20
Воздух
Годлчий ,So3di/jr- 2:5
J/
27
&
(Л
S
ел
ю
;о с
(Риг.1
риала и повышение качества, а также обеспечение одновременного изготовления двух изделий с фланцами. Для этого устройство для изготовления цилиндрических изделий внутренней раскаткой с прижимом рабочих элементов к заготовке под действием центробежных сил, содержащее вра- щаюпяийся корпус 1 с направляющей 2, рабочие элементы 3, смонтированные на рычагах 4, щарнирно связанных с направляющей 2 корпуса 1, и держатель заготовки, снабжено нагревателем 6 заготовки и механизмом подачи и возврата рабочих элементов, выполненным в виде установленной на корпусе с возможностью осевого
10
мещения, причем нагреватель 6 установлен на конце направляющей 2. Кроме того, держатель заготовки выполнен в виде двух зажимных хомутов 16 и 17, кинематически связанных с приводом 21 их встречного перемещения, и снабжен захватами 23, установленными на рычагах 24 и 25, шар- нирно связанных одними концами между собой, а другими концами - с хомутами. Кроме того, нагреватель 6 выполнен в виде полого корпуса с отверстиями 29 на рабочей поверхности, сообщенного с помощью полой балки с системой подачи воздуха. За счет такого выполнения устройства в процессе внутренней раскатки за счет
перемещения втулки 11, кинематически свя- 15 прижима рабочих элементов к цилиндрической заготовке под действием центробежных сил обеспечивается изготовление изделий с раструбом или одновременно двух изделий с фланцами. Кроме того, возможно изготовление изделий с гофрами. 2 з. п. ф-лы, 5 ил.
заннои с приводом ее перемещения, и щтан- ги 7 для воздействия на рабочие элементы, шарнирно связанной посредством рычага 10 с втулкой. При этом направляющая выполнена в виде полой балки, а штанга размещена в ней с возможностью пере
мещения, причем нагреватель 6 установлен на конце направляющей 2. Кроме того, держатель заготовки выполнен в виде двух зажимных хомутов 16 и 17, кинематически связанных с приводом 21 их встречного перемещения, и снабжен захватами 23, установленными на рычагах 24 и 25, шар- нирно связанных одними концами между собой, а другими концами - с хомутами. Кроме того, нагреватель 6 выполнен в виде полого корпуса с отверстиями 29 на рабочей поверхности, сообщенного с помощью полой балки с системой подачи воздуха. За счет такого выполнения устройства в процессе внутренней раскатки за счет
