Изобретение относится к области технологии нанесения покрытий для защиты деталей от коррозионного воздействия агрессивных сред, а также для придания заранее заданных свойств, например высокой износостойкости, коррозионной стойкости и др. Изобретение может также применяться для восстановления изношенных деталей до требуемых геометрических параметров при высокой адгезии напыленного слоя с основой.
Известен способ подготовки поверхности изделия под напыление, заключающийся в том, что после нарезания “рваной” резьбы на детали дополнительно проводят совместную операцию деформирования вершин “рваной” резьбы смещением ее верхней части в боковые стороны попеременно в левую и правую для образования полуанкерного замка и вибродинамическое упрочнение впадины “рваной” резьбы инструментом, выполненным в виде вилки, содержащей ось, параллельную оси изделия, на которой по свободной посадке укреплен профильный ролик, состоящий из центральной конической части, угол которой меньше угла профиля резьбы на 10-15°, а радиус закругления при вершине меньше радиуса впадины “рваной” резьбы не менее чем на 0,1 мм, и двух боковых цилиндрических поясков, при этом рабочая высота конической поверхности ролика не менее чем на 0,15-0,2 мм (или выше в зависимости от размера нарезанной резьбы) меньше теоретической высоты профиля нарезанной резьбы, и служит наружным диаметром цилиндрических частей поясков ролика, а боковые стороны цилиндрической и конической частей ролика в месте их сопряжения снабжены цилиндрическими круговыми лысками, образующими впадины и выступы на боковых поверхностях ролика с постоянным шагом, в шахматном порядке [1].
Недостатком известного способа является неполная обработка вершин крайних левых и правых витков резьбы, из-за невозможности прохода ролика с обеих сторон одного и того же витка для полного формирования двухстороннего профиля вершины резьбы.
