СО
ел
О5
to
:о
00
«
1 расположен на стойке 9 на направляющей 10 и соединен с гидроприводом 11. Вращение шпинделей гайковерта 1 осуществляется электроприводом 12. Пред- г варительно собранный клапан транспортируют под гайковерт 1 и останавливают между зажимами 7. Блокируют работу гидропривода конвейера и включают гидроприводы 8 зажимов 7, в которых ю подача управляющей жидкости осуществляется от одного источника. Зажимы 7 одновременно с двух сторон прижимают фланцы друг к другу с усилием, исключающим перекос одного фланца относи- ts
тельно другого при последующей затяжке гаек на шпильках в кольцевом ряду. Одновременно опускают гайковерт 1 до зацепления патронов на концах шпинделей 13 и приводят последние во вращение от привода 12. После окончательной затяжки всех гаек отключают привод вращения шпинделей 13, гайковерт 1 поднимают и разводят плечи зажимов 7. После сборки ветвь конвейера перемещают на один шаг вправо. Собранный клапан снимают с конвейера. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки большепроходных задвижек | 1987 |
|
SU1537439A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК С УГЛОВЫМ РАССОГЛАСОВАНИЕМ ОСЕЙ | 2012 |
|
RU2516251C1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363868C1 |
| Многошпиндельный гайковерт | 1978 |
|
SU787165A1 |
| Стенд для испытания рукавов высокого давления | 1989 |
|
SU1670459A1 |
| ГАЙКОВЕРТ | 2007 |
