Изобретение относится к обработке резанием, а именно к обработке сквозных круговых конических отверстий, когда диаметр отверстия значительно превышает его глубину, при использовании инструментов с кольцевым режущим контуром - кольцевых сверл или конусных фрез.
Целью предлагаемого способа является повышение точности обработки конических отверстий по всей поверхности и упрощение способа за счет использования унифи- цированного инструмента (в части размеров).
Поставленная цель достигается установкой фрезы под углом к оси отверстия, равным углу наклона образующей отверстия к его оси, врезанием фрезы в направлении образующей с сообщением ей непрерывного смещения к оси отверстия на
величину ДОХ. которую определяют в зависимости от глубины врезания 2 из соотношения
«I. VlftoM0 0 + (о - 2 ., «гя а - ДО,) - (|fV +т|(0-21г81п«-,40,)Да+ЛО„ sin а - 0
а врезание производят до глубины по образующей
fcosSf1 0 « «Я - Ч со. «coi V - )(0 - 2 I urTJjT-V cos of - (D iWil1 V - « V1(0 - 2 I «1л af - a C0j3 n I.
00
03
о ю ю
ю
где D - наибольший диаметр отверстия; I - глубина отверстия по образующей: а - угол
наклона образующей отверстия; d - диаметр фрезы; ty- угол конусности фрезы.
Соотношения величины смещения, глубины врезания и параметров отверстия-и Фрезы получены из условия непрерывного касания сферы резания непрерывно изме- няющегося радиуса поверхности обрабатываемого отверстия конической формы. При этом параметры примененной фрезы; диаметр и угол конусности, не связаны жестко с размерами обрабатываемого отверстия.
Для сокращения протяженности пути врезания со смещением инструмента поставленная цель также достигается, первоначальным врезанием фрезы по прямой, образующей при смещении места врезания з поверхность детали к оси отверстия от его образующей на величину, равную
ЛО„ 7- - -}- О - 0 (tl cos n r.os V - iln / Р - l cos «))
до глубины по направлению образующей, определяемой как
„ ----- a cos a cos 1/) - sin i/ij О2 - d cos2 a - tgW1 D2 - (d cos a cos V - sin i/ l °5 - rf2 cos2 1
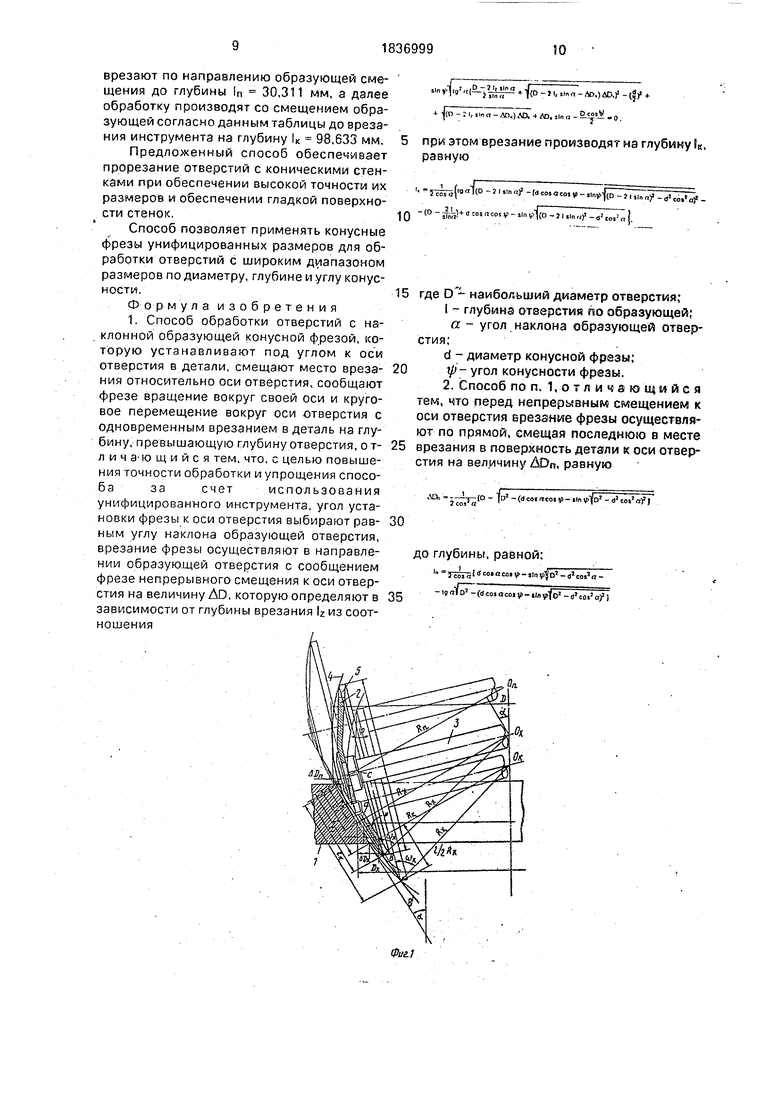
На фиг. 1 и 2 иллюстрируется осуществление способа и представлены данные для определения расчетных формул.