20
ческой заготовке под действием центробежных сил обеспечивается изготовление изделий с раструбом или одновременно двух изделий с фланцами. Кроме того, возможно изготовление изделий с гофрами. 2 з. п. ф-лы, 5 ил.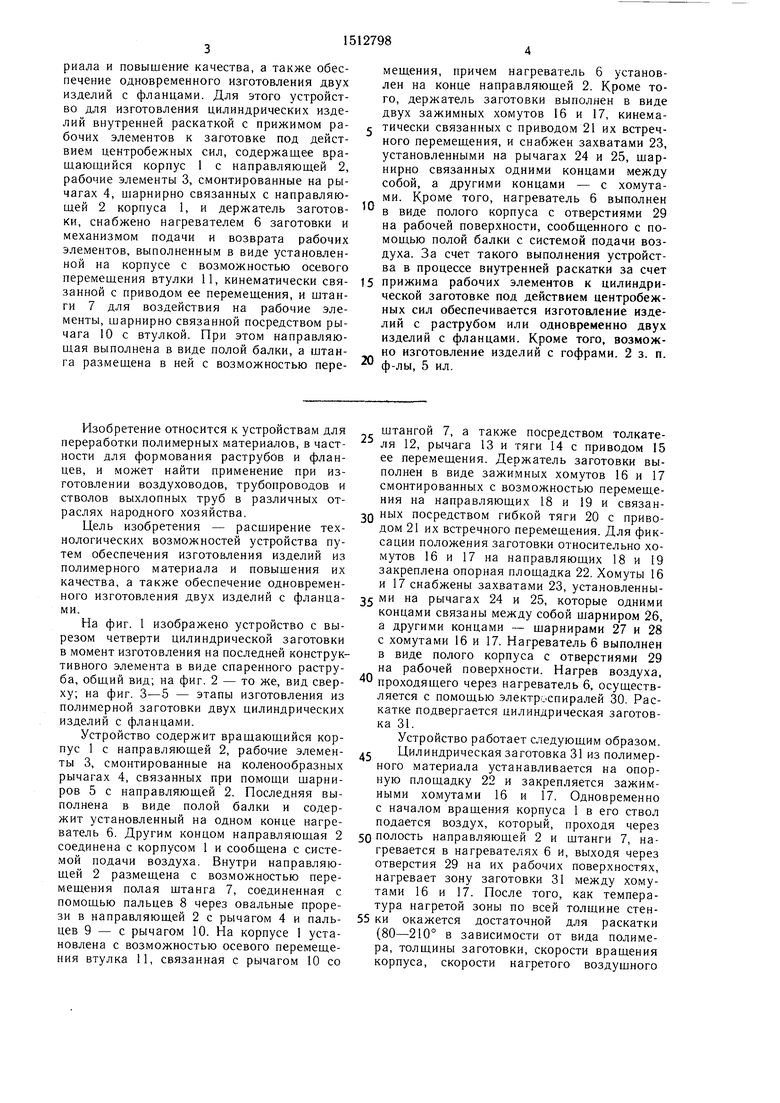
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОТИВОПОЖАРНОЙ ЗАЩИТЫ АВТОМОБИЛЯ | 2022 |
|
RU2790891C1 |
| ПОЛОЕ ЗАМКНУТОЙ ФОРМЫ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ФУТЕРОВКА РЕАКТОРА ВАКУУМНОЙ ВЫСОКОТЕМПЕРАТУРНОЙ УСТАНОВКИ, СОДЕРЖАЩАЯ УКАЗАННОЕ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ | 2018 |
|
RU2711199C1 |
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Стан для раскатки лезвий стрельчатых лап культиватора | 1981 |
|
SU1084101A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ ПОЛА ПЛАНЕРА САМОЛЕТА СЕТЧАТОЙ СТРУКТУРЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412053C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЖИДКОГО СТЕКЛА | 2004 |
|
RU2313386C2 |
| Установка для изготовления формовых резиновых изделий | 1986 |
|
SU1705102A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Установка для очистки изделий | 1989 |
|
SU1622033A1 |
Изобретение относится к устройствам для переработки полимерных материалов, в частности для изготовления раструбов и фланцев, и может найти применение в различных отраслях промышленности. Цель изобретения - расширение технологических возможностей путем обеспечения изготовления изделий из полимерного материала и повышение качества, а также обеспечение одновременного изготовления двух изделий с фланцами. Для этого устройство для изготовления цилиндрических изделий внутренней раскаткой с прижимом рабочих элементов к заготовке под действием центробежных сил, содержащее вращающийся корпус 1 с направляющей 2, рабочие элементы 3, смонтированные на рычагах 4, шарнирно связанных с направляющей 