|
RU2350459C1 |
| СИСТЕМА ИЗМЕРЕНИЯ УДЛИНЕНИЯ ШПИЛЕК ПРИ ОДНОВРЕМЕННОЙ ЗАТЯЖКЕ ГАЙКОВЕРТОМ ПО ЗНАЧЕНИЮ МОМЕНТА | 2013 |
|
RU2555275C2 |
| Установка для сборки и разборки болтовых соединений | 1980 |
|
SU1147772A2 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для сборки и разборки групп крупных резьбовых узлов фланцевых соединений | 1988 |
|
SU1618626A1 |
Изобретение относится к машиностроению, точнее к механизации сборки корпуса с мягкой прокладкой и крышкой трубопроводной арматуры, имеющих фланцы. Цель изобретения повышение производительности. Устройство содержит станину и размещенный на ней гайковерт 1. На рабочей позиции конвейера установлен кронштейн 6, зажимы 7 с гидроприводами 8. Гайковерт 1 расположен на стойке 9 на направляющей 10 и соединен с гидроприводом 11. Вращение шпинделей гайковерта 1 осуществляется электроприводом 12. Предварительно собранный клапан транспортируют под гайковерт 1 и останавливают между зажимами 7. Блокируют работу гидропривода конвейера и включают гидроприводы 8 зажимов 7, в которых подача управляющей жидкости осуществляется от одного источника. Зажимы 7 одновременно с двух сторон прижимают фланцы друг к другу с усилием, исключающим перекос одного фланца относительно другого при последующей затяжке гаек на шпильках в кольцевом ряду. Одновременно опускают гайковерт 1 до зацепления патронов 14 на концах шпинделей 