В плоской детали 1 требуется вырезать круглое отверстие с конической стенкой, образующая которой наклонена-к оси отверстия на угол «.Отверстие имеет наибольший диаметр (основание конуса) D. Для прореза- ния применена конусная фреза 2 диаметром d и углом конусности 1/, назначаемым произвольно без жесткой связи с параметрами вырезаемого отверстия, но при усло- вии, что г) а с учетом только достаточности диаметра инструмента для обработки отверстия на полную глубину I и возможности закрепления его на оси 3 (d и /, }, однако и с учетом того, что чрезмерное увеличение диаметра фрезы не позволит образуемой ее режущим контуром сфере вписаться в обрабатываемое отверстие, а значительное увеличение угла конусности приведет к значительному увеличению ширины реза.
Осуществление предложенного способа производят установкой вращающегося на своей оси с одновременным обкатыванием вокруг оси отверстия инструмента своей образующей параллельно образующей конического отверстия со смещением в направлении к оси отверстия.
Сущность предлагаемого способа заключается в обеспечении такого положения, при котором сфера резания с непрерывно уменьшающимся по мере врезания диаметром постоянно касалась стенки обрабатываемого отверстия. Это может быть достигнуто непрерывным по мере врезания фрезы смещением ее образующей к центру отверстия при сохранении параллельности
с образующей стенки отверстия, таким образом поступательное врезание фрезы происходит не. по прямолинейной, а по криволинейной образующей, Для вывода уравнения кривой линии, характеризующей
эту образующую, нужно получить математическую зависимость смещения конца режущего контура фрезы -ДОХ от глубины врезания инструмента по его прямой образующей lz, его параметров и параметров отверстия.
При обработке стенки отверстия на расстоянии Сг по образующей от поверхности детали радиус сферы резания Rx будет определять перпендикуляр, восстановленный из
конца Cz до пересечения с осью отверстия в точке Ох- Сферу резания 4 радиусом Rx образует своим вращением вокруг оси отверстия режущий контур 5 фрезы 2, образующая 6 которой параллельна образующей стенки отверстия 7. При этом глубина
врезания фрезы от поверхности отверстия
равна г. Для получения искомого уравнения
смещения образующей соединим конец
врезанной на глубину 2 фрезы 2 с центром
сферы резания Ох. На чертеже видно, что данный отрезок также равен Rx.
В треугольнике abOxab Rxcos(t/J + оь), а с другой стороны ab lz - (Cz ADxsina), тогда (cos t/rcos оь - sin -ф sin оы).
Значение функции угла можно найти из треугольника сЬОх
COS (Ox и sin Ok
& j2
rj pГ1 0111 UUXp
KXKx
После подстановки и преобразования получим:
1г Cz +
- sin ip
d cos
2
- ДОх sin a .(1)
С другой стороны, как видно на чертежет lz и ДОХ связаны между собой соотношением ADx cos a Rx - v/Rx2 - (abj2 и после подстановки значения ab ADXCOS a1 - Rx - /Rx2 - (lz - Cz + Dxsin a)2 (2)
На чертеже также видно, что переменный радиус сферы резания равен
Rx Rn Iztg «. где Rn - радиус сферы резания при обработке кромки отверстия
диаметром D. Отсюда Rn 2 cos aВыразив Rn .через значение переменного радиуса и преобразовав, получим зависимость:
D
cos a
2sin« 1ЧХ sin а (3)
Подставив (3) во (2) и решив полученное квадратное уравнение относительно Rx, получим значение зависимости радиуса изменяющейся сферы от переменных величин: смещения образующей фрезы и глубины врезания на момент смещения, и от постоянных параметров отверстия.
,D -2 lz sin a . R W t 2slna +
,+ yp -2 lz sin а - A Dx) ADx J. (4)
Подставив (4) в (З), найдем зависимость расстояния по образующей места обработки стенки отверстия от глубины врезания инструмента и величины его потребного смещения
Окончание обработки стенки конического отверстия характеризуется касанием сферы резания, формируемой режущим контуром 5. конусной фрезы, нижней кром- ки отверстия, т.е. при обработке стенки на всю глубину. Радиус сферы резания в дан. D -2 I sin a ныи момент равен RK -0-.
ti CQS С
Располагая постоянными параметрами обрабатываемого отверстия и фрезы и используя приведенные выше методы определения зависимости смещения образующей инструмента от глубины его врезания, можно определить величину конечного смеще- ния образующей (при Cz I) и конечную глубину врезания фрезы к.
