро вращение шлифовальные инструменты 6., и электродвигатель 27, сообщающий движение валу 26 с кулачками 25 и 34. Кулачки передают движение вертикальным тягам 32 и подпружиненной тяге 22. Тяги 32 перемещают в вертикальном направлении щпинделя 29 с Шv ифoвaльными инструментами 6, которые подводятся -к нижним подошвам в бункерах, и места клеймения подшлифовываются.
При возвращении (прижимными пружинами шлифовальных инструментов ниже плоскости стола кулачок 25 через ролик 23 и тягу 22 выводит рычаг 21 из зацепления с гребенкой 24, приподнимая тягу 14 на определенную высоту вместе с коромыслом 15, снимая, прижимное усилие со стопок подошв, находящихся в бункерах. Одновременно при повороте кулачок 34 своим пальцем 35 воздействует на конечный выключатель 36, который замыкает электромагнит 37, включающий золотник 35 и пневмоцилиндры 4. Толкатели 3 приводятся в движение в горизонтальной плоскости и выбивают нижние обработанные подощвы из бункеров. Затем толкатели возвращаются в исходное положение, а стопки подощв опускаются на толщину одной подощвы. Кулачок 34 через тягу 32 и шпиндель 29 снова пОдводит шлифовальный инструмент к очередной подошве. По мере приближения инструмента к подошве возвратная пружина 40 перемешает тягу 22, и .рычаг 21 выводится из зацепления с гребенкой 24. Тяга 14 опускается, и коро.мысло 15 прижимает подошвы в бункерах. Подшлифовка повторяется до тех лор, пока в обоих бункерах находятся подошвы.
После освобождения бункеров тяга 14 опускается в крайнее нижнее положение, и планка 17 нажимает на конечный выключатель 18. Электродвигатель 27 выключается, а электромагнит 19 включается и через золотник 20 вступает в действие пневмоцилиндр 16, шток которого поднимает тягу 14 и коромысло 15
в крайнее верхнее положение для загрузки бункеров.
Предмет изобретения
1. Полуавтомат для подшлифовки места клеймения в резиновых подошвах, отличающийся тем, что он состоит из монтированых на станине бункера для подошв и кинематически связанных между собой механизмов
перемещения толкателя, верхнего прижима, шлифовального инструмента и привода, причем для шлифования подошвы непосредственно в бункере шлифовальный инструмент смонтирован под бункером.
2. Полуавтомат по п. 1, отличающийся тем, что, с целью обработ1ки подошв различных размеров и фасонов, бункер для подошв состоит из горизонтальной направляющей с зуб чатой рейкой, двух вертикальных подвижно
Щей упоров для носка и пятки подошвы, причем упор для носка выполнен съемным, а упор для ияткн - раздвижным, винта с левой и правой нарезкой, взаимодействующего с вертш альны1ми упорами для их перемещения друг относительно друга, и монтированного над горизонтальной направляющей валика с шестерней, взаимодействующей с зубчатой .рейкой для перемещения бункера по горизонтали.
3. Полуавтомат ло п. 1, отличающийся тем, что механизм перемещения верхнего ирижима состоит из вертикальной тяги, коромысла, шарнирно закрепленного на верхнем конце тяги и взаимодействующего с подошвами для их прижима во время обработки, пневмоцилиндра, шток которого взаимодействует с нижним концом тяги для подъема последней
при заполнении бункера, подпружиненной тяги, рычага, один конец которого взаимодействует с вертикальной тягой, а другой - с подпружиненной тягой, и приводимого кулачка, взаимодействующего с нижним .концом подпружиненной тяги для перемещения коромысла при смене подошв.
4.Полуавтомат .по п. 1, отличающийся тем, что механизм перемещения шлифовального инструмента состоит из вертикального шпинделя, подпружиненной тяги, верхний конец которой взаимодействует со шпинделем, и приводимого кулачка, взаимодействующего с нижним КОНЦОМ тяги для перемещения шлинделя в вертикальной плоскости.
5,Полуавтомат ло пп, 1-4, отличающийся тем, что он выполнен сдвоенным для одновременной обработки левых и правых подошв.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Полуавтомат для накладки и крепления подошв на обуви | 1956 |
|
SU111432A1 |
| Станок для заточки свеклорежущих ножей | 1977 |
|
SU680859A1 |
| Полуавтомат для стекления резиновых формованных подошв | 1960 |
|
SU137154A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Устройство для центрирования подошв и стелек | 1960 |
|
SU135366A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
28
