Изобретение относится к машиностроению и может быть использовано в разных областях народного хозяйства для изготовления изделий незамкнутой формы типа хомутов из термопластичных материалов.Известен автомат для формования трубок из гибкого листового материала содержащий формующее устройство,состоящее из дорна, расположенных вокруг него поворотных вешков и отражателей, и устройство для съема трубок с дорна .
Известный автомат не позволяет получить изделия незамкнутой формы из термопластичной ленты с отбортовкой.
Наиболее близким к предлагаемому является автомат для изготовления изделий из листового материала, содержащий механизм валковой подачи, механизм отрезки ленты с вертикально перемещающимся ножом, гибочное усуройство, включающее в себя матрицу и расположённый в ней гибочный пуансон механизм калибровкой и привод 2,
В этом .автомате. гибочное устройство выполнено в виде пустотелой цилиндрической матрицы, имеющей вырез в 80-90, и расположенного по центру матрицы цилиндрического пуансона. Приподаче ленты происходит загиб ленты вокруг пуансона по матрице, а при отрезке ее - додеформирование ножом до цилиндрической формы. При выталкивании через калибровочное отверстие осуществляется калибровка втулки.
На этом автомате нельзя изготовить изделия типа хомутов из термопластичной ленты с отбортовкой.
Целью изобретения является обеспечение возможности автоматического изготовления изделий типа хомутов с отбортовкой из термопластичного материала.
Поставленная цель достигается тем, что в автомате, содержащем механизм валковой подачи, приводимый в движение храповым механизмом, меха- : низм отрез.ки ленты с вертикально перемещающимся ножом, гибочное устройство, включающее в себя матрицу и расположенный в ней гибочный пуансон, механизм калибровки и привод, гибочное устройство снабжено ползуном, на одном конце которого установлена подпружиненная собачка, а на другом - ролик и взаимодействукиций с ним кулачок, кинематически связанный с приводом, матрица гибочного устройства выполнена со спиралеобразной внутренней поверхностью и с входным Т-образным пазом, в котором размещена собачка ползуна, механизм калибровки снабжен обогреваемым калибрукяцим пуансоном, выталкивателем, средством охлаждения и выполнен в