2 корпуса 1, и держатель заготовки, снабжено нагревателем 6 заготовки и механизмом подачи и возврата рабочих элементов, выполненным в виде установленной на корпусе с возможностью осевого перемещения втулки 11, кинематически связанной с приводом ее перемещения, и штанги 7 для воздействия на рабочие элементы, шарнирно связанной посредством рычага 10 с втулкой. При этом направляющая выполнена в виде полой балки, а штанга размещена в ней с возможностью перемещения, причем нагреватель 6 установлен на конце направляющей 2. Кроме того, держатель заготовки выполнен в виде двух зажимных хомутов 16 и 17, кинематически связанных с приводом 21 их встречного перемещения, и снабжен захватами 23, установленными на рычагах 24 и 25, шарнирно связанных одними концами между собой, а другими концами - с хомутами. Кроме того, нагреватель 6 выполнен в виде полого корпуса с отверстиями 29 на рабочей поверхности, сообщенного с помощью полой балки с системой подачи воздуха. Благодаря такому выполнению устройства в процессе внутренней раскатки за счет прижима рабочих элементов к цилиндрической заготовке под действием центробежных сил обеспечивается изготовление изделий с раструбом или одновременно двух изделий с фланцами. Кроме того, возможно изготовление изделий с гофрами. 2 з.п. ф-лы, 5 ил.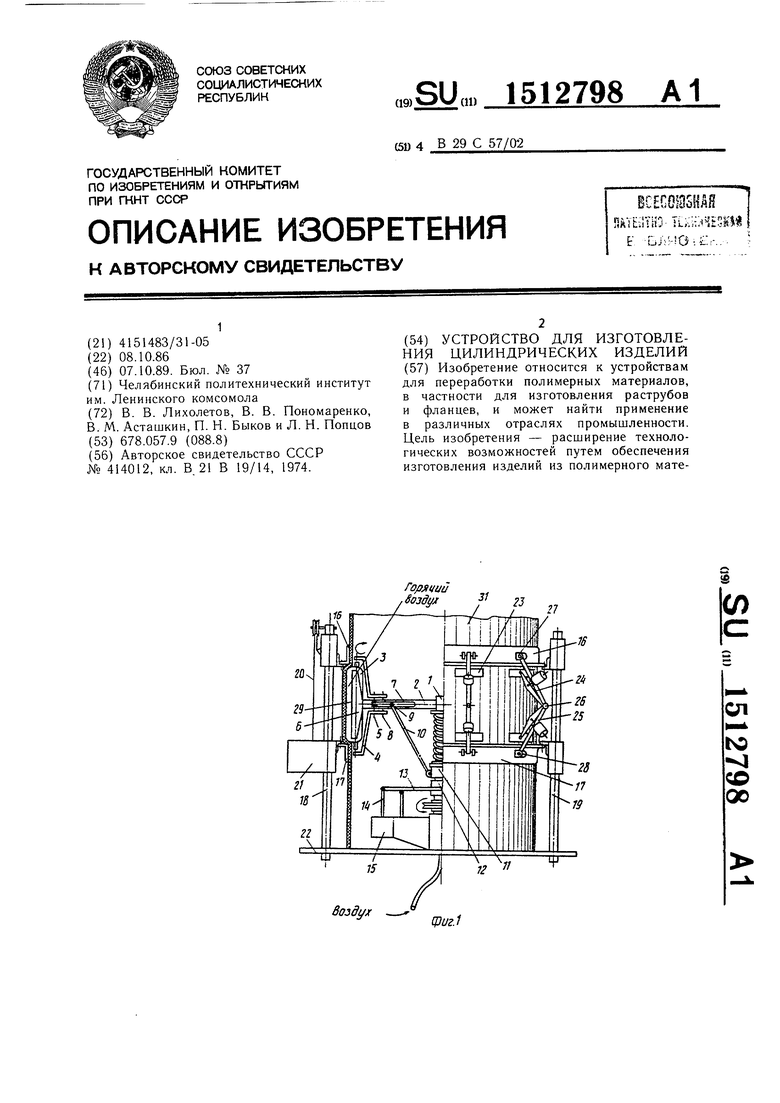
Изобретение относится к устройствам для переработки полимерных материалов, в частности для формования раструбов и фланцев, и может найти применение при изготовлении воздуховодов, трубопроводов и стволов выхлопных труб в различных отраслях народного хозяйства.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения изготовления изделий из полимерного материала и повышения их качества, а также обеспечение одновременного изготовления двух изделий с фланцами.
На фиг. 1 изображено устройство с вырезом четверти цилиндрической заготовки в момент изготовления на последней конструктивного элемента в виде спаренного раструба, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3-5 - этапы изготовления из полимерной заготовки двух цилиндрических изделий с фланцами.
