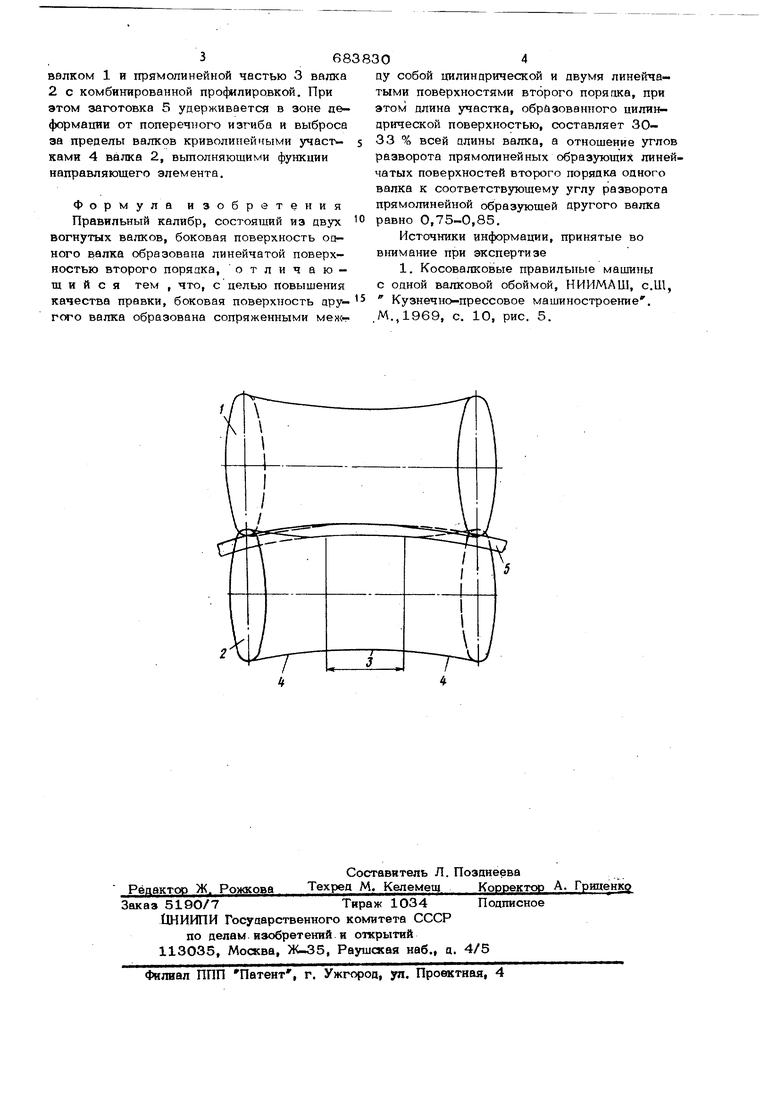
Изобретение относится к обработке мэталлов давлением, а именно к устройствам аля правки. Известен правильный калибр, состотций из двух вогнутых валков, боковая поверхность оаного валка образсдаана линейчатой поверхностью второго порядка . Недостатком этого калибра является невозможность качественной правки изд&лий без дополнительных приспособлений. Целью изобретения является повышение качества правки. Указанная цель достигается тем, что боковая поверхность второго валка образована сотряжёнными между собой цилиндрической и двумя линейчатыми поверхностями второго паряааа, при этом длина учаоткй, образоваииого цилиндрической поверхностью, составляет 30-33 % всей длины валка, а отношение углов разворота прямолинейных образующих линейчатых поверхностей второго порядка одного валка к соответствующем/ углу разворота прямол нейной образующей другого валка равно 0,75 - 0,85. На чертеже изображен правильный калибр. Калибр состоит из пары валков 1 и 2, расположенных под углом друг к другу относительно оси правки, содинаковым днavfSTpoM посередине бочки. Валок 1- вогнутый с линейчатой поверхностью второго поряака (преимущественно оцнополостный гиперболоид), а второй валок 2 выполнен с комбинироваиной профилирсжкой, сочетающей прямолинейную часть 3 в середине бочки валка, равную % его длины и переходяпцую в криволинейную 4, представляющую собой линейчатую поверхность второго порядка (преимущественно однополостный гиперболоид), отношение угла образующей которой к соответствующему углу первого валка составляет 0,75 - 0,85. При прохождении металла между двумя валками, расположенными под углом друг к другу относительно оси правки, процесс; правки осуществляется между вогнутым 68 валком 1 и прямолинейной частью 3 валка 2 с комбинированной профилировкой. При этом заготовка 5 удерживается в зоне деформации от поперечного изгиба и выброса за прейалы валков криволинейными участками 4 валка 2, вьшолняющими функции направляющего элемента. Формула изобретения Правильный калибр, состоящий из двух вогнутых валков, боковая поверхность одного валка образована линейчатой поверхностью второго порядка, отлич ающ и и с я тем , что, сцелью повышения качества правки, боковая поверхность друГОТО валка образована сопряженными меж0цу собой цилиндрической и двумя линейчатыми поверхностями второго порядка, при этом длина участка, образованного цилиндрической поверхностью, составляет 3033 % всей длины валка, а отношение углов разворота прямолинейных образующих линей, чатых поверхностей второго порядка одного валка к соответствующему углу разворота прямолинейной образующей другого валка равно 0,75-0,85. Источники информации, принятые во внимание при экспертизе 1. Косовалковые правильные машины с одной валковой обоймой, НИИМАШ, с.Ш, Кузнечно-прессовое машиностроение. М.,1969, с. 10, рис. 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр валков для винтовой прокатки круглых профилей | 1983 |
|
SU1122378A1 |
| Правильный калибр | 1987 |
|
SU1516169A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Косовалковая правильная машина | 1990 |
|
SU1754265A1 |
| Технологический инструмент редукционного стана | 1983 |
|
SU1168306A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| МАШИНА ДЛЯ ПРАВКИ ТРУБ | 1970 |
|
SU267312A1 |
