1-1
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое устройство для автоматического регулирования толщины полосы при прокатке | 1986 |
|
SU1375367A1 |
| Гидравлическое устройство для автоматического регулирования толщины полосы при прокатке | 1984 |
|
SU1233973A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство для регулирования раствора и профиля валков листопрокатного стана | 1981 |
|
SU1014615A1 |
| Устройство для гидроизгиба рабочих валков непрерывного прокатного стана | 1986 |
|
SU1359037A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
Изобретение относится к прокатки, а именно к контрольным и регулирующим устройствам прокатных станов, и может быть использовано для уменьшения продольной и поперечной разнотолщинности полос, прокатываемых на непрерывных прокатных станах, в частности на непрерывных широкополосных станах горячей прокатки. Цель изобретения - повышение точности регулирования толщины головных участков полосы и устойчивости прокатки путем обеспечения зависимости величины корректирующего давления в гидроцилиндрах перед входом полосы в клеть от деформации клети. Поставленная цель достигается тем, что при входе головной части полосы в клеть по сигналам измерителя 13 и задатчика 14 усилия с помощью сумматора 15 и множительного блока 16 рассчитывают снижение давления в гидроцилиндрах, возникающее вследствие деформации клети и корректируют заданную величину давления. 1 ил.
СЛ
о:
СП
00
Изобретение относиICH к прокатке, а именно к контрольным и регулирующим чпройггвам прокатных станов, и может оьпь Hciio.ib и)вано д.тя уменьшения продольной и 11()Г1е)ечной разнотолщинности по.тос, прокатываемых на непрерывных прокатных станах, в частности на непрерывных ишрокополосных станах горячей прокатки.
Цель изобретения - повышение точности регу.пнрования то. ицины головных хчастков нолосы и устойчивости прокатки путем обеспечения зависимости величины корректирующего давления в гидроцилиндрах неред иходом полосы в клеть от деформации клети.
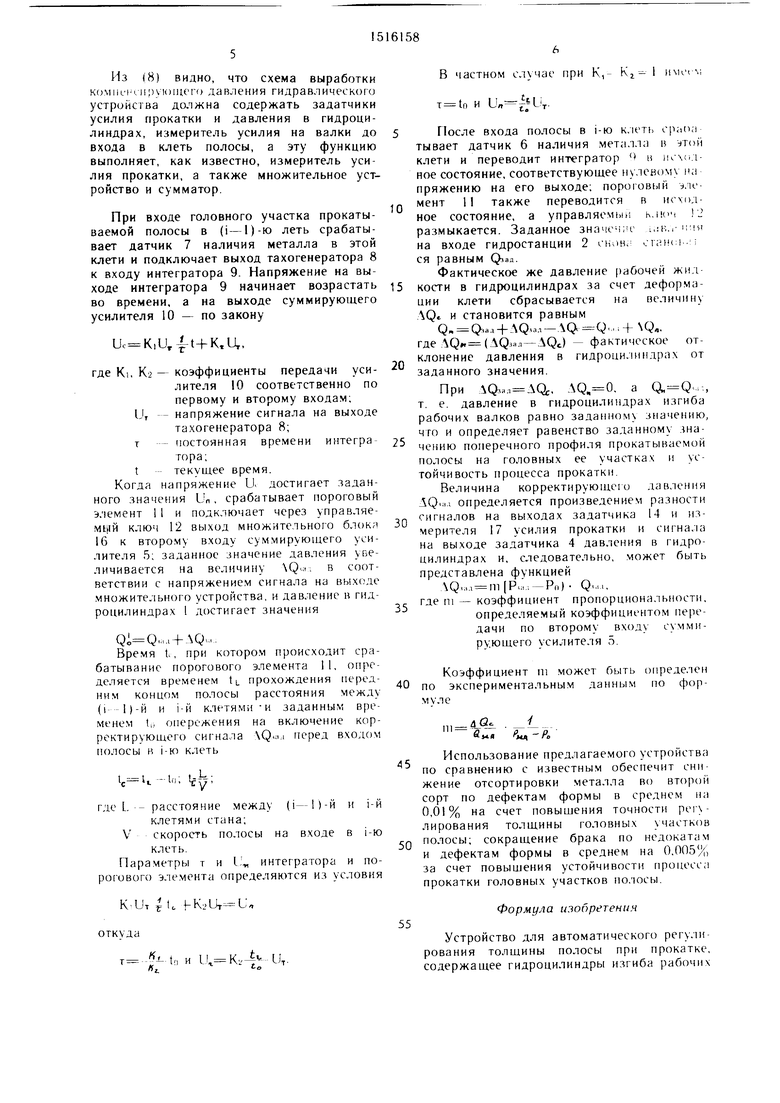
fla чертеже |;|1едста в;1ена структурная схема усг)1ойсгва .1. 1Я автоматического )егулироваиия ю, i i;i:.i пы полосы при прокатке.
