i
сл

| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр валков для винтовой прокатки круглых профилей | 1983 |
|
SU1122378A1 |
| Правильный калибр | 1977 |
|
SU683830A1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| Установка комплексного автоматического контроля качества и сортировки | 1973 |
|
SU468659A1 |
| Косовалковая машина для правки труби пРуТКОВ | 1978 |
|
SU848118A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНЫЙ КАЛИБР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011452C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для правки. Цель изобретения - повышение качества правки заготовок. Правильный калибр состоит из двух развернутых относительно оси правки вогнутых валков (В). Поверхность (П) одного из В образована сопряженными между собой двумя крайними линейчатыми П второго порядка и средней цилиндрической П, длина которой равна 30...33% длины В. Боковая П второго В образована двумя линейчатыми П второго порядка, прямолинейные образующие которых смещены параллельно в противоположные стороны относительно середине В на величину 0,75...1,0 разности радиусов торца и горловины В. 2 ил.
Изобретение относнгся к обработке металлов давлением, а именно к ci|i iiicTBaM для правки.
Ие.чью изобретения является обеспечение качественной правки заготовок повы- nieHHoii жесткостн из высоко11|)очных .марок стали, требующи.х больши.х величин прогибов.
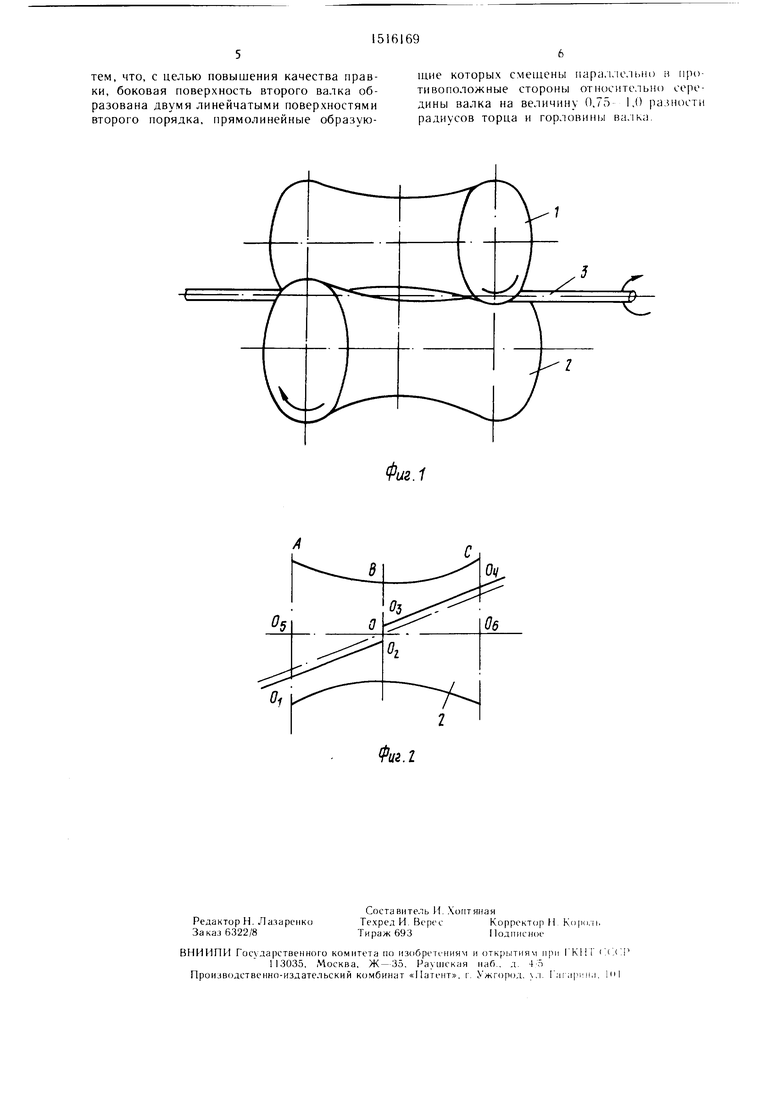
На if.nir. 1 изображен . ii, калнб|); на ())И1. 2 -- реконструируе П)111 в;1,1ок.