виде поворотного диска с отверстиями по его периферии, по одну сторону которого установлена подпружиненная направляющая втулка, контактирующая с подпружиненной толкающей втулкой, расположенной на гибочном пуансоне, а по другую - подпружиненный упор.
Наконечник выталкивателя выполнен в виде полуцилиндра со скошенным , торцом.
Средство охлаждения выполнено в виде душевой головки, обращенной на поворотный диск механизма калибровки
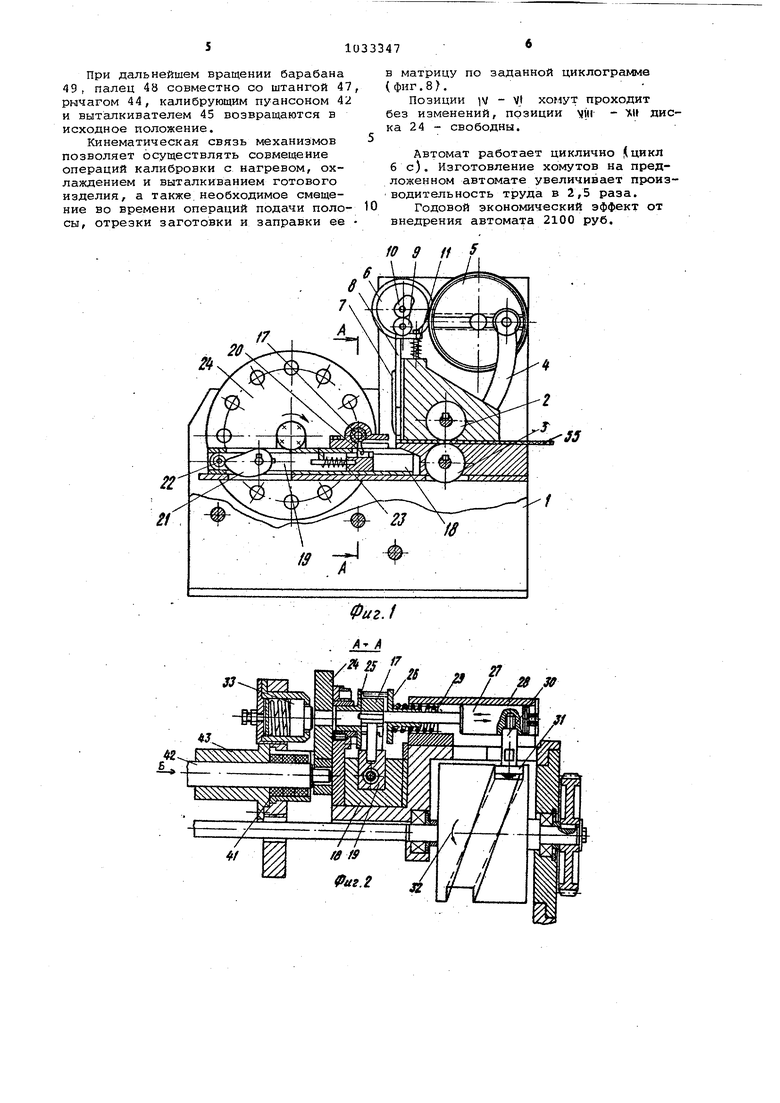
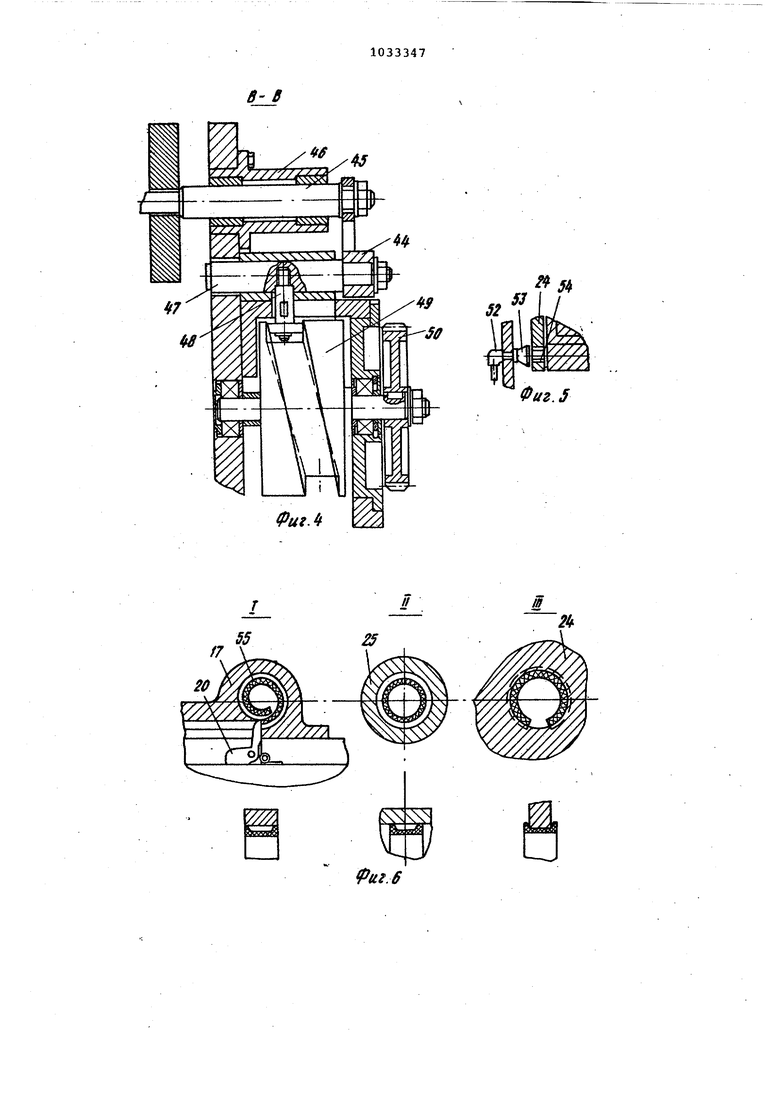
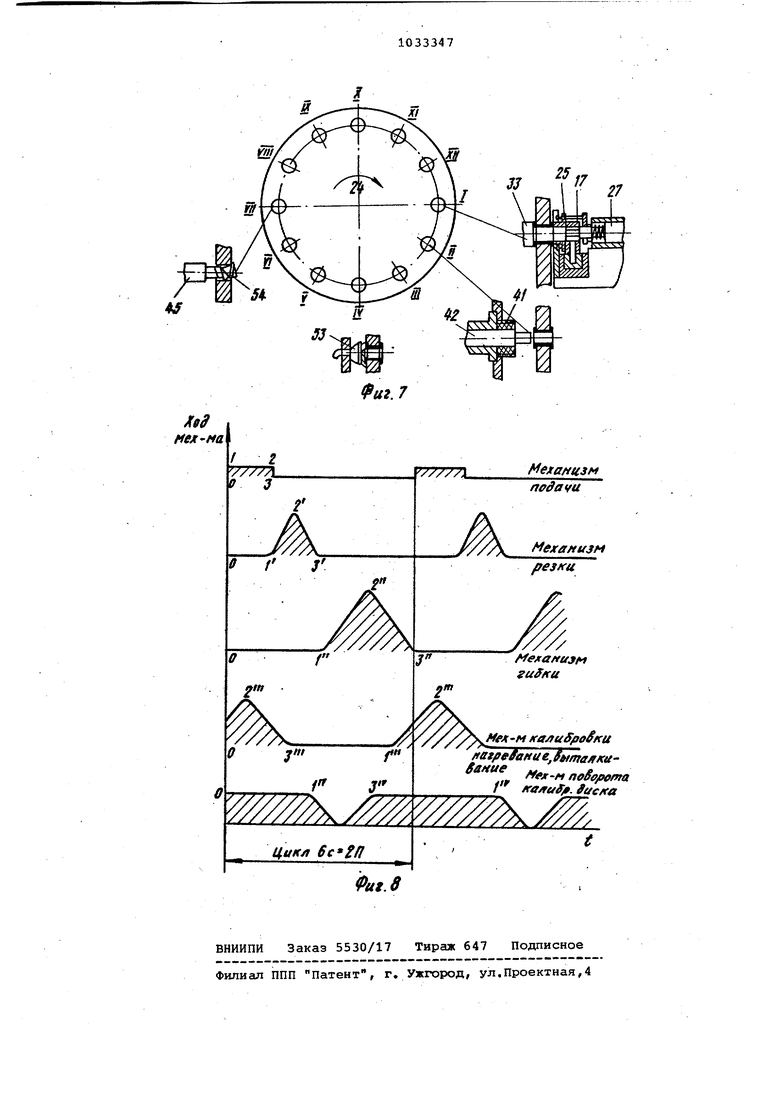
На фиг.1 изображен автомат, разраз; на фиг.2 - разрез А-А на фиг.1 на фиг.З - вид Б на фиг.; на фиг.4 разрез В-В на фиг.З; на фиг.5 - узел охлаждающего устройства; на фиг.6 последовательное положение заготовки в матрице, в направляющей втулке и в калибровочном отверстии; на фиг.7 - позиции многопозиционного диска; на фиг.8 - циклограмма работы автомата.
Автомат для изготовления изделий типа хомутов из термопластичных материалов, например фторопласта, содержит станину 1, на которой установлены привод (не показан) и основные механизмы автомата.
Механизм подачи состоит из пары валков 2 и 3, между которыми пропускается полоса из фторопластовой ленты с отбортовкой, храпового механизма 4 и зубчатых колес 5 и 6.