13 и приводят последние во вращение от привода 12. После окончательной затяжки всех гаек отключают привод вращения шпинделей 13, гайковерт 1 поднимают и разводят плечи зажимов 7. После сборки ветвь конвейера перемещают на один шаг вправо. Собранный клапан снимают с конвейера. 4 ил.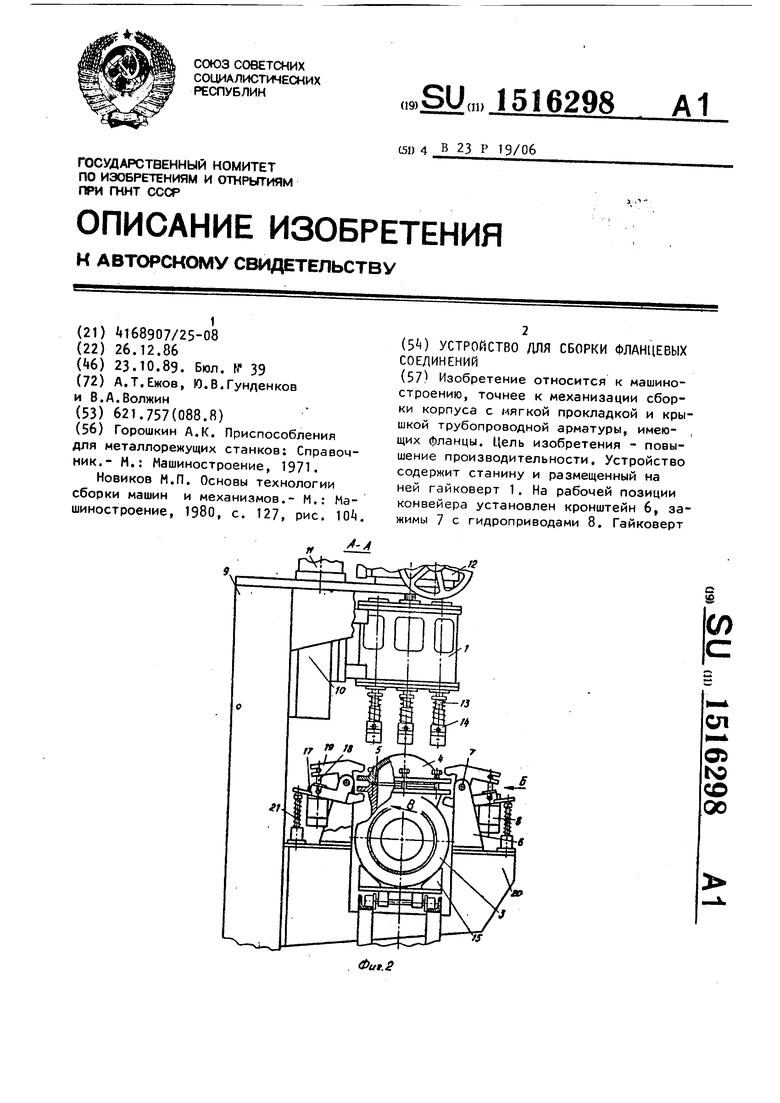
Изобретение относится к машиностроению, в частности к механизации сборки фланцевых соединений с мягкой прокладкой.
Цель изобретения - повышение про- изоодительности за счет выполнения приспособления для сжатия собираемых деталей с силовым приводом.
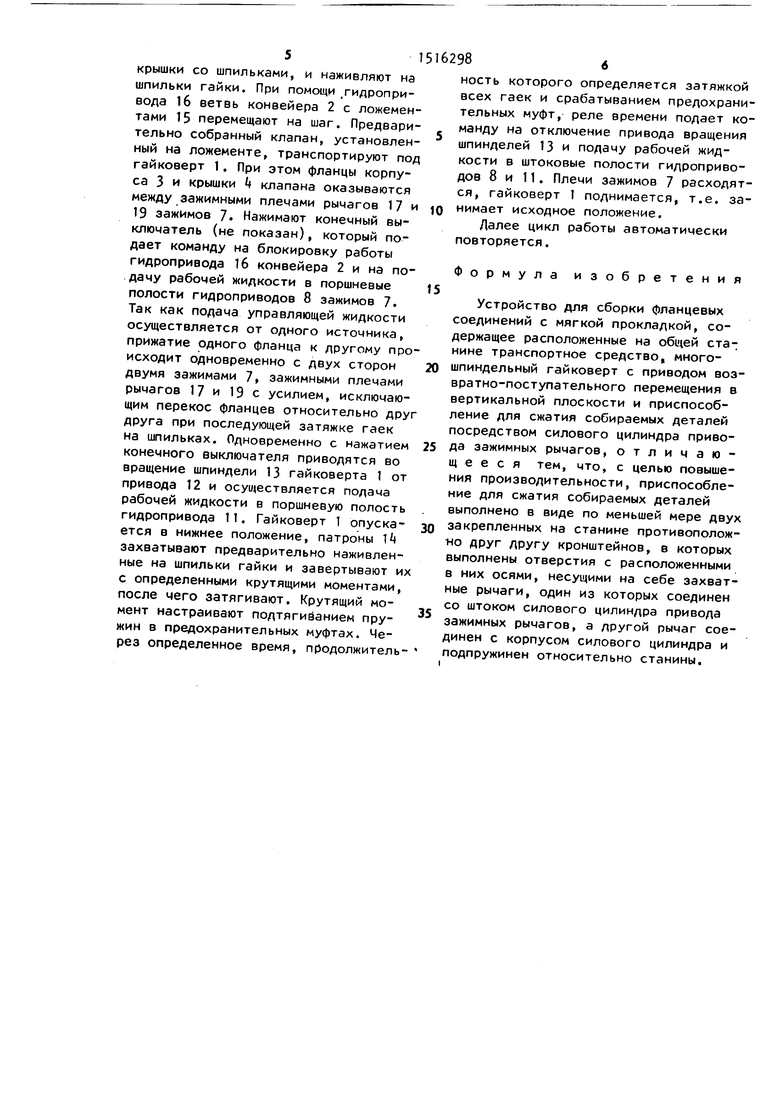
На фиг.1 представлено устройство, общий вид; на фиг.2 - разрез А-А на
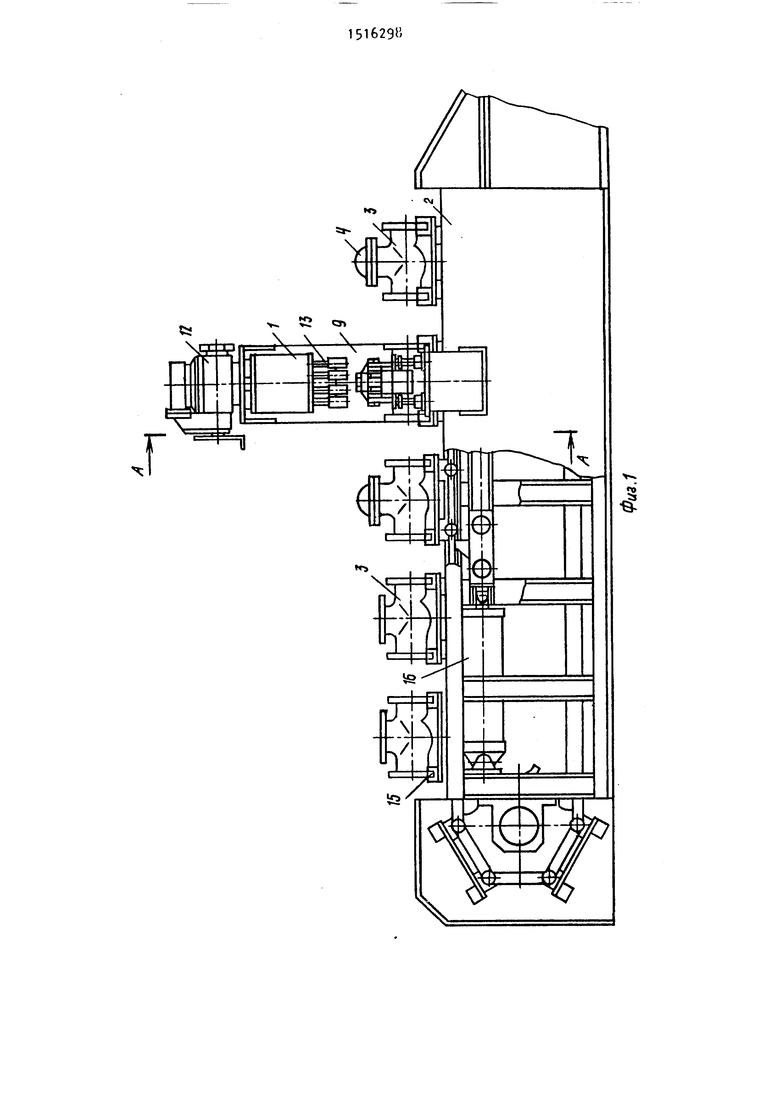
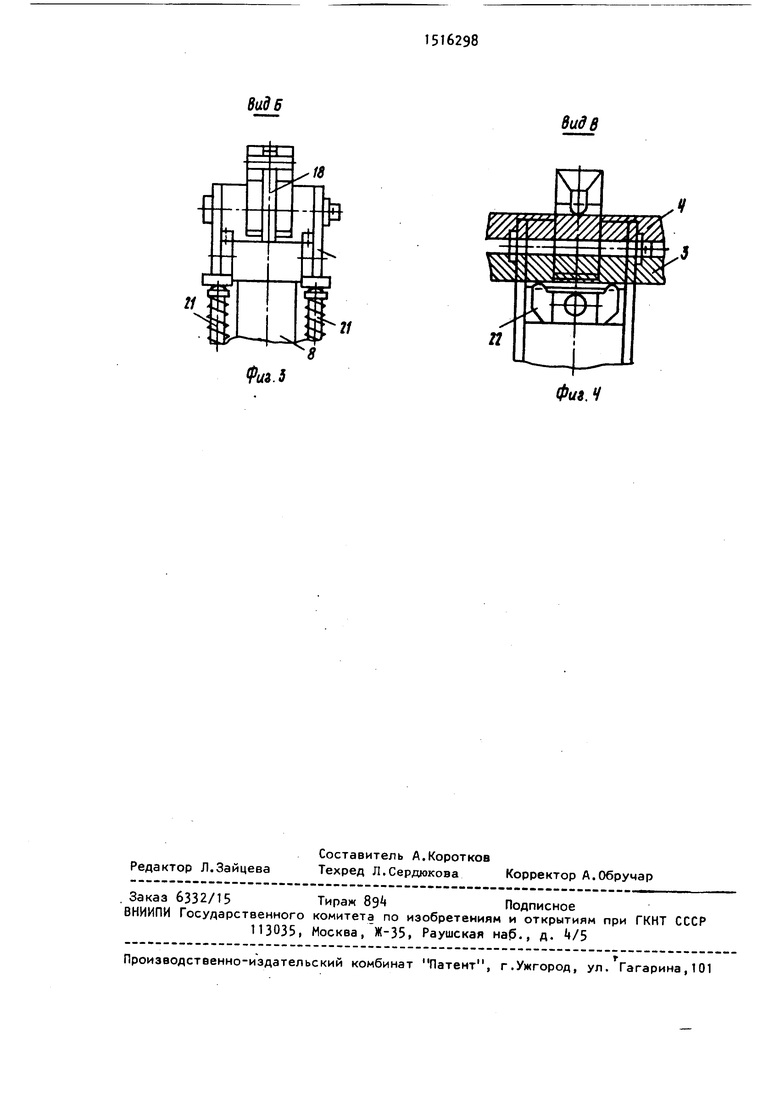
фиг.1; на фиг.З вид Б на фиг.2; на фиг. - вид В на фиг.2.
Устройство содержит многошпиндельный гайковерт 1, конвейер 2, на ложементах которого собирают фланцевую трубопроводную арматуру. Собираемый клапан содержит корпус 3, крышку 4 и прокладку 5. На конвейере 2 под гайковертом 1 установлены на кронштейнах 6 зажимы 7 с гидроприводами 8. Гайковерт 1 располоучен на стойке 9 на направляющей 10 с возможностью вертикального перемещения в направлении к конвейеру 2 посредством гидропривода 11. Электро приводом 12 вра- щаются одновременно шпиндели 13 гайковерта 1 , Ко нец каждого шпинделя снабжен подпружиненным