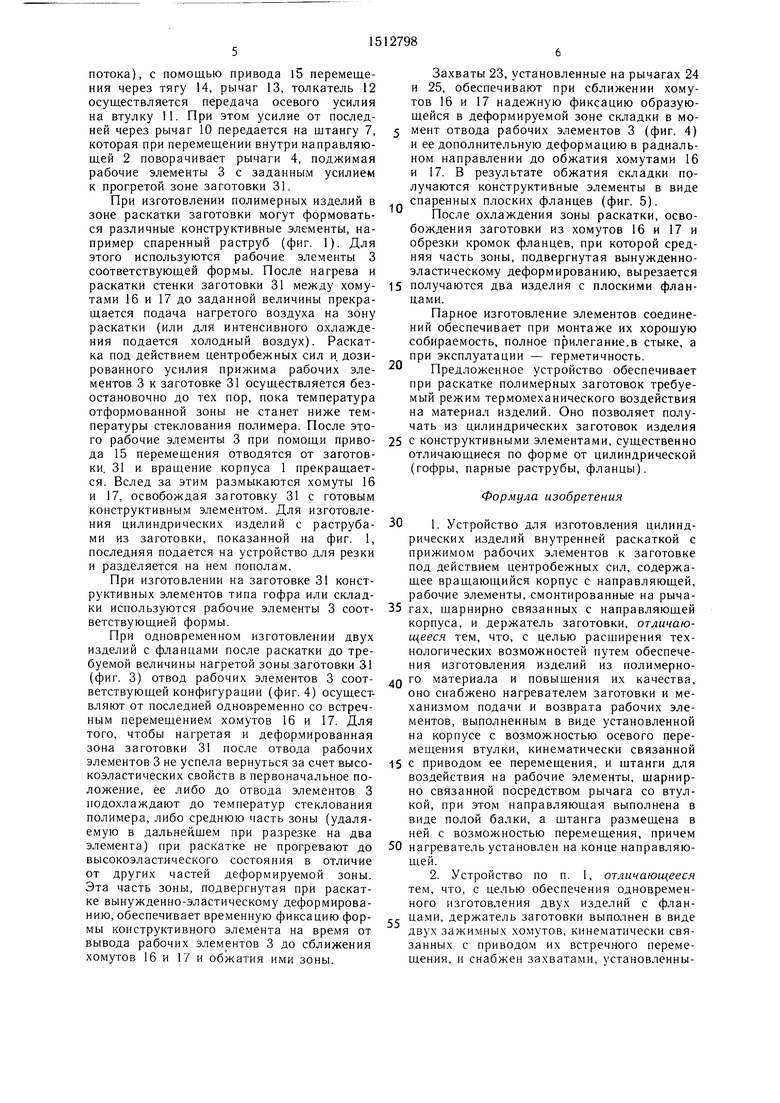
Устройство содержит вращающийся корпус 1 с направляющей 2, рабочие элементы 3, смонтированные на коленообразных рычагах 4, связанных при помощи щарни- ров 5 с направляющей 2. Последняя выполнена в виде полой балки и содержит установленный на одном конце нагреватель 6. Другим концом направляющая 2 соединена с корпусом 1 и сообщена с системой подачи воздуха. Внутри направляющей 2 размещена с возможностью перемещения полая штанга 7, соединенная с помощью пальцев 8 через овальные прорези в направляющей 2 с рычагом 4 и пальцев 9 - с рычагом 10. На корпусе 1 установлена с возможностью осевого перемещения втулка 11, связанная с рычагом 10 со
штангой 7, а также посредством толкате ля 12, рычага 13 и тяги 14 с приводом 15 ее перемещения. Держатель заготовки выполнен в виде зажимных хомутов 16 и 17 смонтированных с возможностью перемещения на направляющих 18 и 19 и связан2Q ных посредством гибкой тяги 20 с приводом 21 их встречного перемещения. Для фиксации положения заготовки относительно хомутов 16 и 17 на направляющих 18 и 19 закреплена опорная площадка 22. Хомуты 16 и 17 снабжены захватами 23, установленны35 ми на рычагах 24 и 25, которые одними концами связаны между собой шарниром 26, а другими концами - щарнирами 27 и 28 с хомутами 16 и 17. Нагреватель 6 выполнен в виде полого корпуса с отверстиями 29 на рабочей поверхности. Нагрев воздуха,
проходящего через нагреватель 6, осуществляется с помощью электроспиралей 30. Раскатке подвергается цилиндрическая заготовка 31.