Ус 1 poiic iiio для ;пч :)мати чес кого регулирования T(),iuuiHi,i полосы при прокатке содержит гидр|)ци. пм1д|пл 1 подушек i-й к.-1еги, соединенные с i идрос анцией 2, датчик : и задатчпк 4 .ишлення в гид- роци.тиндрах. первый ич Ki-()|ibix соединен с
гидростанцией
HeiiiK po. u i.riiiio, а ВТО-
оичерез первый сумм;|р К)П1пи усилите.чь S, датчик (i па. 1ичии Mi ra.i. ia в i-й клети, датчик 7 па.личия .мма.ма ,1-1/-й клети, 11ос. 1ед()вательн( сое.чииенныс laxore- ператор 8 ,М-1/-й к.тетн , 11 .) Я, второй суммирую1ций усп.питель И), пог/п- говый элемент 11, выход ко К))11и;; соединен с входом у||)аг.лепия уира;;. :Яемо1 о K, 12, выход которого (.(кмипеи с нто- рым в.ходом су.мми|1ук)ше1 о чсили ю.чя 5, датчики 7 п ( наличми металла соединены соответсг15енно t BTOjiM.M и ipeibHM входами 11нтег)атора U, а вто)он 5ход второго су.ммир} К)1цего уси;|ите, 1и К) соединен с выходом Taxoi eHejnnopa 8 (i-)-ii ic.ieTii, измеритель 13 и задат пич 14 ,-и.нгте- тя прокатки и пос. 1едоиате, |ьно сое uiленные сумматор 15 п М;1ожии . ;ьиь1.1 ; O iot, Hi. выход KoTOpoi o соедияе . с ;.()..t) ;ра,;.- .тяемого к,тюча 12, из.мерпте,:, л и .ia. iarЧИК 14 усИ, 1ИТеЛН npoK. la.lKi; с; . .l.ii lii ll/.; Г;:;;: кчствепно с мерным и i;::: i, 1;..П1 суммато 5а 15, BT iiimi 3x0:1 мпо/ки .мь юго олока К) соедннен с выходч--: i.naT iii- ка 4 дав. К Ния в |-идроци.11П1.1ра..
Устройство работает следуннцим опразом.
При перестройках стана иа прокат л- ваемый сортамент (полоса в клетях (iT- сутствует) на задатчиках 4 и 14 мчаяав лнвают соответственно заданные .шаче.чия Q 1 и Р :. давления в (1иплинд- рах I нротивоизгиба рабочих р.а.ммЧ и си- лия прокатки.
Если давление Q в гидроцилинд.|1ах I не равно заданному значению (,):;, пол. действием гидростанции 2 оно начинает изменяться, пока сш нал па В1 1ходе .чагчика , 5
0
0
5
0
5
0
0
5
не сравняется с сигналом задатчика 4; при этом давление в гидроцилиндрах устанавливается равным заданному, т. е. ,Q,:,i, где QO - первоначально заданное давление в гидроцилиндрах.
Сброс давления AQc в гидросистеме изгиба валков при входе полосы в клеть можно определить исходя из известного уравнения для замкнутой системы
Q. V const, (1)
где Q и V - соответственно давление и объем рабочей жидкости в гидросистеме.
Дифференцируя уравнение (1), переходя от бесконечно малых приращений к конечным и принимая во внимание, что изменение объема V при входе полосы в клеть связано только с деформацией клети, находим соотношение между приращением давления и изменением положения гидроцилиндров Лх
Q -K QAx (2)
где К шктоянная, определяемая конструктивными параметрами гидросистемы.
В момент входа полосы в клеть давление в гидросистеме соответствует сумме заданно1Х) Qiin (в соответствии с требуемым нрофилем полосы) и корректирующего Q.. давлений, т. е.
Q {{.{,. )Q.,.,,.,, (3) В свою очередь параметр .Лх пронор- ционалег деформации клети под действием перепада давления на прокатные валки при входе полосы в клеть и, следова- гельно, может быть представлен уравнением
(Р . -Ро). (4)
где К коэффициент , определяющий перемепк ние подушек рабочих валков
под действием усилия прокатки;
Р I: з; :данное номинальное усилие про| атки;I ll начальное усилие на валки (уси,;ие забоя валков),
in : I р,;5я, что .Q ---AQ. , представим с , JV (,} 11 (4) выражение для сбро- . I ;1.;, .:c;i,iH (2) в окончательном виде
Q . К(Р.., Po)(Q....,+AQ.,..), (5) |д К--К К - коэффициент пропорциояальности.
Алгорит.м расчета корректирующего давления .::. определяют из условия
Q,., Q.(6)
1 ;).1С1 ави15 условие (6) в уравнение (5) и проведя простейшие преобразования, 11олуч ,ем
,P -P)Q-- (7)
(ia 11р;:к1 1ке имеет место соотношение .., при этом К{ Р... -Ро)«1, а выражение для расчета компенсирующего да1 ,ления (7) может быть переписано в упрощенном виде
0.(Рьм-Р„) . Q.,a.,(8)
Из 18) видно, что схема выработки KOMiii-Hciiрующего давления гидравлического устройства должна содержать задатчики усилия прокатки и давления в гидроцилиндрах, измеритель усилия на валки до входа в клеть полосы, а эту функцию выполняет, как известно, измеритель усилия прокатки, а также множительное устройство и сумматор.