патроном для захвата и завинчивания гаек на шпильки. Собираемые корпус 3 с крышкой 4 устанавливают на ложементы 15 пульсирующего конвейера 2 средним патрубком вверх. Движение загруженной ветви конвейера 2 гайковерта 1 осуществляется от гидропривода 16. Приводное плечо нижнего рычага 17 за жима 7 выполнено сдвоенным, между его разобщенными плечами расположен гидропривод В, шарнирно соединенный
5
р
0
с ними своим корпусом. Штоком 1В гидропривод соединен шарнирно с приводным плечом верхнего рычага 19 зажима 7. Кронштейны 6, с которыми шарнирно соединены зажимы 7, закреплены основанием на полке кронштейна 20. На кронштейне 20 со стороны привода 8 для регулировки зажима 7 в рабочее положение установлены подпружиненные упоры 21, взаимодействующие с приводными плечами нижнего рычага, поджимая их в направлении с приводом 8 к приводному плечу верхнего рычага 19. На зажимном плече нижнего рычага 17 установлено и соединено с ним шарнирно коромысло 22, обеспечивающее самоустамовку зажимов 7 относительно фланцев корпуса 3 и крышки k в процессе прижатия их друг к другу. Ко- ромйсло 22 установлено на конечной части зажимного плеча нижнего рычага 17 на поверхности, обращенной к зажимному плечу верхнего рычага. В верхней части кронштейна 20 выполнена прямоугольная выемка для прохождения через кронштейн ветви конвейера 2 с собираемым клапаном, установленным на ложементе 15.