Механизм отрезки ленты содержит вертикально расположенный нож 7, установленный на каретке 8, ролик 9, контактирующий с кулачком 10 через возвратную пружину 11 (кулачок 10 связан с приводом автомата через конические шестерни-12 и i3), вертиг кальный вал 14 и шестерни 15 и 16.
Гибочное устройство включает, матрицу 17, установленную на крышке корпуса 18, ползун 19, перемещающийся в корпусе 18, подпружиненную собачку 20, кулачок 21, контактирующий с роликом 22 и возвратной пружиной 23.
Механизм калибровки вьшолнен в виде многопозиционного .диска 24 с калибровочными отверстиями под изделие, снабженного подпружиненной направляющей втулкой 25, контактирующей с подпружиненной толкающей втулкой 26, и содержит пуансон 27, установленный в корпусе 28 и взаимодействующий через пружину 29 с втулкой 26, а через палец 30 и ролик 31 с барабаном 32 привода автомата, и подпружиненный упор 33.
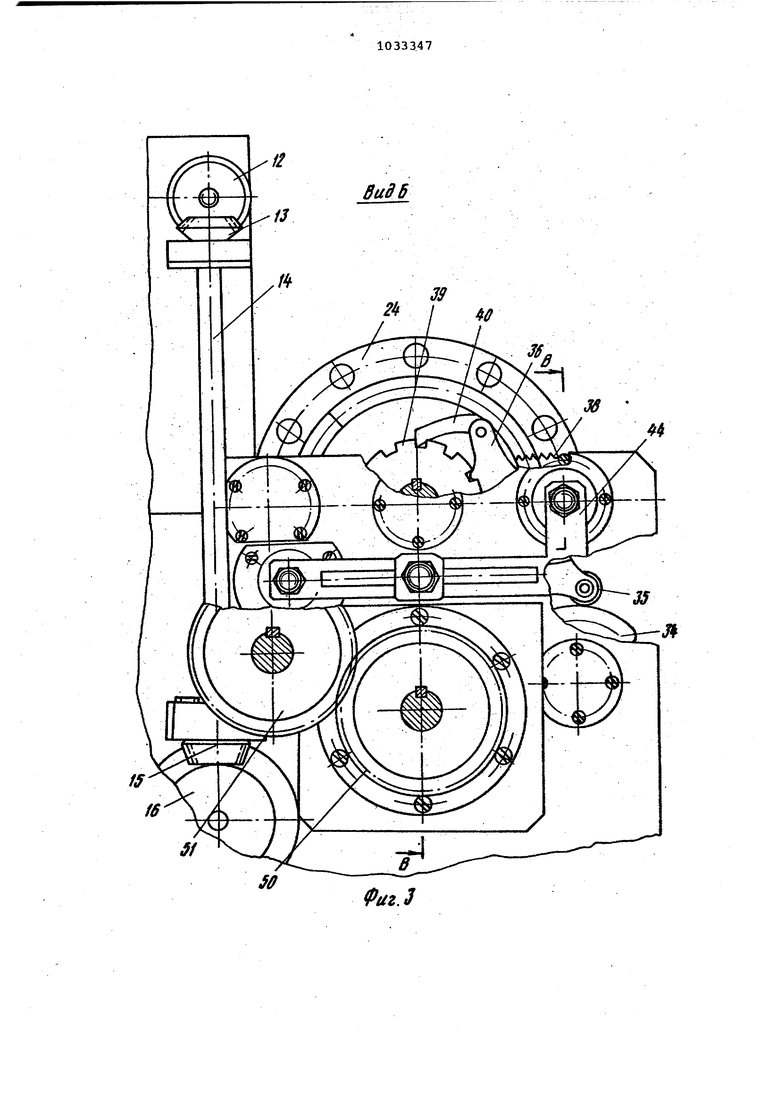
Многопозиционный диск 24 связан с кулачком 34 привод автомата через ролик 35, рычаг 36, покачивакщийся на оси 37 и поджимаемый к кулачку 34 пружиной 38, и храповой механизм. состоящий из храпового колеса 39 и .подпружиненной собачки 40. Нагревательное устройство включает в себя электронагреватель 41, ; размещенный на калибрующем пуансоне 42, установленный в корпусе 43 и прикрепленный к. рычагу 44. На другом конце рычага 44 закреплен выталкиватель 45, установленный э корпусе 46 Рычаг 44, установленный на штанге 47 через палец 48, барабан 49 и тестерни 50 и 5Г связан с приводом автомата. Охлаждающее устройство представля ет собой систему трубопровсрдов 52 и душевуте головку 53, установленную в станине и направленную в сторону многопозиционнрго диска 24 на хомут 54 на позиции В| {фиг. 7/. Автомат работает следующим о.бразо Полоса 55 периодически подается. через щель в Т-образный паз матрицы 17 валками 2- и 3, приводш1ыми в движение храповым механизмом 4. Привод храпового механизма 4 осуществляется через шестерни 5 и 6, .конические шее терни 12 и 13, вал 14 и конические, шестерни 15 и 16 приводом автомата . (на черт.еже не указа) , Во время подачи полосы ролик 9 обкатывается, по дилиндрической части кулачка Ю, а нож в это время неподвижен. По окончании подачи полосы кулачок 10, своей профильной частью обкатываясь по ролику 9, перемещает каретку 8 с ножом 7 вниз. Происходит отрезка заготовки, а при дальнейшем движении ножа вниз своим скосом он продвигает отрезанную заготовку даль ше по Т-образному пазу матрицы 17, образуя зазор между отрезанной заготонкой и полосой 55. Кулачок 10 кине матически связан с кула1чком 21, и при дв.ижении ножа 7 вниз ползун 19 находится в крайнем правом положении под действием пружины 23, собачка 20 утоплена скосом станины. При движении ножа 7 вверх начинается перемеще ние ползуна 19 кулачком 21 влево, при этом собачка 20 под действием пружины поворачивается на оси и входит бвоим выступом в зазор между полосой 55 и отрезанной заготовкой, а при дальнейшем движении вместе с пол зуном 19 влево продвигает заготовку в матрицу 17, изгибая ее по профилю внутренней полости матрицы вокруг . наконечник.