Изобретение относится к электротехнике и может быть использовано при производстве соединительных шнуров, армированных штепсельными вил- ками.
Целью изобретения являются исключение повреждения арматуры шнура, . повьш1ение производительности труда путем механизации процессов контро- ля и сокращение ручного труда при производстве армированных пшуров. На фиг.I схематично изображено устройство, вид сбокуJ: на фиг.2 - то же, вид сверху; на фиг.З - вид А на фиг.1; на фиг.4 - разрез Б-В на фиг.З; на фиг.З - механизм разгрузки конвейера.
Устройство содержит конвейер 1 с тяговым органом 2 цепного типа, отк- рытую емкость 3 с электропроводной жидкостью 4 - водным раствором гидроокиси натрия или хлорида натрия под нижней ветвью конвейера 1 и механизм 5 разгрузки конвейера 1, управ- ляемый от измерительного преобразователя 6, входные,выводы 7 и 8 которого расположены выше нижней ветви конвейера 1 над емкостью 3, На тяговом органе 2 конвейера 1 установлены приспособления 9 для фиксации и удержании шнуров 10 в процессе перемещения, В электрической цепи, соединяющей преобразователь 6 с приводом 11 механизма 5 разгрузки конвейе ра 1, установлено реле 12 времени.
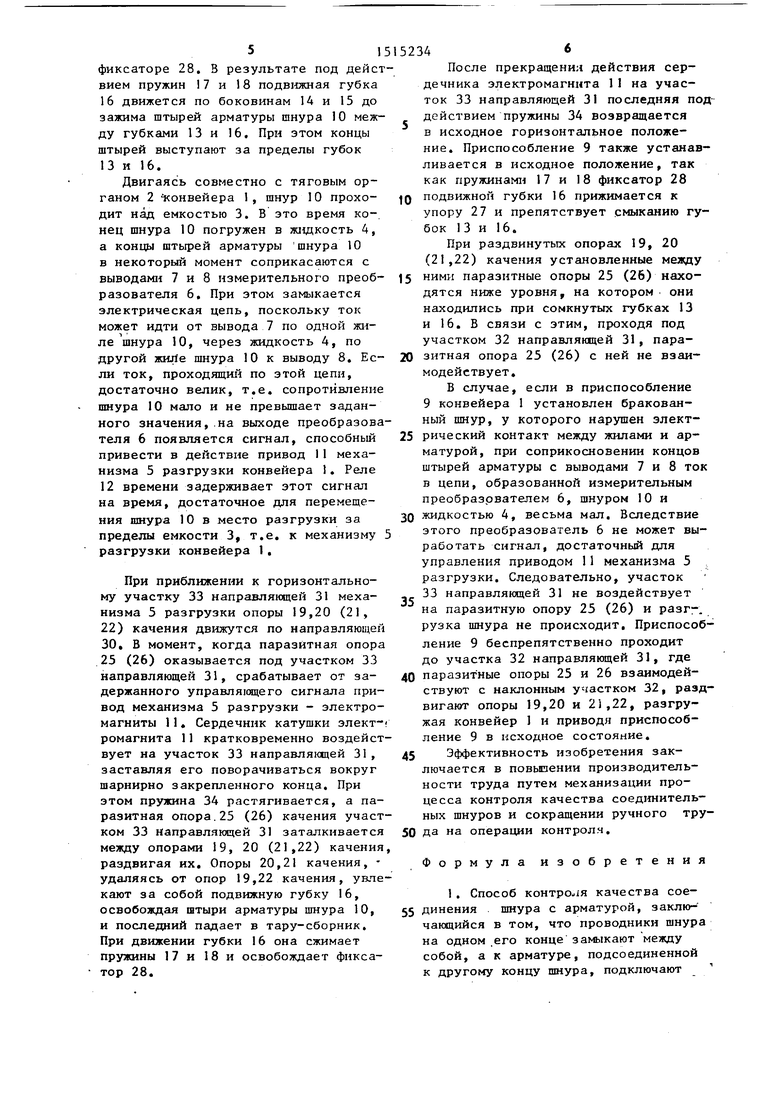
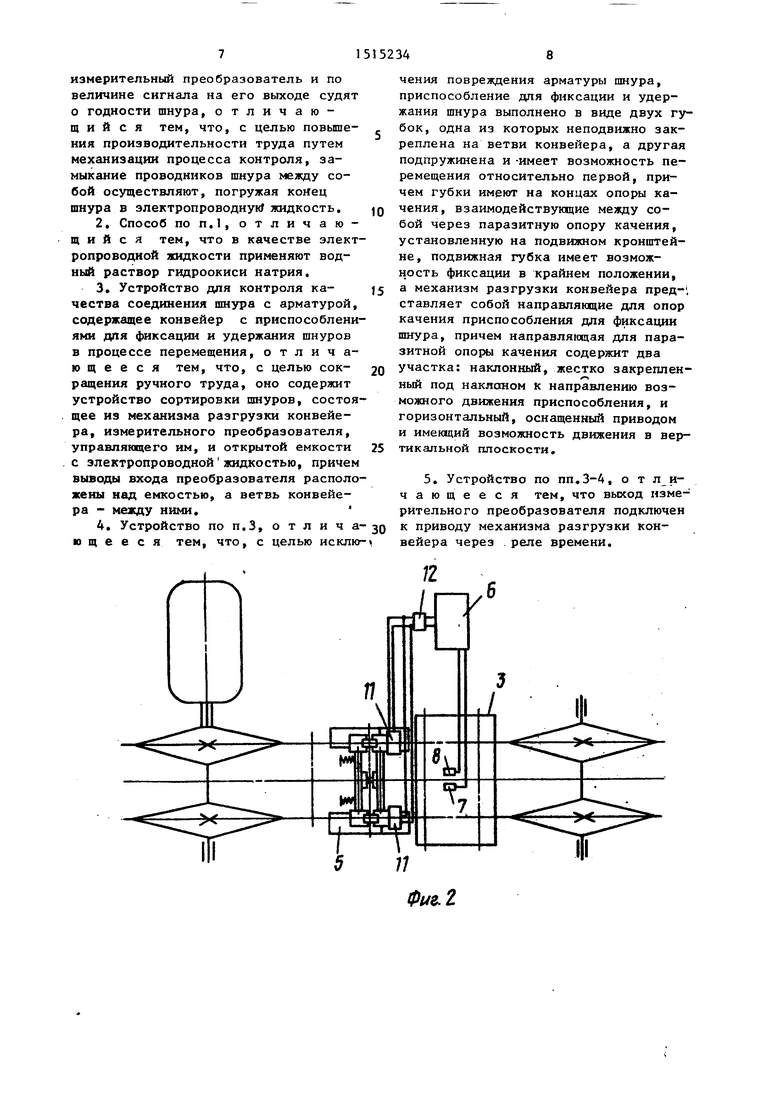