Задачей изобретения является повышение качества обработки крайних левых и правых витков резьбы.
Поставленная задача достигается тем, что в известном способе, заключающемся в том, что после нарезания “рваной” резьбы на детали дополнительно проводят совместную операцию деформирования вершин “рваной” резьбы смещением ее верхней части в боковые стороны попеременно в левую и правую, формируют двухсторонний профиль для образования полуанкерного замка, согласно изобретению, формирование двухстороннего профиля осуществляют за проход по вершине одного витка “рваной” резьбы инструментом, закрепленным в суппорт токарного станка.
Кроме того, для достижения указанной задачи в известном устройстве, выполненном в виде вилки, содержащей ось, параллельную оси изделия, на которой по свободной посадке укреплен рабочий орган, согласно изобретению рабочий орган выполнен в виде двух профильных дисков, жестко соединенных между собой, боковая внутренняя часть которых выполнена конической с цилиндрическим пояском, кроме того, у основания коническая часть диска выполнена с цилиндрическими круговыми лысками, образующими выступы и впадины, а диски соединены между собой таким образом, чтобы напротив впадины одного диска был расположен выступ другого диска.
Сущность изобретения поясняется чертежами, где:
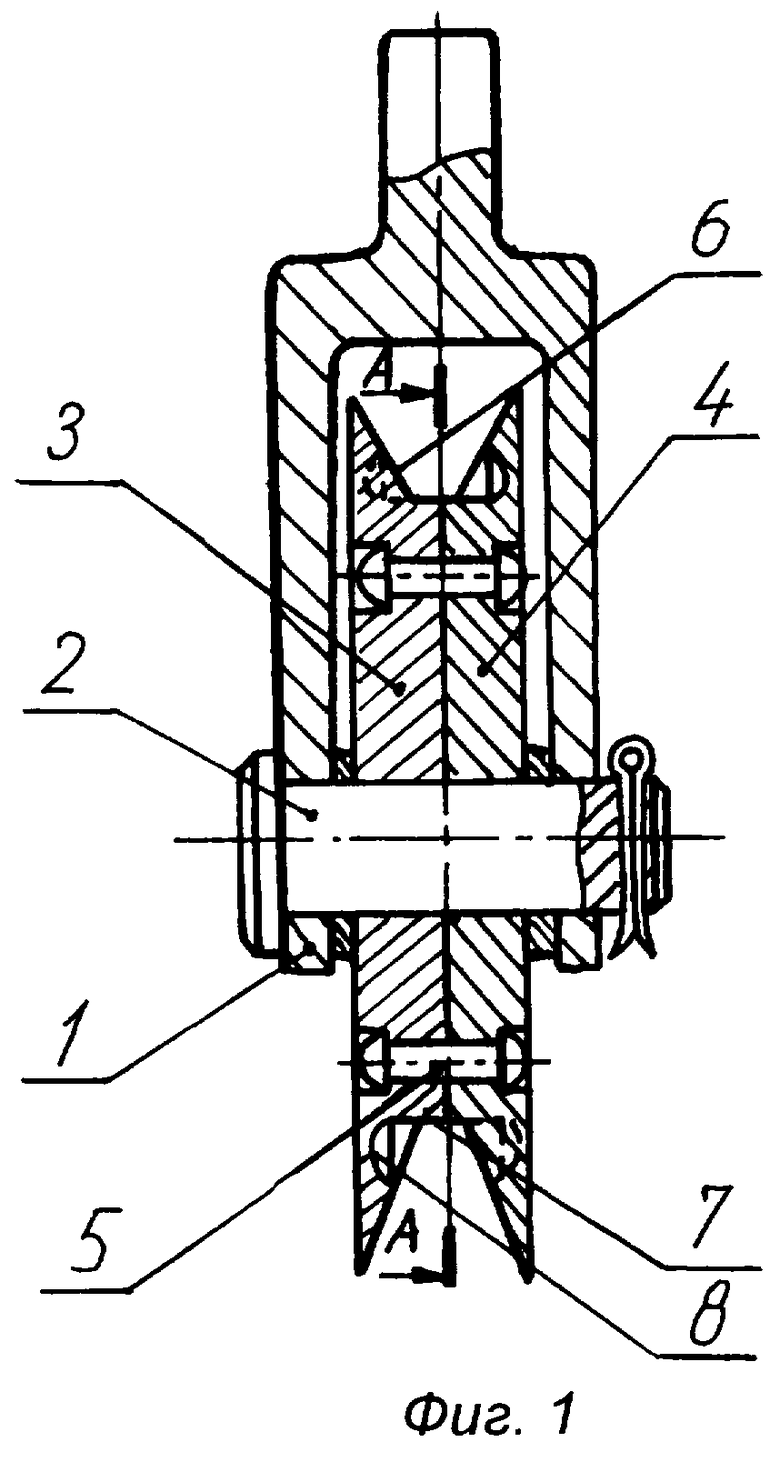
на фиг.1 - общий вид устройства, реализующего предлагаемый способ;
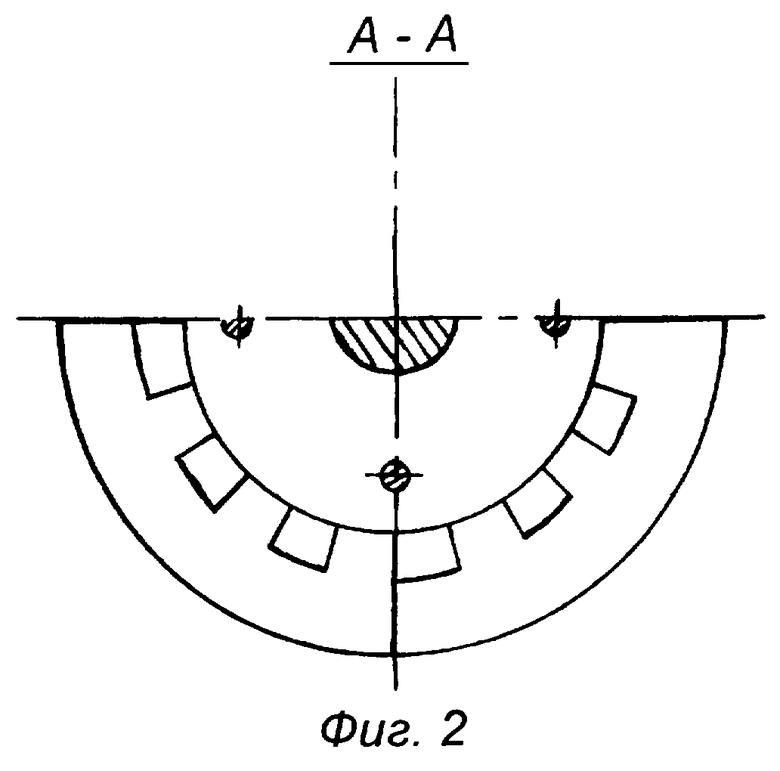
на фиг.2 - разрез А-А на фиг.1;
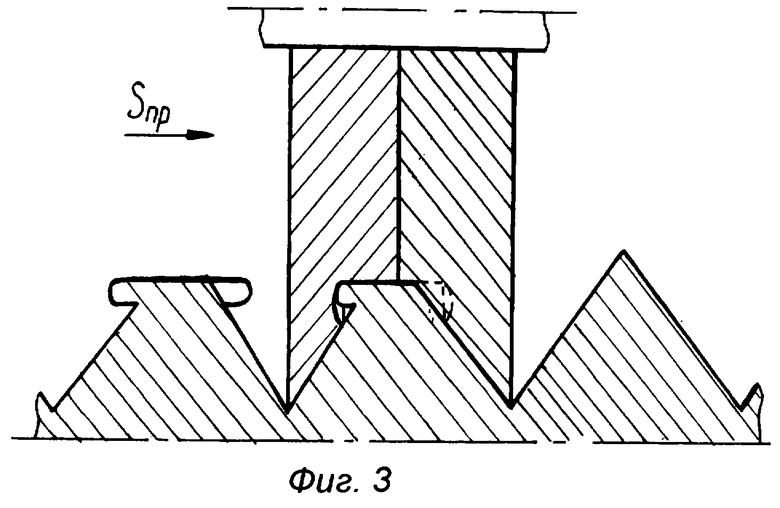
на фиг.3 - схема образования профиля поверхности;
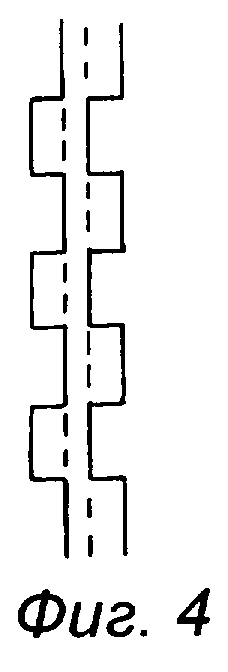
на фиг.4 - вид деформированной вершины витка резьбы.