Иравил1 ный калибр состпш из Hapi,i валков, расположенны.х под yiMoM д|пг к другу. Ва. юк 1 ,1нен с комбиниронанно) не- разрывно11 профилировкой, со етаюшей прямолинейную часть в се)еднне бочки валка протяженностью (З0...33)(, длины валка, пере.ходящун) в криволинейную, нредстав- ляюшую .чинейчатук) поверхность второго порядка. Боковая повер.хность валка 2 образована двумя линейчатымн новер.хностями .ЛВ и В(. второю порядка, у которых прямо- ,:niHeiiiibie образуюцще С)., О, и смешены в нротивоио. 1ожн1,1е стороны относнте, 1ь- но середины валка О на ве,1ичнну 00
IIOj Ч0,75... 1,0), где разность (аднусов ва,1ка по торцам и гор,1овине Д .-VOs ВО. За счет смещения нрямо.1ине111Ц 1.х образующих О,Ог и 0,()ц относите,1ьно середип1 1 ва,1ка обеспечиваются уве. щченне кривизны бoк( повер.хности ABC нрофи, 1я валка 2 с одновременным увеличением длины участка н,1астнческой деформации и соответственно возможность увеличения прогиба прутка 3 и изгибающих моментов для бо.чее полной II качественной нроработки его максимальными деформа1Ц1Ями. Кроме того, за счет больше кривизны 6oKOBoii пслк рхности валка 2 с сохранением контакта прутка но всей д, |11не ее поверхности обеснечнвается более iKxiHbii i охват нериметра прутка 3 ва.жом 2, что позволтет стабильно удерживать пруток 3 в зоне деформации от поперечно о изгиба и выброса за пределы ва, 1ков крпво, 1инейны- мн участками .В и ВС валка 2 и криво,1и- неГшыми участками ва,1ка 1. выполняющими ituiiKiuiio направляющего .чемента. Это особенно важно для правки нрутков ма,1ого дна- метра, имеющих |щзкую жесткость, н|)авка
СП
О5
а со
которых .ипрудиеиа п связи с неустойчивостью и H;I ни 1И11Л)ическом участке валка с ; u i6iiiiii|ioiuiiin()ii профилировкой, имеющем зпачп ,11ук) протяженность.
Как пока иып результаты проведенных исс.к доиапий, при одпоименной гинерболоид- noii пр(1(|)и. 1иронке валка величина охвата п()И1 1)посгп |1|)утка со стороны его бурта и I ор. loHiini) при раз.шчиых углах разворота ис прсньппает (i полуиериметра прутка, ч го янпо псдостаточно для устойчивого по- .южспия прутка и зопе деформации и требу- С1 11|111 1спе11пя дополнительных технических r)c;icTi для его удержания. Увеличение ох- нага каждым из валков пс верхности прутка оолсс ,) его по:1упериметра при косовал- К()«)й nfKiHKc па двух ва.1ковых мап1инах и iuMii4oniic при :1том значений прогибов пр 1ка ()каза.1псь возможными то.тько при (здап11и 11|1о(()и. 1ировки валков со смешени- П()ямолппеГп1ы образующих нолопип вал- ка пара. 1.1С.1Ы11) к п)отивоп()ложные сгороны 01 посп ГС. п,по ссредипы валка. Причем уве- .иГ И Пис очна га валками прутка прямо про- П1))1П(1П.1.1ЬП(1 ис.1пчппе смешения прям(.)ли- )1 образуlonuix.
ве.1ичспие охвата валками иоверхпос- 111 п|)у1ка повышает устойчивость прутка в зоп1 де(})о|1 1апии и при достижении ве,тичи- иы см(. пи 1П1я образук)ии1х, равной 0,75 раз- пины pa.invcoB ia. iKa но торнам и горловине, обеспечивается охват 75% полуперимет- ра прутка одппм из валков и эффект стой- чп1;()С111 сгабп.1пзп)уется. Дальнейн1ес увели чсппе гого параметра еще больше noBbinia- с1 усгопчпвосгь прутка. Однако величина смепцшия ооразукмппх пс должна превы- П1ат1, разности |1адиусов по торнам и гор- .loiiiine (чго соответствует охвату прутка одпим И Ba.iKoB более полу периметра прутка), так как эго приводит к иевозможнос- ги осушесгв,лепия проиесса правки из-за за- кр1,пия мсжвалкового зазора в местах входа и|)утка и ва.1ки и его выхода.