Приспособление 9 содержит неподвижную губку 13, имеющую электроизоляционное покрытие и жестко связанную с боковинами 14 и 15 тягового органа 2, и подвижную губку 16 с электроизоляцией, имеющую возможность перемещения под действием пружин 17 и 18 по боковинам 14 и 15 в сторону неподвижной губки 13. При этом боковины 14 и 15 для упрощения конструкции выполнены цилиндрическими. Губки 13 и 16 расположены поперек тягового органа 2 и имеют на концах цапфы с опорами 19-22 кач ния. Опоры качения используются дпя приведения в движение тягового органа 2 от приводной звездочки конвейера 1, а также дпя уменьшения трения при ориентации приспособлений 9 в м ханизме 5 разгрузки.,
На цапфах губки 16 шарнирно закреплены кронштейны 23 и 24, несущие паразитные опоры 25 и 26 качения.
взаимодействующие с опорами качения 19-22 губок 13 и 16, Кронштейны 23 и 24 могут качаться в пределах небольшого угла вокруг цапф губки 16, что препятствует паразитным опорам 25 и 2-6 далеко удаляться от опор 19-22 при переворачивании приспособлений 9
На неподвижной губке 13 закреплен упор 27 с электроизоляционным покрытием, входящий в отверстие на подвижной губке 16. Подвижная губка 16 содержит подпружиненный фиксатор 28 с кольцом 29 на конце, взаимодей- ствуннций с упором 27 и препятствующий движению губки 16 под действием пружин 17 и 18.