Устройство работает следующим образом.
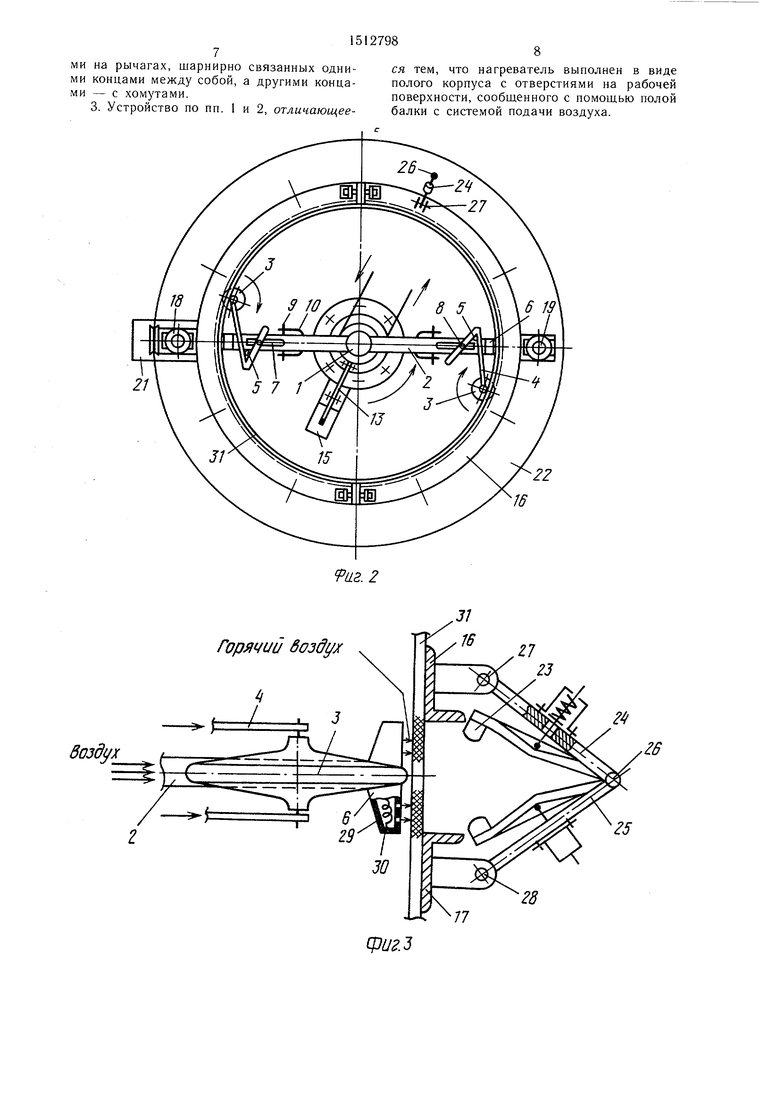
j Цилиндрическая заготовка 31 из полимерного материала устанавливается на опорную площадку 22 и закрепляется зажимными хомутами 16 и 17. Одновременно с началом вращения корпуса 1 в его ствол подается воздух, который, проходя через
50 полость направляющей 2 и штанги 7, нагревается в нагревателях 6 и, выходя через отверстия 29 на их рабочих поверхностях, нагревает зону заготовки 31 между хомутами 16 и 17. После того, как температура нагретой зоны по всей толщине стен55 ки окажется достаточной для раскатки (80-210° в зависимости от вида полимера, толщины заготовки, скорости вращения корпуса, скорости нагретого воздушного
потока), с помощью привода l5 перемещения через тягу 14, рычаг 13, толкатель 12 осуществляется передача осевого усилия на втулку 11. При этом усилие от последней через рычаг 10 передается на щтангу 7, которая при перемещении внутри направляющей 2 поворачивает рычаги 4, поджимая рабочие элементы 3 с заданным усилием к прогретой зоне заготовки 31.
