00 00 Изобретение относится к области переработки полимерных материалов и может быть использовано на заводах резинотехничееких изделий и в шинном производстве. Целью изобретения является повышение производительности путем интенсификации измельчения перерабаты ваемой ленты. На фиг. 1 представлен экструдер, продольный разрез; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В фиг. 1. Экструдер для переработки полиме ньгх материалов содержит корпус 1 и размещенный в нем шнек 2, выполненный с коническим переходом 3 в зоне питания. Средства для измельчения ма териала смонтированы в корпусе 4 и выполнены в виде двух червяков 5 и 6 с коническими сердечниками, больши основания конусов которых расположены со стороны выхода материала. Червяки 5 и 6 вьшолнены с винтовыми основными 7 и чередующимися с ними дополнительными 8 нарезками, между которыми образованы рабочие каналы 9. Витки основных нарезок 7 вьшолнены заостренными и расположены напротив витков дополнительных нарезок 8, вьшолненных с плоской рабочей поверх ностью. Разница высоты К основных 7 и дополнительных 8 нарезок равна или нес колько больше толщины питающей ленНа выходном участке 10 рабочего к нала 9 каждого червяка вьшолнены впа дкны 11с плавным изменением их глубины. Впадины разделены перемычками 12. Перемычки 12 одного из червяков 5 или 6 расположены против впадин 1 другого червяка 5 или 6. В корпусе 4 установлен датчик 13 давления. Дпя обеспечения чистки кор
пуса 4 последний выполнен с крьшгкой 14, имеющей радиально-наклонный канал 15 для подачи материала из винтовьпс рабочих каналов 9 червяка 6 в корпусе 1 экструдера. Крьш1ка 14 установлена с зазором 16 между ее внутренней поверхностью и наконечником 17 червяка 6 для сбора материала « под давлением в канале 15. Для подачи пластического материала в виде широкой ленты 18 из стопы 19 в средства для измельчения материния и адгезии лента 18 затягивается между основными заостренными нарезками 7 и вспомогательными плоскими нарезками червяков 5 и 6 и отрезается полосками, ширина которых зависит от скорости подачи ленты.
Совершая циркуляционное течение по ала экструдер имеет загрузочное устройство, содержащее подающие ролики 20 и 21, направляющий ролик 22 и направляющий козырек 23. Подающие ролики 20 и 21 снабжены регулируемым самотормозящимся приводом (на чертеже не показан). Экструдер снабжен стыковочным прессом 24. Регулируемьп самотормозящийся привод, например привод с электромагнитной муфтой скольжения, состоит из электродвигателя со станцией управлеНИН и червячного редуктора (на чертеже не показаны). Мощность привода выбирается из условий преодоления сопротивления трения, образующегося в месте контакта червячной пары самотормозящейся передачи от усилия втягивания ленты червяками 5 и 6, и составляет не более 0,6 кВт. Привод имеет прерывистое регулирование скорости подачи материала в большую или меньшую сторону, например на 15% от основной скорости. Прерывистое регулирование скорости привода осуществляют автоматически от датчика 13 давления путем дополнительного включения или отключения в задатчике скорости резисторов. Оси задатчиков скоростей привода шнека 2 экструдера и привода загрузочного устройства связаны кинематически с помощью шестерен (на чертеже не показаны) . Ось задатчика скорости привода шнека 2 может отсоединяться от шестерни с помощью миниатюрной зубчатой муфты, управляемой механически от кнопки (на чертеже не показаны). Экструдер работает следующим образом. Включают привод подающих роликов 20 и 21 и привод шнека 2. Конец ленты 18 заправляют через направляющий ролик 22 и подающие ролики 20 и 21 и подают на червяки 5, 6, вращающиеся навстречу друг другу. Вследствие тревинтовым рабочим каналам 9 червяков 5 и 6, материал транспортируется на закрытый участок корпуса 4 в винтовые каналы шнека 2. На закрытом участке корпуса 4 на последнем витке
материал проходит через участки впадин 11. Под действием резких периодических вытеснений материала погружением перемычек 12 во впадины 11 происходит интенсификация процесса плас тикации.
Процесс разделения материала по вязкости, осуществляемый периодическим сдвиговым деформированием материала в объеме, идет с одновременным удалением воздуха.
Описанные процессы сопровождаются интенсивным нагреванием материала.
Удаление захваченного воздуха из материала обеспечивается также за счет выполнения сердечников червяков 5 и 6 конусными и изменения глубины нарезки.
По мере заполнения корпуса 1 экструдера материалом, контролируемого датчиком 13, скорость вращения шнека 2 увеличивают и доводят до требуемой.
При установившемся режиме ось задатчика скорости привода шнека 2 нажатием кнопки, управляющей зубчатой муфтой, связывают кинематически при помощи шестерни с осью задатчика скорости привода подающих роликов 20 и 21, обеспечивая дозированную подачу ленты 18 в зкётрудер.