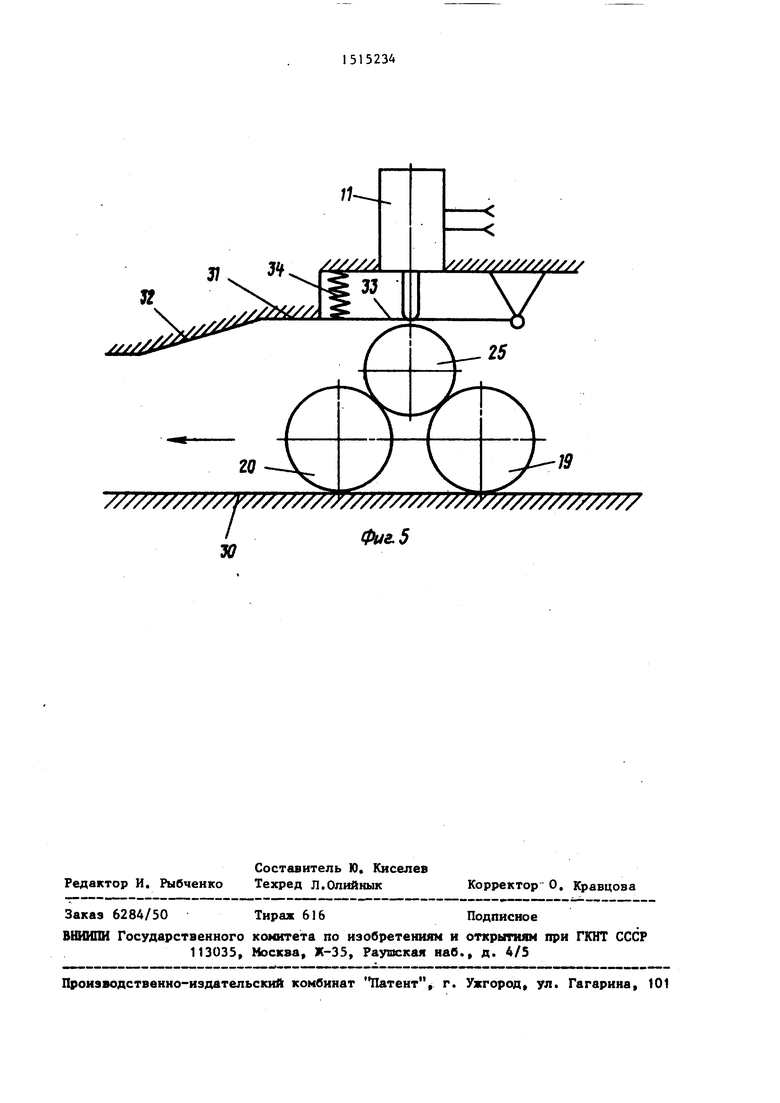
Механизм 5 разгрузки конвейера 1 содержит две пары направляющих 30 и 31, расположенных по обе стороны нижней ветви конвейера 1. Направляющая 30 расположена горизонтально и является поверхностью, по которой перемещаются опоры 19-22 качения. Направляющая 31 дпя паразитных опор 25, 26 имеет два участка: наклонный 32, жестко закрепленный под наклоном к направлению возможного движения ветви конвейера 1, и горизонтальный 33, имеющий возможность движения в вертикальной плоскости, один край которого шарнирно закреплен, а другой притягивается пр-ужиной 34 к исполнительному органу привода 11, выполненного в виде электромагнитов с выталкиваемым сердечником.
Способ контроля качества соединения шнура с арматурой осуществляют следующим образом.
К арматуре шнура .на одном из его концов подключают измерительный преобразователь, а другой.конец шнура погружают в электропроводную жидкость и по величине сигнала на выходе измерительного преобразователя судят о годности шнура.
Устройство для осуществления способа работает следующим образом, В исходном положении конвейер 1 движется, приспособления 9 раскрыты, . т.е. подвижная губка 16 удалена на максимальное расстояние от неподвижной губки 13 и удерживается фиксатором 28 от приближения к ней.
Рабочий одной рукой вводит штыри арматуры шнура 10 между губками 13 и 16 приспособления 9 до упора, а другой рукой расфиксирует подвижную губку 16, дергая за кольцо 29 на
51
фиксаторе 28. В результате под действием пружин 7 и 18 подвижная губка 16 движется по боковинам 14 и 15 до зажима штырей арматуры шнура 10 между губками 13 и 16. При этом концы штырей выступают за пределы губок 13 и 16.