Устройство для подготовки поверхности изделия под напыление содержит вилку 1, в прорези которой на оси 2, параллельной оси изделия, по свободной посадке установлен рабочий орган, выполненный в виде двух профильных дисков 3 и 4, жестко соединенных между собой заклепками 5 и состоящих из боковой конической части 6, расположенной вовнутрь, и цилиндрического пояска 7, при этом рабочая высота конической части 6 дисков 3 и 4 не менее чем на 0,15-0,2 мм (или выше в зависимости от размера нарезанной резьбы) меньше теоретической высоты профиля нарезанной резьбы, который служит наружным диаметром цилиндрических частей поясков 7, предназначенных для формирования верхней части резьбы путем смещения ее в боковую сторону. Коническая часть 6, угол которой меньше угла профиля резьбы на 10-15°, с целью предохранения боковых сторон резьбы от затирания и снятия заусениц, а также свободного доступа края диска во впадину резьбы, у основания снабжена цилиндрическими круговыми лысками 8, образующими впадины и выступы на поверхности с постоянным шагом.
Каждый диск 3 и 4 деформирует вершину внутрь, так как коническая часть 6, сопряженная с цилиндрическим пояском 7, препятствует затеканию деформированного металла в другую сторону. Глубина лысок 8 больше на 0,1-0,15 мм величины бокового смещения деформированной вершины резьбы. Диски 3 и 4 соединены между собой таким образом, чтобы напротив впадины одного диска был расположен выступ другого.
Способ для подготовки поверхности изделия под напыление осуществляется следующим образом.
Изношенная поверхность восстанавливаемой или защищаемой от коррозии детали предварительно обрабатывается на токарном станке, на которую затем наносится “рваная” резьба. Приспособление устанавливают в суппорт станка под прямым углом с вилкой 1, в которой укреплены профильные диски 3 и 4, введенные во впадины “рваной” резьбы, и выбирают продольную подачу Sпр (см. фиг.3), равную шагу обрабатываемой резьбы.