При изготовлении полимерных изделий в зоне раскатки заготовки могут формоваться различные конструктивные элементы, например спаренный раструб (фиг. 1). Для этого используются рабочие элементы 3 соответствующей формы. После нагрева и раскатки стенки заготовки 31 между хомутами 16 и 17 до заданной величины прекращается подача нагретого воздуха на зону раскатки (или для интенсивного охлаждения подается холодный воздух). Раскатка под действием центробежных сил и. дозированного усилия прижима рабочих элементов 3 к заготовке 31 осуществляется безостановочно до тех пор, пока температура отформованной зоны не станет ниже температуры стеклования полимера. После этого рабочие элементы 3 при помощи привода 15 перемещения отводятся от заготовки. 31 и вращение корпуса 1 прекращается. Вслед за этим размыкаются хомуты 16 и 17, освобождая заготовку 31 с готовым конструктивным элементом. Для изготовления цилиндрических изделий с раструбами из заготовки, показанной на фиг. 1, последняя подается на устройство для резки и разделяется на нем пополам.
При изготовлении на заготовке 31 конструктивных элементов типа гофра или складки используются рабочие элементы 3 соот- ветствующией формы.
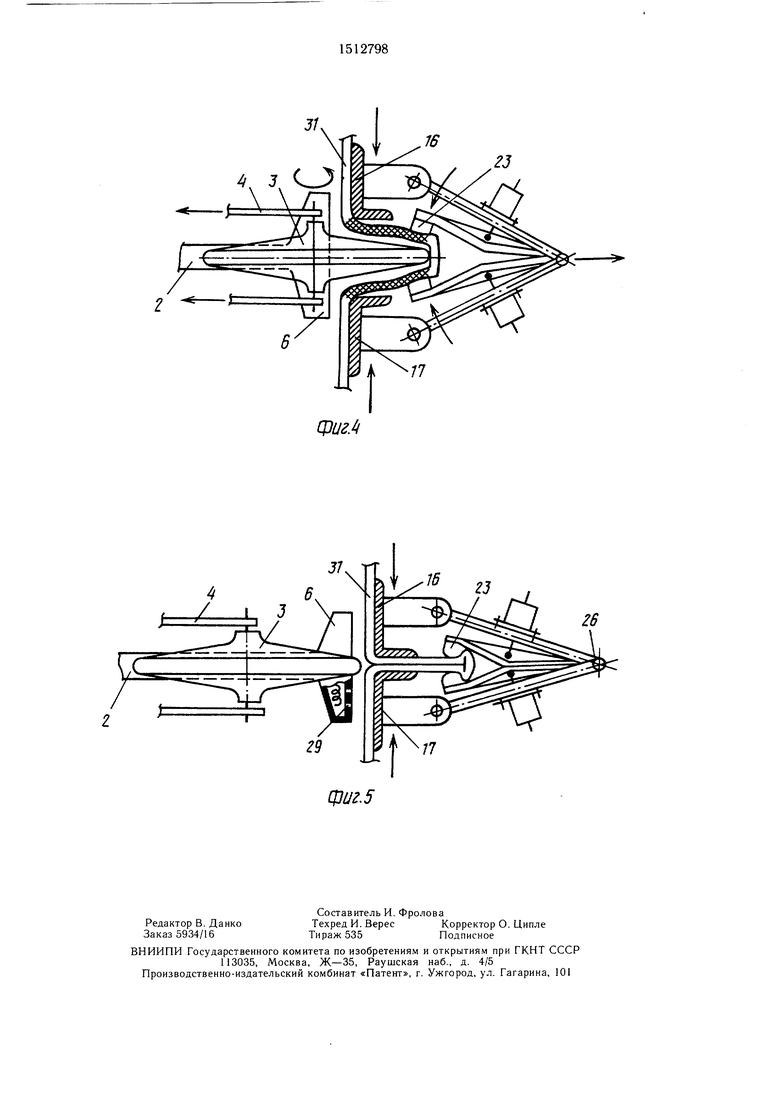
При одновременном изготовлении двух изделий с фланцами после раскатки до требуемой величины нагретой зоны заготовки 31 (фиг. 3) отвод рабочих элементов 3 соответствующей конфигурации (фиг. 4) осуществляют от последней одновременно со встречным перемещением хомутов 16 и 17. Для того, чтобы нагретая и деформированная зона заготовки 3 после отвода рабочих элементов 3 не успела вернуться за счет высокоэластических свойств в первоначальное положение, ее либо до отвода элементов 3 подохлаждают до температур стеклования полимера, либо среднюю часть зоны (удаляемую в дальнейщем при разрезке на два элемента) при раскатке не прогревают до высокоэластического состояния в отличие от других частей деформируемой зоны. Эта часть зоны, подвергнутая при раскатке вынужденно-эластическому деформированию, обеспечивает временную фиксацию формы конструктивного элемента на время от вывода рабочих элементов 3 до сближения хомутов 16 и 17 и обжатия ими зоны.