Устройство работает следующим образом.
На ложементы верхней ветви конвейера устанавливают с помощью грузоподъемных средств,корпусы 3 клапанов, ввертывают в средний фланец шпильки и устанавливают мягкую прокладку 5
на уплотнительную поверхность фланца корпуса 3, после чего на прокладку 5 устанавливают крышку , совместив при этом отверстия в кольцевом ряду
шпильки гайки. При помощи ,гидропривода 1б ветвь конвейера 2 с ложементами 15 перемещают на шаг. Предварительно собранный клапан, установленный на ложементе, транспортируют под гайковерт 1. При этом фланцы корпуса 3 и крышки Ц клапана оказываются между зажимными плечами рычагов 17 и 19 зажимов 7. Нажимают конечный выключатель (не показан), который подает команду на блокировку работы гидропривода 16 конвейера 2 и на подачу рабочей жидкости в поршневые полости гидроприводов 8 зажимов 7. Так как подача управляющей жидкости осуществляется от одного источника, прижатие одного фланца к другому происходит одновременно с двух сторон двумя зажимами 7, зажимными плечами рычагов 17 и 19 с усилием, исключающим перекос фланцев относительно дру друга при последующей затяжке гаек на шпильках. Одновременно с нажатием конечного выключателя приводятся во вращение шпиндели 13 гайковерта 1 от привода 12 и осуществляется подача рабочей жидкости в поршневую полость гидропривода 11. Гайковерт 1 опускается в нижнее положение, патроны захватывают предварительно наживленные на шпильки гайки и завертывают их с определенными крутящими моментами, после чего затягивают. Крутящий момент настраивают подтягибанием пружин в предохранительных муфтах. Через определенное время, продолжитель16298л
ность которого определяется затяжкой всех гаек и срабатыванием предохранительных муфт, реле времени подает команду на отключение привода вращения шпинделей 13 и подачу рабочей жидкости в штоковые полости гидроприводов 8 и 11. Плечи зажимов 7 расходятся, гайковерт 1 поднимается, т.е. за- 0 нимает исходное положение.
Далее цикл работы автоматически повторяется.
Формула изобретения
Устройство для сборки фланцевых соединений с мягкой прокладкой, содержащее расположенные на общей станине транспортное средство, многошпиндельный гайковерт с приводом возвратно-поступательного перемещения в вертикальной плоскости и приспособление для сжатия собираемых деталей посредством силового цилиндра привода зажимных рычагов, отличающееся тем, что, с целью повышения производительности, приспособление для сжатия собираемых деталей выполнено в виде по меньшей мере двух закрепленных на станине противоположно друг другу кронштейнов, в которых выполнены отверстия с расположенными в них осями, несущими на себе захватные рычаги, один из которых соединен со штоком силового цилиндра привода зажимных рычагов, а другой рычаг соединен с корпусом силового цилиндра и подпружинен относительно станины.
Вид 6
{5
18
Pt
11
7/
8
fpM.S
Виде
П
Фua,/
| Горошкин А.К | |||
| Приспособления для металлорежущих станков: Справочник,- М.: Машиностроение, 1971 | |||
| Новиков М.П | |||
| Основы технологии сборки машин и механизмов.- М.: Машиностроение, 1980, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ | |||
