(Л
с:

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2004 |
|
RU2254196C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347669C1 |
| ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347668C1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
| Устройство для отделочно-упрочняющей обработки винтовых поверхностей | 1990 |
|
SU1750934A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2237525C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения поверхности замковых резьб. Цель изобретения - расширение технологических возможностей. На инструменте, выполненном в виде диска, расположены три деформирующих элемента, два из которых на торцах выполнены в виде витков спирали Архимеда, а третий расположен между ними и имеет форму кольца. При этом деформирующие элементы на торцах выполнены согласно зависимости ρΑ = [H+R.SIN Α:2/(2φСОS Α/2)].φ, где H - высота профиля замковой резьбы
R - радиус закругления впадины замковой резьбы
α - угол профиля замковой резьбы
φ = 2φ - 4φ рад-угол поворота ролика вокруг своей оси. Это позволяет одновременно упрочнять впадины и боковые поверхности замковых резьб. 3 ил.
Изопрс I eiiiie относится к унргмшенпи профилей и 1;1жет быть использовано для упрочнении поверхности замков1)1 1)езьб
) изобре1ения «вляегся расшире ние тexн(.i(гичec llx возможностей инструмента за счет одновременного )|ения 6oKOBijix поверхностей и впа.ипи; замковой резьбы.
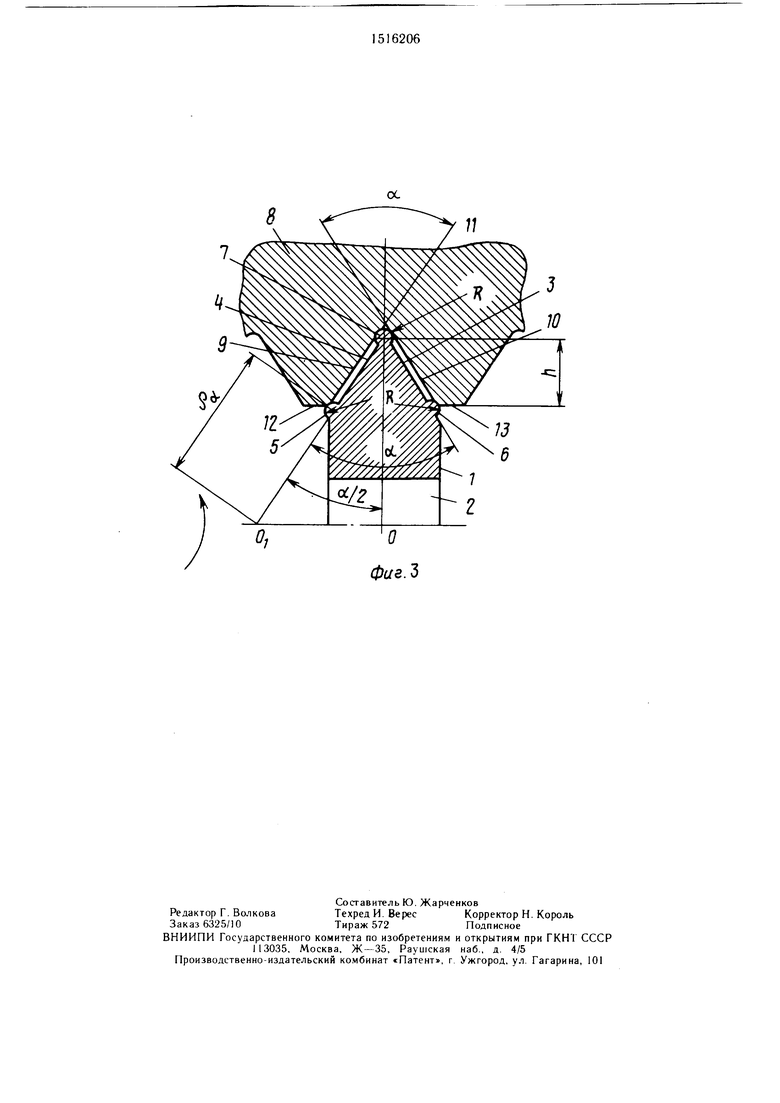
На фнг. 1 показан инс1р iciri д.1 у11рочнения замковой резьбы, o6iiiiiii вил. м- 4)иг. 2 вид А на фиг . 1; на (|)нг : -xc-v упрочнения замковой резьбы.