Для обеспечения непрерывной загрузки экструдера по мере израсходования ленты 18 конец ее состыковывают с концом ленты 18 другой стопы 19 в стьжовочном прессе 24.
в-S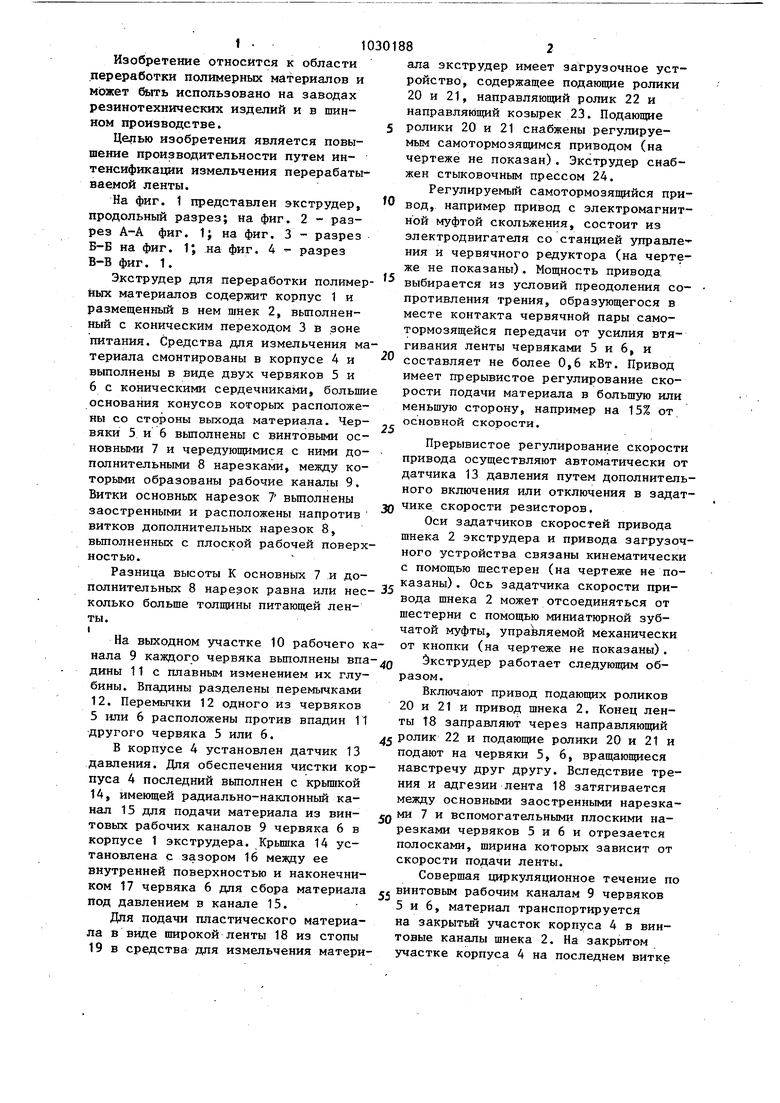

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструдер для переработки полимерных материалов | 1987 |
|
SU1512793A2 |
| Экструдер для полимерных материалов | 1991 |
|
SU1821390A1 |
| Червячная машина для полимерных материалов | 1980 |
|
SU937205A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| ЭКСТРУДЕР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2005612C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
| Червячный смеситель для переработки полимеров | 1988 |
|
SU1634511A2 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ И МЕХАНОТЕРМОХИМИЧЕСКИЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396303C2 |

- 1. ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащий корпус и размещенный в нем шнек, вьтолненный с коническим переходом в зоне питания, приводное загрузочное устройство и средства для измельчения материала, отличающийся тем, что, с целью повышения производительности путем интенсификации измельчения перерабатываемой ленты, средства для измельчения выполнены в виде двух червяков с коническими сердечниками, большие основания конусов которых расположены со стороны выхода материала, и с винтовыми основными и чередующимися с ними дополнительными нарезками, между которыми образованы рабочие каналы, причем витки основных нарезок выполнены заостренными и расположены напротив витков дополнительных нарезок, выполненных с плоской i рабочей поверхностью. 2.Экструдер по п. 1, отличающийся тем, что, на выходном участке рабочего канала каждого червяка выполнены впадины с плавным , изменением их глубины. S 3.Экструдер по п. 1, отличающийся тем, что загрузочное устройство выполнено в ввде роликов с регулируемым самотормЪзящимся приводом.
| Полуприцеп | 1987 |
|
SU1497094A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| ЧЕРВЯЧНЫЙ ПРЕСС ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ТЕРМОПЛАСТОВ | 0 |
|
SU283557A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