Двигаясь совместно с тяговым органом 2 конвейера 1, шнур 10 проходит над емкостью 3. В это время ко-. нец шнура 10 погружен в жидкость 4, а концы штьфей арматуры шнура 10 в некоторый момент соприкасаются с выводам 7 и 8 измерительного преобразователя 6. При этом замыкается электрическая цепь, поскольку ток может идти от вывода 7 по одной жиле шнура 10, через жидкость 4, по другой жиЛе шнура 10 к выводу 8. Если ток, проходящий по этой цепи, достаточно велик, т.е. сопротивление шнура 10 мало и не превышает заданного значения,.на выходе преобразователя 6 появляется сигнал, способный привести в действие привод 11 механизма 5 разгрузки конвейера 1. Реле 12 времени задерживает этот сигнал на время, достаточное рдя перемещения шнура 10 в место разгрузки за пределы емкости 3, т.е. к механизму разгрузки конвейера 1.
При приближении к горизонтальному участку 33 направляющей 31 механизма 5 разгрузки опоры 19,20 (21, 22) качения движутся по направляющей 30, В момент, когда паразитная опора 25 (26) оказывается под участком 33 направляющей 31, срабатывает от задержанного управлякщего сигнала привод механизма 5 разгрузки - электромагниты 11, Сердечник катушки злектромагнита 11 кратковременно воздействует на участок 33 направляющей 31, заставляя его поворачиваться вокруг шарнирно закрепленного конца. При этом пружина 34 растягивается, а паразитная опора.25 (26) качения участком 33 направляющей 31 заталкивается между опорами 19, 20 (21,22) качения раздвигая их. Опоры 20,21 качения, - удаляясь от опор 19,22 качения, увлекают за собой подвижную губку 16, освобождая штыри арматуры шнура 10, и последний падает в тару-сборник. При движении губки 16 она сжимает пружины 17 и 18 и освобождает фиксатор 28.
52346
После прекращении действия сердечника электромагнита 11 на участок 33 направляющей 31 последняя под- действием пружины 34 возвращается в исходное горизонтальное положение. Приспособление 9 также устанавливается в исходное положение, так как пружинами 17 и 18 фиксатор 28
Q подвижной губки 16 прижимается к
упору 27 и препятствует смыканию губок 13 и 16.
При раздвинутых опорах 19, 20 (21,22) качения установленные между
5 ними паразитные опоры 25 (26) находятся ниже уровня, на котором они находились при сомкнутых губках 13 и 16. В связи с этим, проходя под участком 32 направляющей 31, пара0 зитная опора 25 (26) с ней не взаимодействует.
В случае, если в приспособление 9 конвейера 1 установлен бракованный шнур, у которого нарушен элект5 рический контакт между жилами и арматурой, при соприкосновении концов штырей арматуры с выводами 7 и 8 ток в цепи, образованной измерительным преобразователем 6, шнуром 10 и
0 жидкостью 4, весьма мал. Вследствие этого преобразователь 6 не может выработать сигнал, достаточный для управления приводом 11 механизма 5 разгрузки. Следовательно, участок 33 направляющей 31 не воздействует на паразитную опору 25 (26) и разг-. рузка шнура не происходит. Приспособление 9 беспрепятственно проходит до участка 32 направляющей 31, где
0 паразитные опоры 25 и 26 взаимодействуют с наклонным участком 32, раздвигают опоры 19,20 и 21,22, разгружая конвейер 1 и приводя приспособление 9 в исходное состояние.
45 Эффективность изобретения заключается в повышении производительности труда путем механизации процесса контроля качества соединительных шнуров и сокращении ручного тру50 да на операции контроля.
Формула изобретения
1 . Способ контро-1я качества сое- 5 динения шнура с арматурой, заклю- чающийся в том, что проводники шнура на одном .его конце замыкают между собой, а к арматуре, подсоединенной к другому концу шнура, подключают
5
измерительный преобразователь и по величине сигнала на его выходе судят о годности шнура, отличающийся тем, что, с целью повьппе- ния производительности труда путем механизации процесса контроля, замыкание проводников шнура между собой осуществляют, погружая конец шнура в электропроводнук жидкость.
2.Способ по П.1, отлич аю- щ и и с я тем, что в качестве электропроводной жидкости применяют водный раствор гидроокиси натрия,
3.Устройство для контроля ка- чества соединения шнура с арматурой, содержащее конвейер с приспособлениями дпя фиксации и удержания шнуров
в процессе перемещения, отличающееся тем, что, с целью сок- ращения ручного труда, оно содержит устройство сортировки шнуров, состоящее из механизма разгрузки конвейера, измерительного преобразователя, управлянщего им, и открытой емкости с электропроводной жидкостью, причем выводы входа преобразователя расположены над емкостью, а ветвь конвейера - между ними.