И-нстру.мент для хирочнения замковпц резьбы содержит диск 1 с пгк адочным ,: ве)стием 2 и коническими )Х11остчми ., и 4, на которых имгши-я спнра.1ьныг ц формиру K)Huie выступыli. вы11о,1не||ИЫ1
в виде витка спирали .| -г леда, сопрягаемые кольцевым де4и)рми| чним выступом 7. В прсмн ссе уп)очне11ия з.. чюй резьбы 8 (фиг 3) ииструмепт де(|)орv|.1 юшими вы ступами 5 7 одповремеипо в.апмодействуег с (.( боковыми новерхностимч 9 ) Ы и впадино1( 1 1
} качестве материала д,:я .:H
мента 1 С ОЛЬЗуЮТ ИНСТру К 1Т;1.и,;,(
ста, П.П1 твердые еплавы.
Уп;)очнепие за.мковой резьбы i;u 4.. м,м инсг|)ументом осу цсствляется с,с. образом.
/biCK 1 посадочным отверст; с ; 2 с::; )т па оправку, имеют} HI а.ьпый электропривод, которая р свою очс 1 рспитси на суппорте токар 1о-в М ; |и () станка (не показано). , ; i.K.i: H. i i;cii В а пен11я оправки к п,1оскост1, ipii) черс ось 11|)очпяе 101( замконо резьб|) 8 II пептр О 1о.. ра(ен 1од , вигка упрочняемой замко1Ю pt.. (,, а проекция ее оси вра1цен Я fia ка
, ОСКОСТ) iapa,1, r М.на ,. (i
через ре.ьбы 12 I . о. |11К и детал с .замковой . ко торую у рочняк)т, задают
01
го
о
направление вращения ролика противоположно направлению возрастания спиральных деформирующих выступов 5 и 6. После этого ролик вводят в контакт с впадиной 11 и боковыми поверхностями 9 и 10 упрочняемой замковой резьбы 8 и прижимают его к последней При взаимодействии кольцевого деформирующего выступа 7 и спиральных деформирующих выступов 5 и 6 с впадиной И и боковыми поверхностями 9 и 10 замковой резьбы 8 соответственно происходит поверхностная упруго-пластическая деформация с нагревом, вызывающим структурные превращения, в результате чего поверхностные слои металла упрочняются. Выбор такого направления вращения ро,ли- ка, когда точки контакта спиральных деформирующих выступов 5 и 6 с боковыми пиверхностями 9 и 10 упрочняемой замковой резьбы 8 перемещаются от ее вершин 12 и 13 к впадине 11, обеспечивает формирование в поверхностных слоях металла остаточных напряжений сжатия.
Наличие в инструменте кольцевого и двух спиральных деформирующих выступов обеспечивает одновременно упрочнение как впадины, так и боковых поверхностей замковой резьбы, что позволяет повысить плуатационную стойкость труб, а также производительность буровых работ.
ФиеЛ
Формула изобретения
Инструмент для упрочнения профилей, выполненный в виде диска, по периферии
5 которого выполнены два криволинейиых деформирующих элемента, причем начала канавок расположены каждое на соответствующем торце диска симметрично относительио друг друга, отличающийся тем, что, с целью расширения технологических возможностей за счет одновременного упрочнения боковых поверхностей и впадины замковой резьбы, в устройство введен кольцевой деформирующий элемент, расположенный между двумя деформирующими криволинейными
15 элементами, причем последние выполнены в виде витков спирали Архимеда, расстояние (J,, до осевой линии которых от оси вращения диска определяется по формуле
10
20
h + Rsin
(((.
2лга9
высота профиля замковой резьбы; радиус закругления впадины зам- ковой резьбы;
угол профиля замковой резьбы; 4л рад - угол поворота ролика вокруг своей оси.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