Пример I. Изг(ггавливают пару валк(.)в .ыя п)авки прчтков диаметром ( 15...25) мм.
Поверхность одного из валков иары в исптра:П)По11 части имеет нилиидрически участок протяженностью (Ю мм (ЗО /о всей д:п1Ш 1 lUL iKa), переходящей в криво. 1И пей- пые участки, образованпые линейчатой ио- вс 1 посгыо вто|)ого порядка (однополосный ипербо. юид). Уго:1 образующей криво, 1иией шлх учасгков 25 . Поверхность второго ва,- ка образована двумя линейчатыми поверх- посгямп вго|н)го 11О)ядка, прямолинейные об (шзуюшпс кого)ых смешены нара. 1ле,:1ЬП1) в протпвопо. южные сторопы относительно середины ва, 1ка па 7,5 мм. Угол образующих криво.пшейных ччастков, как и для первого ва.1ка. состав.мяет 25, однако за счет смешения прямо. 1ипс11пых образующих боковой по- вс)постп в пр, i пвоположные сторо
0 f.
0
5
5
0
5
0
ны относительно его середины обеспечивается большая, но сравнению с первым валком, кривизна его боковой поверхности. Так нри одном и том же диаметре г орловин валков 100 мм диаметры по торца.м составляют 110 мм для первого и 120 мм для второго валка.
Исследования по правке прутков из легированных и углеродистых марок стали в предлагаемом калибре показали, что - смешение прямолинейных образуюших относительно середины валка обеснечивает возможность увеличения кривизны криволиней- 1ых участков валка без увеличения угла образуюших, величина которого в 25° является макси.мальиой для правильных машин, в которых используются валки подобной конст рукнии: - увеличение кривизны боковой поверхности валка обеспечивает увеличение прогибов прутка и изгибаюших моментов, что позволяет обрабатывать прутки из труд- подеформируемых сталей, а также обеспечивает более полный охват периметра прутка валком, что надежно удерживает пруток в очаге деформации от выброса его за пределы калибра без направляюших элементов; -- п)именение новой профилировки валков калибра увеличивает протяженность участка пластической деформации за счет более полного контакта нрутка с валками; - процесс правки протекает стабильпо при обработке всего сортаментного ряда прутков, кривизна прутков уменьшается с 0,5 до 0,25...0,30 мм/ /пог.м. Кроме того, - при обработке в ка- .чибре прутков диа.метром свыше 25 .мм они вытесняются из межвалкового зазора, вследствие чего качество поверхности по нрямоли- пейностн ухудшается и создается аварийная ситуация (пруток не попадает в направляющую воронку), провести обработку в калибре прутков диаметром менее 15 мм невозможно из-за закрытия межва.ткового зазора.
Пример 2. .Аналогичные результаты получены прп правке прутков диаметром 30... 40 мм. В этом случае один из валков выпол- неп в полном соответствии с первым валком ijapbi для правки прутков диаметром 15... 25 .мм. У второго валка при угле образуюших криволинейных участков 25 за счет их смешения относительно центра валка на 15 мм при диаметре горловины 100 мм диаметр по торцам состав. 1яет 135 мм.
Формула изобретения
Прави,льный калибр, содержаший два развернутых относительно оси нравки вогнутых валка, боковая поверхность одного из которых образована сонряженными между собой двумя крайними линейчатыми поверхностями второго порядка и средней цилиндрической поверхностью, длина которой равна 30...33% длины валка, отличающийся
тем, что, с целью повышения качества правки, боковая поверхность второго валка образована двумя линейчатыми поверхностями второго порядка, прямолинейные образующие которых смещены параллельно в противоположные стороны относительно середины валка на величину 0,75 1,0 разности радиусов торца и горловины валка.
| Правильный калибр | 1977 |
|
SU683830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