Величина конечной глубины врезания инструмента складывается из глубины отверстия по образующей и половины хорды дуги сферы резания радиусом RK за вычетом проекции величины смещения образующей фрезы на образующую отверстия I I + fRK/2-AD,cslna, где
IRK/2 RKCos(V + ) 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Способ обработки отверстий с наклонной образующей | 1991 |
|
SU1836998A1 |
| Способ обработки сквозных конических отверстий кольцевым инструментом | 1989 |
|
SU1741977A1 |
| Способ вырезки сквозных цилиндрических отверстий | 1988 |
|
SU1634389A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ С НАКЛОННОЙ ОБРАЗУЮЩЕЙ | 1991 |
|
RU2016712C1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |
| Способ обработки сферических поверхностей кольцевым алмазным инструментом | 1988 |
|
SU1722787A1 |
| Пазовая фреза для фрезерования сферических пазов | 1971 |
|
SU446365A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |

Использование: область обработки металлов резанием, обработка сквозных круговых конических отверстий, когда диаметр отверстия значительно превышает его глубину. Сущность изобретения: обработку ведут конусной фрезой, которую устанавливают под углом к оси отверстия, равным углу наклона образующей последнего. Место врезания смещают от оси отверстия, фрезе сообщают вращение вокруг своей оси и круговое перемещение вокруг оси отверстия с одновременным врезанием в деталь на глубину, превышающую глубину отверстия в направлении образующей отверстия. При врезании фрезе сообщают непрерывное смещение к оси отверстия. Величину смещения и глубину врезания определяют по соответствующим математическим зависимостям. До непрерывного смещения фрезу можно врезать по прямой с соответствующим смещением места врезания фрезы на поверхности детали к оси отверстия. 1 з.п. ф-лы, 2 ил., 1 табл.
Cz lz - /(D-2 zsin«- ADx)ADx. (5)
Подставив (4) и (5) в (1) и преобразовав, получим искомое в конечном итоге уравнение зависимости смещения образующей ин- струмента от глу-бина врезания и от постоянных параметров отверстия и фрезы при обработке конического отверстия предложенным способом:
,,„ „V 4 -Т5й7Г - 2 - - 7 + |(0 -31, sin «-ДО.) ДП + ЛО, ilwj- j- 0
(6)
Уравнение (б) в общем виде является уравнением 8-й степени кривой 8, асимптотически приближающейся к линии, проходящей через образующую обрабатываемого отверстия. Соответственно на поверхности отверстия, со стороны которой врезается фреза (при г - 0) величина смещения образующей фрезы от образующей отверстия Abo должна определяться из соотношения
+ f(0 - ДО,) ЛВД2 - -f + + f()ADo + ADaslnn:-- f-i°- 0 (7)
30
что после подстановки значений RK и RK/2 равно
((D- l nal2 cos7 a1
-j(D -2 I sin of -fdcosnzostp - slni/r I(D - 2 I slnrr)2 -r d cos nr)2 J
40
(8)
Подставив определенные в параметрах отверстия и фрезы значения lRK/2 и ДОК в выражение конечной глубины врезания и преобразовав, получим зависимость конечной глубины от заданных параметров обработки отверстия:
I
50
I. - ,(ч «| (О - J I но «У -1 coi a coi if - imy RD - 2 1 чл а)2 - d1 af - (0 - - Kfcoiutoi -iln ltD -Jltlnoji1 -d cot nj.(9)
Аналогичным методом определяется величина смещения образующей фрезы и глубина ее врезания в поверхность детали при обработке верхней кромки отверстия. Глубина врезания, при которой начинается формирование стенки отверстия, определяется как ln 1п1/2 ADnsln а. где 1п1/2 Rncos( /; + Wh) 77 cosy; - sirtt/yR2, - - , a
D
Тогда ni/2
1
(dcos r/ cos Y; - sin V/D2 - d2 cos2 a),
Величина смещения образующей фрезы на поверхности, со стороны которой производится врезание инструмента оп11- ft
/R2 Л1у|
cosalKrVKn После подставки значений Rn и 1П1/2, величина смещения образующей врезаемой фрезы на поверхности детали равна
ределяется как ADn
,Ч, - - - - - - |0 - 0 - (a cuvi cosy - sin V V - J2 «J I(10)
-1 i-cs-v
Подставив значения 1П1/2 и ДОП, получим потребную для начала формирования стенки отверстия глубину врезания фрезы по образующей:
2 cosVt d cos COSV sl / I n2 ()2 cos2 « - uj «I D2 - (d cow cosy/ - sin 1/4 D2 - d2 cos2 a)2 J(11)
Базируясь на условия (10) и (11) процесс обработки конических отверстий можно уп- ростить. Глубина врезания с непрерывным смещением образующей может быть уменьшена. Для этого следует, отступив от образующей отверстия на величину ДОп, врезать фрезу по прямой образующей под углом а к оси отверстия на глубину п, а затем продолжить врезание при смещении фрезы на величину АОХ, определяемую из уравнения (6).