а пуансона 27. При дальнейшем повороте кулачка 21 происходи возврат ползуна 19 с собачкой 20 в крайнее правое положение с помощью пружины 23. Одновременно с перемещением ползуна 19 вправо начинается операция калибровки хомута. Барабан 32 осуществляет, подачу пуансона 27 влево. При этом пуансон своими запле чиками начинает проталкивать заготов ку из матрицы 17 в подпружиненную втулку 25, а другими заплечиками,упираясь в пружину 29, сжимает ее и перемещает втулку 26 и через упоры и втулку 25 влево до соприкосновения торца втулки 25 с торцом диска 24. При дальнейшем движении пуансона 27 влево происходит сжатие пружины 29 и проталкивание заготовки в калибро.вочное отверстие диска 24. в крайнем левом положении пуансона 27 з аготов-. ка отжимает подпружиненный упор 33, i выходя передними буртиками (фиг.6) за пределы диска 24, а задние буртики входят в отверстие диска..При дальнейшем повороте барабана 32 ролик 31, находящийся в пазу барабана, возвращает пуансон 27 в правое крайнее положение, в котором он остается некоторое время неподвижным. При этом втулки 25 и 26 занимают также свое крайнее правое положение,, а подпружиненный упор 33 ставит заготовку симметрично диску 2.4, при этом буртики заготовки охватывают диск 24 с обеих сторон { фиг.б, III). При неподвижном положении пуансо-, на 27 осуществляется поворот много- пазиционного диска 24 вокруг своей оси на 30®, т.е. на одну позицию, от кулачка 34 через подпружиненныйрычаг 36 и собачку 40, поворачивающую храповое колесо 39 на один зуб. Вэтом положении храповое колесо 39 фиксируется выступом рычага 36. При неподвижном полохсении храпового колеса 39 и, следовательно, диска 24 производится: на позиции I калибровка заготовки , как описано выше, на позиции И - нагрев за- готовки нагревателем, на позиции i|f охлащ1ение заготовки водой, на позиции Vii -выталкивани-е готового хомута.. . i . . Нагрев заготовки ои выталкивание готового изделия осуществляется от привода через барабан 49, при вращении которого палец 48 с роликом перемещается по пазу барабана и осуществляет перемещение штанги 47 и закрепленного к ней кронштейна 44, на одном конце которого против позиции И диска 24 закреплен калибрующий пуансон 42 с нагревателем 41, а на другом конце (против позиции VII) - выталкийатель 45. При перемещении игганги 47 с кронштейном 44 вправо конец калибрующего пуансона 42, постоянно обогреваемый нагревателем 41, вводится в зл- готовку хомута и осуществляет ее нагрев. Выталкиватель 45 на позиции МП в это время своим скошенным торцом нажимает на одну половину торца хомута, деформирует хомут в спираль, происходит выход его буртиков в отверстие диска 24 и окончательное выталкивание готового изделия.
