Изобретение относится к щетино- щеточному производству, в частности к методам изготовления круглых щеток.
Цель изобретения - повышение производительности.
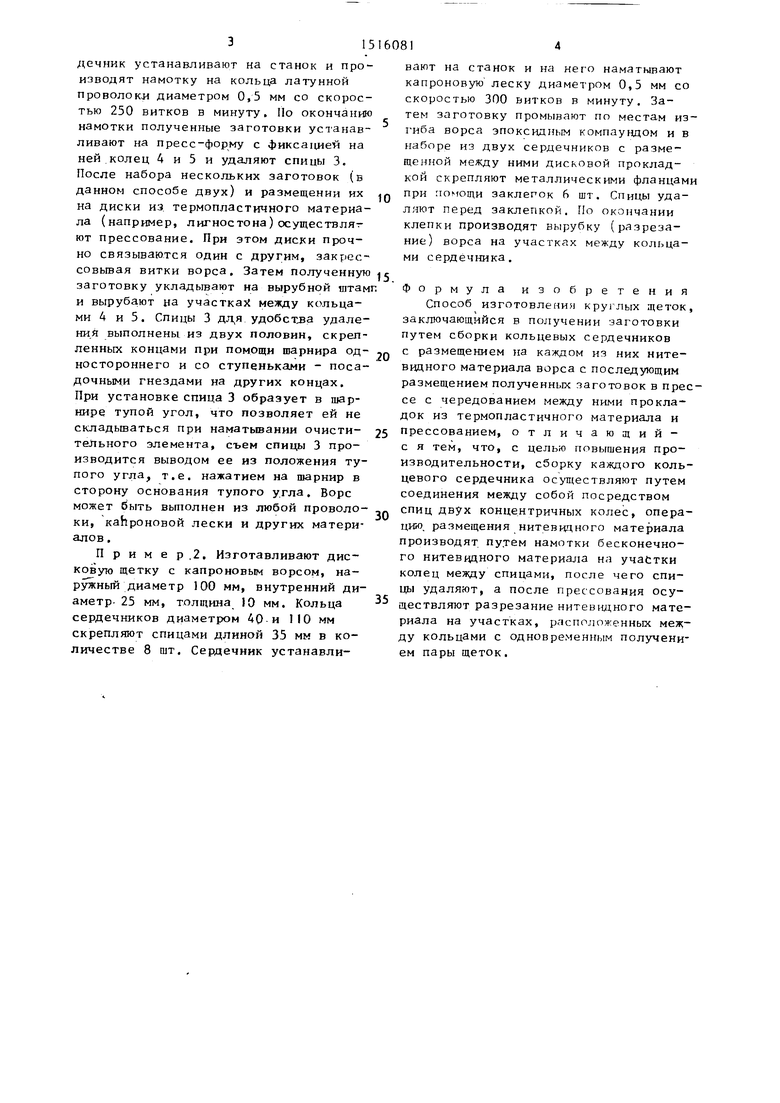
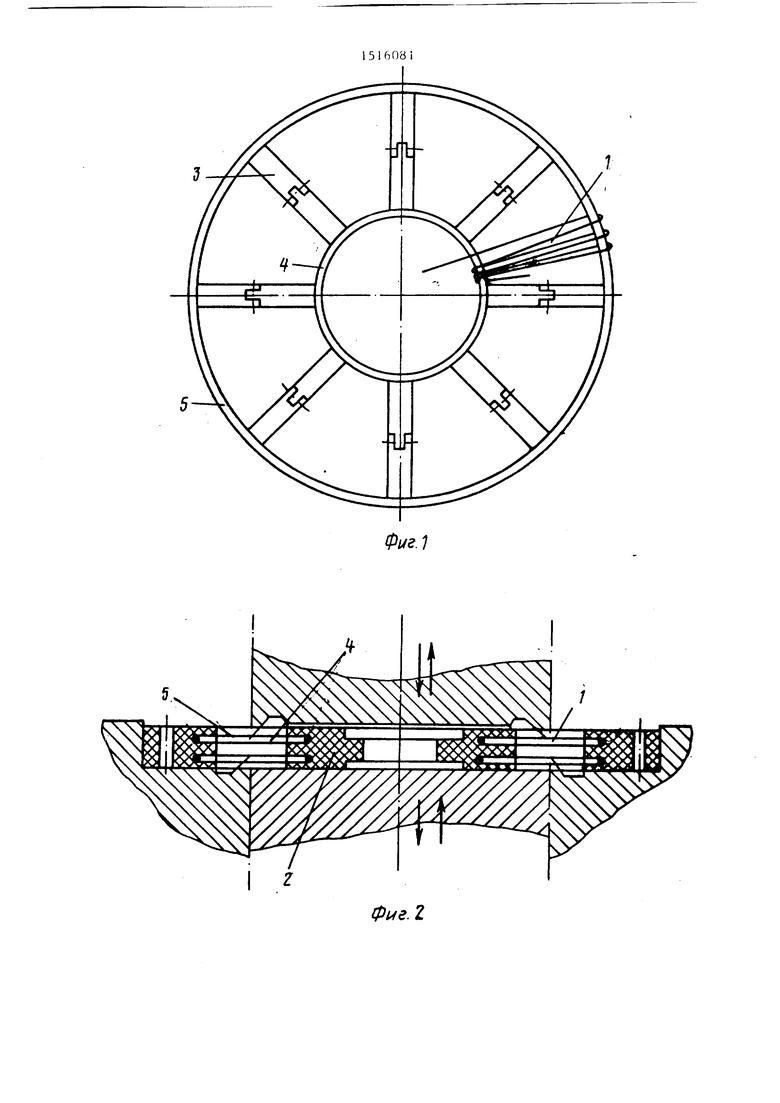
На фиг. 1 представлен кольцевой сердечник в сборке; на фиг. 2 - щетка, размещенная на вырубном штаипе; на фиг. 3 - спица, общий внд.