Вычисление величины смещения образующей фрезы в зависимости от условий использования предлагаемого способа может быть выполнено методом последовательного приближения в том числе и с использованием ЭВМ.
Количество вычисляемых точек кривой смещения - шаг вычисления зависит от того, на каком оборудовании выполняется обработка отверстия: на универсальном оборудовании или на станке с ЧПУ, а также от требуемой точности обработки. Как при осуществлении смещения образующей по непрерывной кривой,, так и при дискретном смещении, за шаг расчета целесообразно брать величину подачи фрезы по образующей за един оборот обкатывания вокруг оси отверстия.
При использовании предложенного способа поверхность отверстия вследствие сферического движения кольцевого режущего контура фрезы будет иметь соответст-
венно сферическую шероховатость в виде пологих тупоугольных волн с шагом по основаниям, равным подаче фрезы на врезание за один оборот вокруг оси отверстия. В качестве конкретного примера использования предлагаемого способа рассматриваются условия прорезания конического отверстия, имеющего следующие размеры: Наибольший диаметр
отверстия,мм, D300
Глубина по образующей,мм.I 60 Угол наклона стенки отврстия, градл 30
Подачу на врезание по образующей назначаем 5 5 мм/ об.
Применена фреза диаметром d 150 мм и углом конусности 15°.
Для осуществления обработки конического отверстия с заданными параметрами
предложенным способом в первую очередь
по формуле (7) вычислим AD0,no формуле (10)
-ДЬП, по формуле (8) - ДОК, по формуле (11)
-In и по формуле (9) - к. На основании полученных данных по формуле (6) методом
последовательного приближения определяем ADj - значения смещения образующей при врезании инструмента для каждого полного оборота фрезы вокруг оси отверстия.
Полученные значения, а также п, I. ДОо, ДОп и ДОК приведены в таблице.
Конусную фрезу устанавливают в шпиндель станка и разворачивают ее до положения, при котором ее образующая наклонена
на угол a 30° относительно оси отверстия, при пересечении осей фрезы и отверстия. Фрезу в шпинделе опускают до соприкосновения ее конца с поверхностью детали на расстоянии ДОо 2,359 мм от места выхода
образующей отверстия на поверхность детали (0,5D 150 мм от оси отверстия). Затем вращающуюся фрезу врезают по направлению образующей в деталь с одновременным ее обращением вокруг оси отверстия и при
одновременном смещении к центру отверстия по мере погружения на величину, указанную в таблице. Смещение может производиться плавно по программе, заложенной в управление станка, или прерывисто (вручную) после каждого полного оборота фрезу вокруг оси отверстия. Обработку производят до врезания инструмента на глубину 1К 98,161 мм по образующей. При обработке с сокращением участка
смещения образующей, фрезу устанавливают при соприкосновении ее конца с поверхностью детали на расстоянии ДОП 3,451 мм от места выхода образующей отверстия на поверхность детали, после чего фрезу
врезают по направлению образующей смещения до глубины In 30,311 мм, а далее обработку производят со смещением образующей согласно данным таблицы до врезания инструмента на глубину к 98,633 мм.
Предложенный способ обеспечивает прорезание отверстий с коническими стенками при обеспечении высокой точности их размеров и обеспечении гладкой поверхности стенок.
Способ позволяет применять конусные фрезы унифицированных размеров для обработки отверстий с широким диапазоном размеров по диаметру, глубине и углу конусности.
Формула изобретения
,|„уV-Ч-1 ifHP , -(|У
DcoiV
+ (0-:i, iinn- ЛО.) Ли sin a .
5 при этом врезание производят на глубину к, равную
7((D 2 Г « в « V - «И(о - - di M,tajt Ю (° Ж c°s ct Ис° - l ч f - a1 to, n j.
где наибольший диаметр отверстия; I - глубина отверстия по образующей; a - угол наклона образующей отверстия;
d - диаметр конусной фрезы; ty- угол конусности фрезы.
ЛО,-Ц-(О - JO1 -(dcointcoi 0- Чл cot1 a)1)
30
до глубины, равной:
a°rc5T5 tlco aco V - ii4( tb -dtcojJa- TC-ijnlD7 -((coieco«vi-«ln VIO )
Фиг.I
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