При дальнейшем вращении барабана 19, палец 48 совместно со штангой 47, рычагом 44, калибрующим пуансоном 42 и выталкивателем 45 возвращаются в исходное положение.
Кинематическая связь механизмов позволяет осуществлять совмещение операций калибровки с нагревом, охлаждением и выталкиванием готового изделия, а также, необходимое смещение во времени операций подачи полосы, отрезки заготовки и заправки ее
20
2tt
33
в матрицу по заданной циклограмме (фиг.8Ь
Позиции 1 - Vt хомут проходит без изменений, позиции МШ - 1 диска 24 - свободны.
Автомат работает циклично цнкл 6с), Изготовление хомутов на предложенном автомате увеличивает производительность труда в 2,5 раза.
Годовой экономический эффект от внедрения автомата 2100 руб.
Л7 ff // f
«
33
Фиг. f
Видб
Фаг.З
Фиг Л
44
J4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перфорирования и отрезки полосового и ленточного материала | 1980 |
|
SU984863A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Пресс-автомат для калибрования изде-лий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU846112A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
1. АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, Содержащий механизм валковой подачи, механизм отрезки ленты с вертикально перемещающимся ножом, гибочное устройство, включающее в себя матрицу и расположенный в ней гибочный пуансон, механизм калибровки и привод о т л и.4 а ю щи и с я тем, что, с целью обеспечения изготовления изделий типа хомутов с отбортовкой из термопластичного материала, гибочное устройство снабжено ползуном, на од.ном конце которого установлена поц- ; пружиненная собачка, а на другом ролик и взаимодействующий с ним, кулачок , кинематически связанный с приводом, матрица гибочного устройства выполнена со спиралеобразной внутренней поверхностью и с входным Т-образным пазом, в котором размещена собачка ползуна, механизм калибровки снабжен обогреваемым калибрующим пуансоном, выталкивателем, средством охлаждения и, выполнен в виде поёоротного диска, с отверстиями по его периферии, по одну сторону которого установлена подпружиненная направляющая втулка, контактирующая с подпружиненной толкающей втулкой, расположенной на гибочном пуансоне,; а по другую - подпружиненный упор, (Л 2.Автомат по П.1, о-т л и ч а ю щ и и с я тем, что наконечник выталкивател5 выполнен в виде полуцилиндра со скошенным торцом. 3.Автомат по пп.1 и 2, о т ли чающийся тем, что средство охлаждения выполнено в виде душевой головки, обращённой на поворотный диск механизма калибровки. со САЭ DO 4;ik -s 
УЩ
bszzaS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТ ДЛЯ ФОРМОВАНИЯ ТРУБОК ИЗ ГИБКОГО ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU341673A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU173698A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