Способ изготовления круглых щеток заключается в получении заготовки путем сборки кольцевых сердечников с разм ещением на каждом из них нитеввд- ного материала (ворса) I с последующим размещением полученных заготовок в прессе с чередованием между ними прокладок 2 из термопластичного материала и прессованием. Сборку каждого кольцевого сердечника осуществляют путем соединения между.собой с помощью спиц 3 двух концентричных колец 4 и 5. Операцию размещения нитевидного материала производят путем намотки бесконечного нитеввдного материала на участки колец 4 и 5 между спицами 3, после чего последние удаляют, а после прессования осуществляют разрезание нитевьщного материала на участках, расположенных между кольцами 4 и 5. с одновременньм получением пары щеток: дисковой щетки с расположением ворса с наружной стороны диска и .кольцевой щетки с расположением ворса на внутренней поверхности кольца.
Пример I. Сердечник собирают из двух металлических колец 4 и 5 диаметром 40 мм и I 10 мм и скрепляют спицами 3 длиной 35 мм, по посадочньм местам в количестве 8 шт. Готовый серсл
Oi
о 00
дечник устанавливают на станок и производят намотку на кольца латунной проволокл диаметром 0,5 мм со скоростью 250 витков в минуту. Но окончанию намотки полученные заготовки устанавливают на Пресс-форму с фиксацией на ней колец 4 и 5 и удаляют спицы 3. После набора нескольких заготовок (Б данном способе двух) и размещении их на диски из термопластичного материала (например, лигностона) осуществлят ют прессование. При этом диски прочно связываются один с другим, закрес- совьшая витки ворса. Затем полученную заготовку укладывают на вырубной штам и вырубают на участках между кольцами 4 и 5. Спицы 3 дл,я удобства удалений выполнены из двух половин, скреп- ленньк концами при помощи шарнира од- ностороннего и со ступеньками - посадочными гнездами на других концах. При установке спица 3 образует в шарнире тупой угол, что позволяет ей не складьтаться при наматьшании очисти- теЛьного элемента, съем спицы 3 производится выводом ее из положения тупого угла, т.е. нажатием на шарнир в сторону основания тупого угла. Ворс может быть выполнен из любой проволо- ки, каЬроновой лески и других материалов ,
П р им е р .2. Изготавливают дисковую щетку с капроновым ворсом, на- диаметр 100 мм, внутренний диаметр- 25 мм, толщина 10 мм. Кольца сердечников диаметром AQ.H ПО мм скрепляют спицами длиной 35 мм в количестве 8 шт. Сердечник устанавливают на станок и на него наматывают капроновую леску диаметром 0,5 мм со скоростью 300 витков в минуту. Затем заготовку промывают по местам изгиба ворса эпоксидным компаундом и в наборе из двух сердечников с размещенной между ними дисковой прокладкой скрепляют металлическими фланцами при помощи заклепок 6 шт. Спицы удаляют перед заклепкой. По окончании клепки производят вырубку (разрезание) ворса на участках между кольцами сердечника.