4.Устройство по п.З, о т л и ч а- ю щ е е с я тем, что, с целью исключения повреждения арматуры шнура, приспособление дпя фиксации и удержания шнура выполнено в виде двух губок, одна из которых неподвижно закреплена на ветви конвейера, а другая подпружинена и -имеет возможность перемещения относительно первой, причем губки имеют на концах опоры качения, взаимодействующие между собой через паразитную опору качения, установленную на подвижном кронштейне, подвижная губка имеет возмож- н.ость фиксации в крайнем положении, а механизм разгрузки конвейера представляет собой направляющие для опор качения приспособления для фиксации шнура, причем направляющая для паразитной опоры качения содержит два участка: наклонный, жестко закрепленный под накланом к направлению возможного движения приспособления, и горизонтальный, оснащенный приводом и имекщий возможность движения в вертикальной плоскости
5. Устройство по пп,3-4, отличающееся тем, что выход измерительного преобразователя подключен к приводу механизма разгрузки конвейера через реле времени.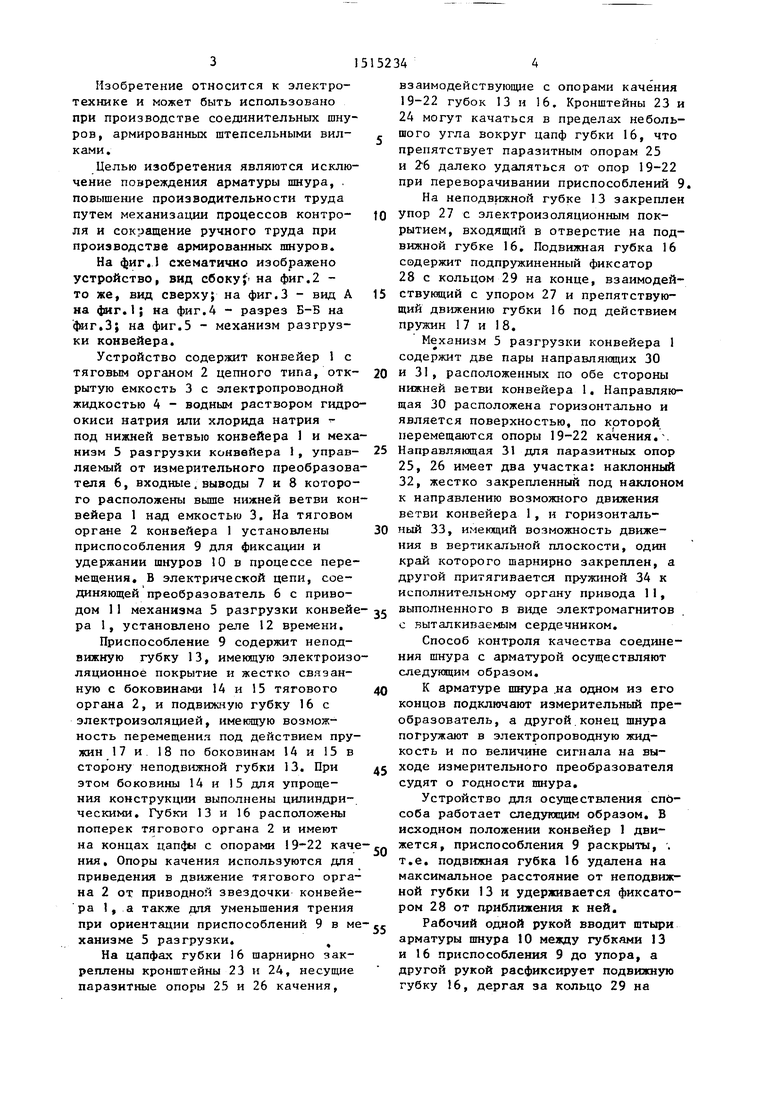
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навешивания и съема грузовых подвесок с тележки толкающего конвейера | 1977 |
|
SU740641A1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2007 |
|
RU2340529C1 |
| Устройство для конвейерной смазки и сушки электродов | 1934 |
|
SU47016A1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2007 |
|
RU2336214C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН ЦЕПНОЙ ПИЛОЙ | 1999 |
|
RU2169070C2 |
| Стенд для испытания пневматических шин и упругих элементов подвесок транспортных средств | 2021 |
|
