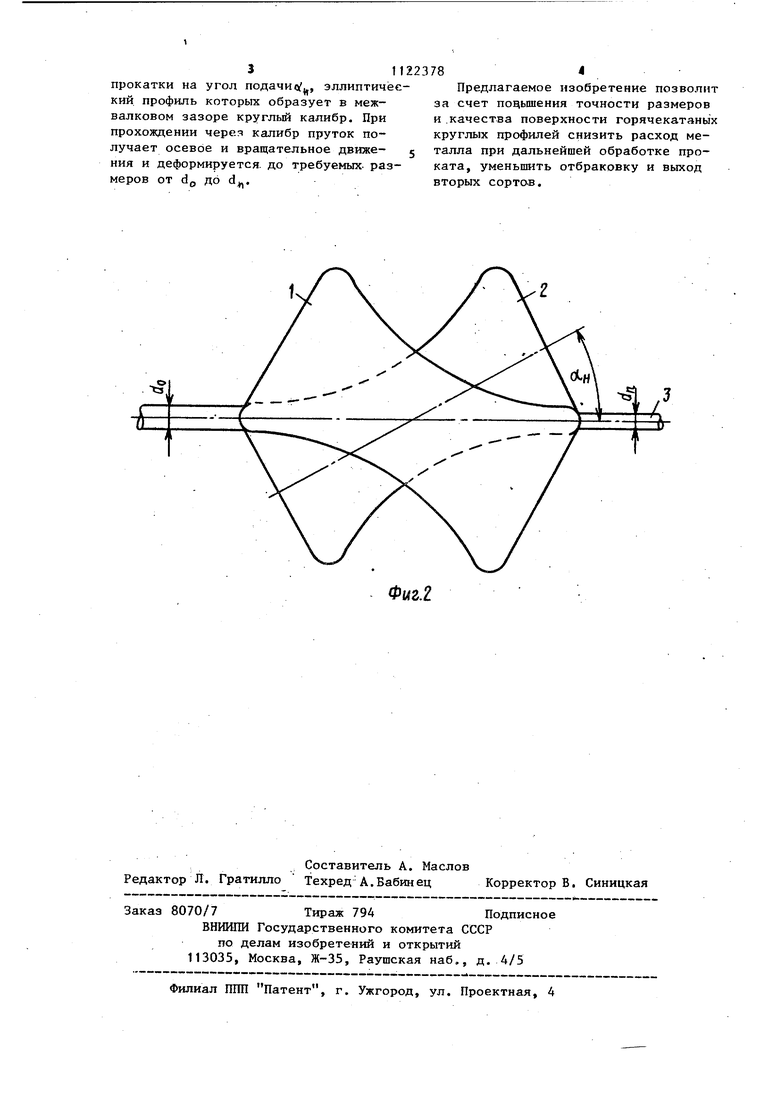
5 . . Jin «I. ФшГ Изобретение относится к прокатному производствуj конкретнее к калибровке валков, используемых для винтовой прокатки и правки круглых профилей , Известен калибр валков косовалковой правильной машины, образованной двумя валками, установленными под некоторым углом к оси правки. Один из валков выпуклый,, а другой вогнутый. Ияделие, получая вращательнопоступательное движение, подвергается знакопеременному изгибу во всех плоскостях и по всей длине l . Недо.статком данного калибра является невозможность удержания раската в зоне деформации без дополнительньпх приспособлений, применение которых затрудняет процесс прокатки. Кроме того, наличие изгиба прутка в этом случае снижает точность размеров профиля и качество поверхности готовой продукции. Наиболее близким к изобретению по технической сущности является калибр валков для винтовой прокатки круглых профилей, образованный линей чатыми поверхностями второго порядка ручьев двух косорасположенных валков Калибр образован двумя вогнутыми валками, боковая -поверхность одного из которых образована- линейчатой поверхностью второго порядка, преимущественно типа однополостного гиперболоида, а боковая поверхность другого валка образована сопряженными между собой цилиндрической и двумя линейчатыми поверхностями второго порядка, при этом длина участка, образованного цилиндрической поверхностью, равна (30-33%) всей длине, бочки валка, а отношение углов раз ворота прямолинейных образующих линейчатых поверхностей второго порядк одного валка к соответствующему углу разворота прямолинейной образующей другого валка равно 0,75-0,85 2j , Применение известного калибра по воляет устойчиво вести процесс обработки, -но только при правке профилей В случае использования его при прок ке в связи с гиперболоидной профилировкой валков и в особенности в связи с наличием прямолинейного участк в средней части одного из валков калибру также присущи неустойчивость положения профиля в зоне деформации возможность искажения профиля (оваль кость) и ухудшения качества поверхности. Целью изобретения является повышение устойчивости в процессе лрокатки, точности размеров и качества поверхности прокатываемого профиля. Поставленная цель достигается тем, что в калибре валков для винтовой прокатки круглых профилей, образованном линейчатыми поверхностями второго порядка ручьев двух косорасположенных валков, профиль ручьев валков выполнен в форме полуэллипсов с отношением высоты эллипса к его ширине, равным синусу угла разворота валков к оси прокатки. На фиг. 1 показан калибр валков, .вид в плане; на фиг. 2 - расположение валков при формировании профиля. Калибр валков (фиг. 1) образован ручьями валков 1 и 2, профиль которых выполнен в форме полуэллипсов. При этом отношение высоты эллипса, равное высоте калибра Hj, к его ширике В, равно синусу угла разворота валков isCj к оси прокатки, В этом случае согласно эллиптическому закону изменения профиля валков высота калибра равна Д -1аметру прокатываемого профиля d, dn При таком законе а ширина изменения профиля валков и соотношении высоты калибра, его ширины и рабочего угла разворота валков к оси прокатки проекции формы межвалкового зазора в плоскости, перпендикулярной оси прокатки при рабочей . установке валков, представляет собой круг, равный диаметру прокатываемого профиля. Охват периметра прутка контуром калибра обеспечивает устойчивость раската ..в зоне деформации, повышает эффективность выкатывания микродефектов поверхности проката, снижает исходную кривизну прутка за счет увеличения числа элементарных перекаток его сечений вобъеме калибра. Процесс производства круглого профиля с применением предлагаемого калибра валков двухвалковых станов винтовой прокатки любого типа осуществляется следующим образом, Горячекатанный пруток 3, полученный на станах либо горячей продольной прокатки, jDi6o винговой (прошивкой при трубопрокатном производстве), подается к косорасположенным валкам 1 и 2, развернутым относительно оси
прокатки на угол подачи oil, эллиптический профиль которых образует в меж- валковом зазоре круглый калибр. При прохождении черея калибр пруток получает осевое и вращательное движе- j ния и деформируется, до требуемых, размеров от dn до dj..