В связи с тем, что рабочая высота конической поверхности 6 дисков 3 и 4 меньше высоты профиля резьбы и служит наружным диаметром цилиндрических поясков 7, которые контактируют с вершиной “рваной” резьбы, то при внедрении вершин дисков 3 и 4 во впадину резьбы цилиндрические пояски 7 деформируют вершину резьбы, а так как наружный диаметр поясков 7 кончается на конической части 6 дисков 3 и 4, то деформированный металл течет внутрь от каждого диска 3 и 4. Цилиндрические круговые лыски 8 образуют на конической части 6 дисков 3 и 4 выступы и впадины с постоянным шагом, при этом лыски 8 на левом 3 и правом 4 дисках выполнены в шахматном порядке. В результате прохода инструмента по вершине резьбы образуются полугрибовидные участки профиля, смещенные попеременно в разные стороны (см. фиг.4), на которые механически прикрепляется металлизационный слой. Этот профиль выполняет роль полуанкерного замка. Активное сечение покрытия определяется шириной профиля поверхности. Следовательно, в одном случае прочность сцепления лимитируется заклинивающим действием профиля поверхности, а в другом - прочностью самого покрытия, определяемого его активным сечением. Механическое деформирование поверхностных слоев резьбы вызывает интенсивную активацию последних, которая также способствует повышению адгезии напыленного металлизированного слоя с основой, но для полного использования этого эффекта металлизацию поверхности следует проводить непосредственно сразу после формирования поверхности данным способом.
Использование предлагаемого способа позволяет подготовить поверхность изделия под напыление в труднодоступных участках поверхности, благодаря тому, что предлагаемое устройство способно сформировать двухсторонний профиль без необходимости прохода по одному витку “рваной” резьбы с обеих сторон.
Источники информации
1. Патент РФ №2004350, МПК B 05 D 3/12. Б.И. №45-46, 1993 г. – прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ПОД НАНЕСЕНИЕ ПОКРЫТИЙ | 2011 |
|
RU2489247C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ | 2006 |
|
RU2305606C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПОД НАПЫЛЕНИЕ | 2009 |
|
RU2400312C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ПОД НАПЫЛЕНИЕ | 2012 |
|
RU2516506C2 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
Изобретение относится к области технологии нанесения покрытий для защиты деталей от коррозионного воздействия агрессивных сред, а также для придания заранее заданных свойств, например высокой износостойкости, коррозионной стойкости и др. Изобретение может также применяться для восстановления изношенных деталей до требуемых геометрических параметров при высокой адгезии напиленного слоя с основой. Задачей изобретения является повышение качества обработки крайних левых и правых витков резьбы. Поставленная задача достигается тем, что в известном способе, заключающемся в том, что после нарезания "рваной" резьбы на детали дополнительно проводят совместную операцию деформирования вершин "рваной" резьбы смещением ее верхней части в боковые стороны попеременно в левую и правую, формируют двухсторонний профиль для образования полуанкерного замка, согласно изобретению, формирование двухстороннего профиля осуществляют за проход по вершине одного витка "рваной" резьбы инструментом, закрепленным в суппорт токарного станка. Кроме того, для достижения указанной задачи в известном устройстве, выполненном в виде вилки, содержащей ось, параллельную оси изделия, на которой по свободной посадке укреплен рабочий орган, согласно изобретению, рабочий орган выполнен в виде двух профильных дисков, жестко соединенных между собой, боковая внутренняя часть которых выполнена конической с цилиндрическим пояском, кроме того, у основания коническая часть диска выполнена с цилиндрическими круговыми лысками, образующими выступы и впадины. Диски соединены между собой таким образом, чтобы напротив впадины одного диска был расположен выступ другого диска. Использование предлагаемого способа позволяет подготовить поверхность изделия под напыление в труднодоступных участках поверхности, благодаря тому, что предлагаемое устройство способно сформировать двухсторонний профиль без необходимости прохода по одному витку "рваной" резьбы с обеих сторон. 2 с.п. ф-лы, 4 ил.
| RU 2004350 C1, 25.12.1993 | |||
| Способ получения антифрикционных материалов | 1970 |
|
SU443792A1 |
| Способ получения полимерного покрытия | 1988 |
|
SU1623787A1 |