формула изобретения Способ изготовления круглых щеток, заключающийся в получении заготовки путем сборки кольцевых сердечников с размещением на каждом из них нитевидного материала ворса с последующим размещением полученных заготовок в прессе с чередованием между ними прокладок из термопластичного материала и прессованием, отличающий- с я тем, что, с целью повышения производительности, сборку каждого кольцевого сердечника осуществляют путем соединения между собой посредством спиц двух концентричных колес, операцию размещения нитевидного материала производят пу.тем намотки бесконечного нитеввдного материала на участки колец между спицами, после чего спицы удаляют, а после прессования осуществляют разрезание нитевидного материала на участках, расположенных меж ду кольцами с одновременным получением пары щеток.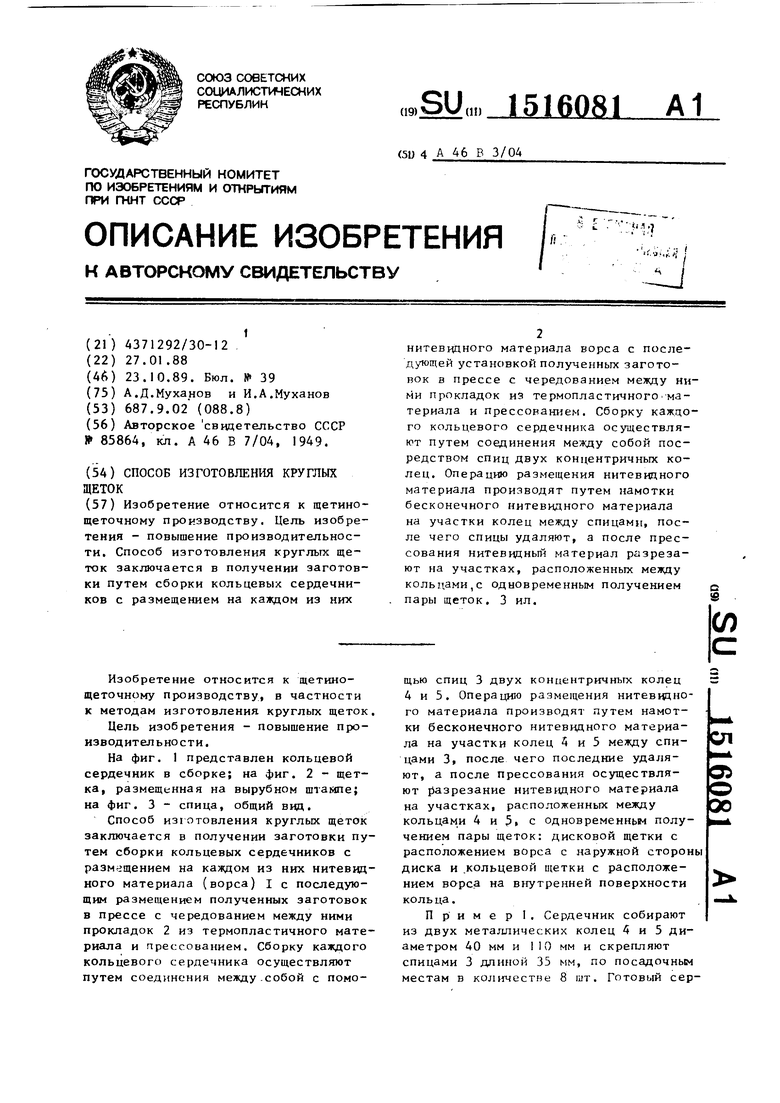
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцовых щеток | 1989 |
|
SU1651842A1 |
| Оправка для намотки нитевидного материала ворса при изготовлении щеток | 1987 |
|
SU1630782A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ЩЕТКИ | 1992 |
|
RU2050812C1 |
| Способ изготовления механических щеток | 1979 |
|
SU858747A1 |
| Способ изготовления щеток | 1987 |
|
SU1567171A1 |
| Устройство для изготовления щеток | 1989 |
|
SU1729448A1 |
| Устройство для изготовления торцовых щеток | 1988 |
|
SU1639612A1 |
| КОЛЛЕКТОР ВЕНТИЛЯТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2514897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Намоточная головка к станку для кольцевой намотки | 1980 |
|
SU920867A1 |
Изобретение относится к щетино-щеточному производству. Цель изобретения - повышение производительности. Способ изготовления круглых щеток заключается в получении заготовки путем сборки кольцевых сердечников с размещением на каждом из них нитевидного материала ворса с последующими установкой полученных заготовок в прессе с чередованием между ними прокладок из термопластичного материала и прессованием. Сборку каждого кольцевого сердечника осуществляют путем соединения между собой посредством спиц двух концентрических колец. Операцию размещения нитевидного материала производят путем намотки бесконечного нитевидного материала на участки колец между спицами, после чего спицы удаляют, а после прессования нитевидный материал разрезают на участках, расположенных между кольцами, с одновременным получением пары щеток.
I
ф14гЛ
фие.г
Ifit ut.3
| Способ изготовления круглых щеток | 1949 |
|
SU85864A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