Предлагаемое изобретение позволит за счет поцьпиения точности размеров и качества поверхности горячекатаных круглых профилей снизить расход металла при дальнейшей обработке проката, уменьшить отбраковку и выход вторых сортов.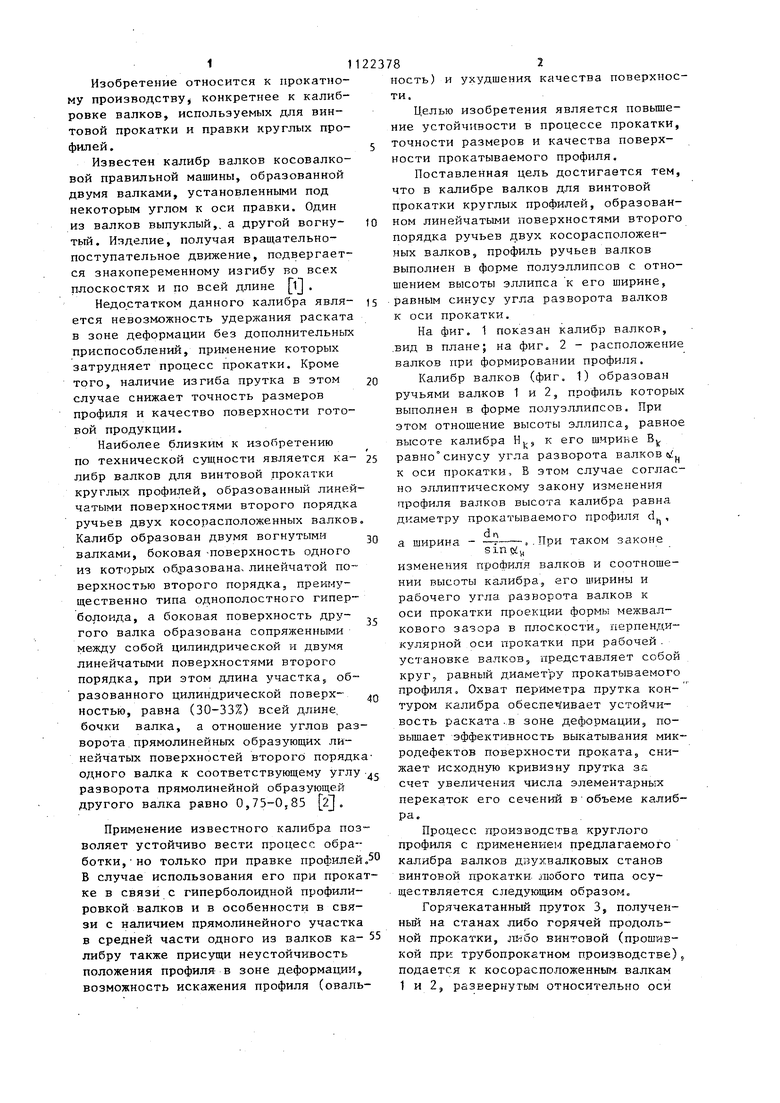
| название | год | авторы | номер документа |
|---|---|---|---|
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Предчистовой калибр для прокатки круглой стали | 1978 |
|
SU774622A1 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2293615C1 |
КАЛИБР ВАЛКОВ ДЛЯ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ, образованный линейчатыми поверхностями второго порядка ручьев двух косорасположенных валков, о т л и ч .а ю щ и йс я тем, что, с целью повышения устойчивости в процессе прокатки, точности размеров и качества поверхности прокатываемого профиляj профиль ручьев валков выпрлнен в форме попуэллипсов с отношением высоты эллипса к его ширине, равным синусу угла разворота валков к оси прокатки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Слоним А.З., Сонин А.Л | |||
| Машины для правки листового и сортового материала | |||
| М., Машиностроение, 1975, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Правильный калибр | 1977 |
|
SU683830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