Захваты 23, установленные на рычагах 24 и 25, обеспечивают при сближении хомутов 16 и 17 надежную фиксацию образующейся в деформируемой зоне складки в момент отвода рабочих элементов 3 (фиг. 4) и ее дополнительную деформацию в радиальном направлении до обжатия хомутами 16 и 17. В результате обжатия складки получаются конструктивные элементы в виде спаренных плоских фланцев (фиг. 5).
После охлаждения зоны раскатки, освобождения заготовки из хомутов 16 и 17 и обрезки кромок фланцев, при которой средняя часть зоны, подвергнутая вынужденно- эластическому деформированию, вырезается
5 получаются два изделия с плоскими фланцами.
Парное изготовление элементов соединений обеспечивает при монтаже их хорощую собираемость, полное прилегание.в стыке, а при эксплуатации - герметичность.
Предложенное устройство обеспечивает при раскатке полимерных заготовок требуемый режим термомеханического воздействия на материал изделий. Оно позволяет получать из цилиндрических заготовок изделия
5 с конструктивными элементами, существенно отличающиеся по форме от цилиндрической (гофры, парные раструбы, фланцы).
Формула изобретения
0 1. Устройство для изготовления цилиндрических изделий внутренней раскаткой с прижимом рабочих элементов к заготовке под действием центробежных сил, содержащее вращающийся корпус с направляющей, рабочие элементы,смонтированные на рыча5 гах, щарнирно связанных с направляющей корпуса, и держатель заготовки, отличающееся тем, что, с целью расщирения технологических возможностей путем обеспечения изготовления изделий из полимерноQ го материала и повыщения их качества, оно снабжено нагревателем заготовки и механизмом подачи и возврата рабочих элементов, выполненным в виде установленной на корпусе с возможностью осевого перемещения втулки, кинематически связанной
5 с приводом ее перемещения, и щтанги для воздействия на рабочие элементы, щарнирно связанной посредством рычага со втулкой, при этом направляющая выполнена в виде полой балки, а щтанга размещена в ней с возможностью перемещения, причем
0 нагреватель установлен на конце направляющей.
Горяt/и и 6o3di/jf
8оздух
ся тем, что нагреватель выполнен в виде полого корпуса с отверстиями на рабочей поверхности, сообщенного с помощью полой балки с системой подачи воздуха.
22
16
П
25
28
сриг.
J/.
VxV
2
фиг.
37
16
гб
| 1971 |
|
SU414012A1 | |
| В | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