RU2765514C1 |
| Машина для промывки изделий | 1981 |
|
SU995902A1 |
Изобретение относится к электротехнике. Цель изобретения - повышение производительности труда путем механизации процесса контроля и сокращение ручного труда при производстве армированных шнуров. Устройство для контроля качества соединения шнура с арматурой состоит из конвейера 1 с приспособлениями 9 для фиксации и удержания шнуров 10. Устройство сортировки шнуров состоит из механизма 5 разгрузки конвейера, измерительного преобразователя 6, управляющего им, и открытой емкости 3 с электропроводной жидкостью, причем выводы входа преобразователя 6 расположены над емкостью 3, а ветвь конвейера 1 - между ними. Способ контроля заключается в том, что проводники шнура на одном его конце замыкают между собой, погружая их в электропроводную жидкость, а к арматуре, подсоединенной к другому концу шнура, подключают измерительный преобразователь и по величине сигнала на его выходе судят о годности шнура. 2 с. и 3 з.п.ф-лы, 5 ил.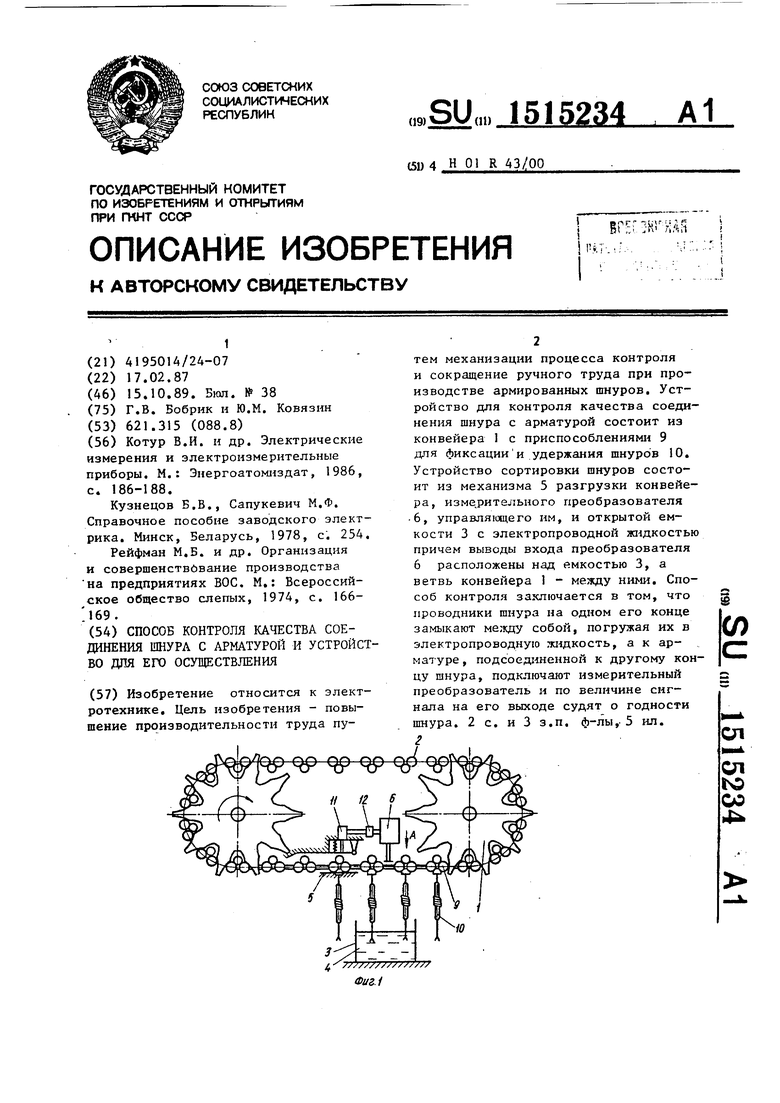
Фиг. 2
23
Б- Б 27
Фue.
///////////// /////////////////// /////
Фиг. 5
т
70
| Котур В.И | |||
| и др | |||
| Электрические измерения и электроизмерительные приборы | |||
| М.: Эиергоатомиздат, 1986, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
| Кузнецов Б.В., Сапукевич М.Ф | |||
| Справочное пособие заводского электрика | |||
| Минск, Беларусь, 1978, с | |||
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| Рейфман М.Б | |||
| и др | |||
| Организация и совершенствйвание производства на предприятиях БОС | |||
| М.: Всероссийское общество слепых, 1974, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