При входе головного участка прокатываемой полосы в (i-1)-ю леть срабатывает датчик 7 наличия металла в этой клети и подключает выход тахогенератора 8 к входу интегратора 9. Напряжение на выходе интегратора 9 начинает возрастать во времени, а на выходе суммирующего усилителя 10 - по закону
,U,ft+K.U.
где Ki, К2 - коэффициенты передачи усилителя 10 соответственно по первому и второму входам; UT - напряжение сигнала на выходе
тахогенератора 8;
т - постоянная времени интегратора;
tтекущее время.
Когда напряжение LJ. достигает ладанного значения Un, срабатывает пороговый элемент 1I и подключает через управляе- М1|1Й ключ 12 выход множительного блока 16 к второму входу суммирующего усилителя 5; заданное значение давления увеличивается на величину Q..:.: в соответствии с напряжением сигнала на выходе множительного устройства, и давление в гидроцилиндрах I достигает значения
,a.. + AQ.,.
Время I, при которо.м происходит срабатывание порогового элемента 11, определяется временем tt прохождения передним концом полосы расстояния между (| 1)-й и i-й клетями И заданным временем t,;, опережения на включение корректирующего сигнала QaA перед входом полосы в i-ю клеть
t1 - I/, t-i
LJ li1(1, If у,
где L - расстояние между (i-Г)-й и i-й
клетями стана; V скорость полосы на входе в i-ю
клеть.
Параметры т и 1, интегратора и порогового элемента определяются из условия
t-t. откуда
,, и и, К,4- UTn,to
В частном случае при К,- Kj- 1 inu t
tt
и .
0
5
0
5
0
5
в MCM),1h.iK.M 2
i.:P,.r i 1Я
сг;ми:ь.:;
После входа полосы в i-ю к.кчь орао; тывает датчик 6 наличия металла в этой клети и переводит интегратор и .i- ное состояние, соответствующее нулевому на пряжению на его выходе; пороговый элемент 11 также переводится ное состояние, а управляемы размыкается. Заданное значеч; на входе гидростанции 2 снон. ся равным рзад.
Фактическое же давление )абочей жил кости в гидроцилиндрах за счет деформации клети сбрасывается на величину AQt и становится равным
Q, (a., + AQ.a.,-AQ Q.,. + Q,. где AQ. (AQsa.-AQc) - фактическое отклонение давления в гидроцилиндрах от заданного значения.
При AQ3,.,AQ;, AQ, 0. а .:, т. е. давление в гидроцилиндрах изгиба рабочих валков равно задамном значению, что и определяет равенство заданному значению поперечного профиля прокатываемой полосы на головных ее участках и устойчивость процесса прокатки.
Величина корректирующею давления AQia.i определяется произведением разности сигналов на выходах задатчика 14 и измерителя 17 усилия прокатки и сигнала на выходе задатчика 4 давления в гидроцилиндрах и, следовательно, может быть представлена функцией
AQ,.,l, -Рп)- д.„л, где П1 - коэффициент пропорциональности, определяемый коэффициентом передачи по второму входу суммирующего усилителя 5.
Коэффициент П1 может быть по экспериментальным данным муле
определен по фор,4J2
a«.
«л-А
Использование предлагаемого устройства по сравнению с известным обеспечит снижение отсортировки металла во второй сорт по дефектам формы в среднем на 0,01% на счет повыщения точности лирования толщины головных участков ПОЛОСЫ; сокращение брака по недокатам и дефектам формы в среднем на 0,005% за счет повышения устойчивости процесса прокатки головных участков полосы.
Формула изобретения
Устройство для автоматического регу-чи- рования толщины полосы при прокатке, содержащее гидроцилиндры изгиба рабочих
в;кчк()В. соединенные с гидростанцией, датчик и задатчик давления в гидроцилиндрах, ил которых соединен с гидростанцией непосредственно, а второй - через первый суммирующий усилитель, датчик наличия металла в i-й клети, датчик наличия металла в (1-1)-й клети, последовательно соединенные тахогенератор (|-1)-й клети, интегратор, второй суммирующий уси.итель и пороговый элемент, выход которого соединен с входом управления управляемого ключа, выход которого соединен с вторым, входом первого суммирующего усилителя, датчики наличия металла соединены соответственно с вторым и 1)еты1м входами интегратора, а второй вход fiioporo cyMMiipyHMuei o усилителя соединен
с выходом тахогенератора (1-1)-й клети, отличающееся тем, что, с целью повышения точности регулирования толщины головных участков полосы и устойчивости прокатки
путем обеспечения зависимости величины корректирующего давления в гидроцилиндрах перед входом полосы в клеть от деформации клети, оно снабжено измерителем и задатчиком усилия прокатки и последовательно соединенными сумматором и множительным блоком, выход которого соединен с входом управляемого ключа, измеритель и задатчик усилия прокатки соединены соответственно с первым и вторым входами сумматора, а второй вход
множительного блока соединен с выходом задатчика давления в гидроцилиндрах.
| Гидравлическое устройство для автоматического регулирования толщины полосы при прокатке | 1986 |
|
SU1375367A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
