Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб.
Цель изобретения - повышение точ- .ности путем устранения деформации поверхности материального тела.
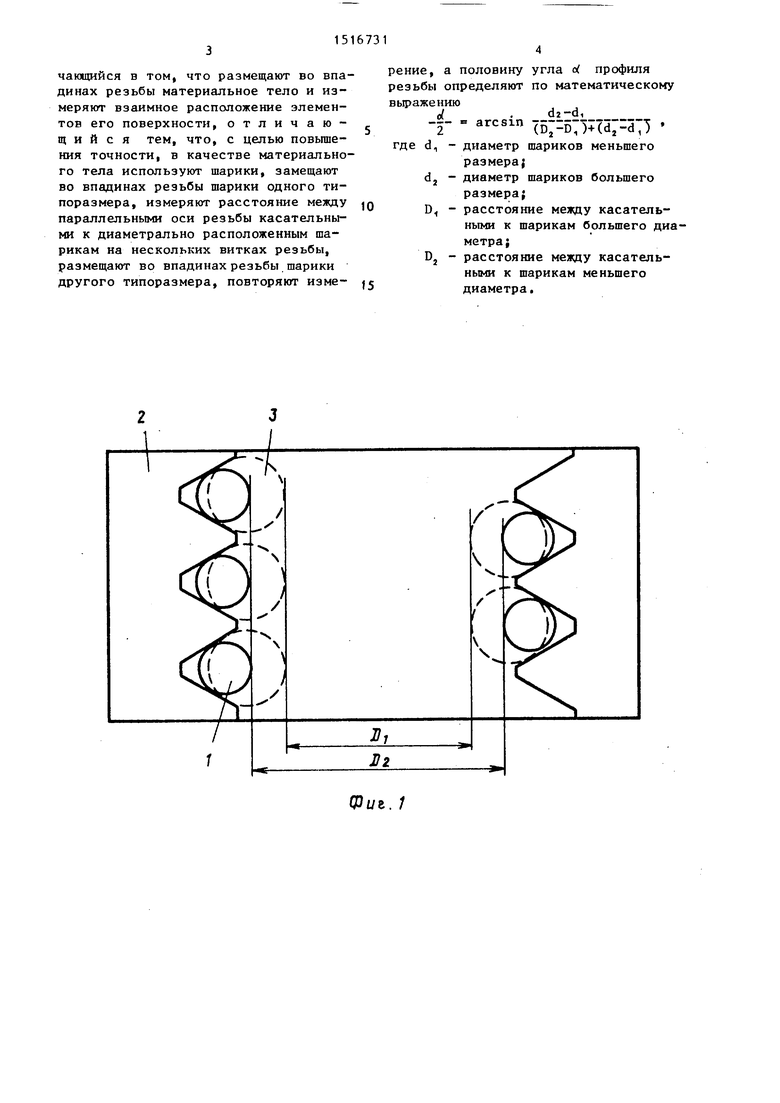
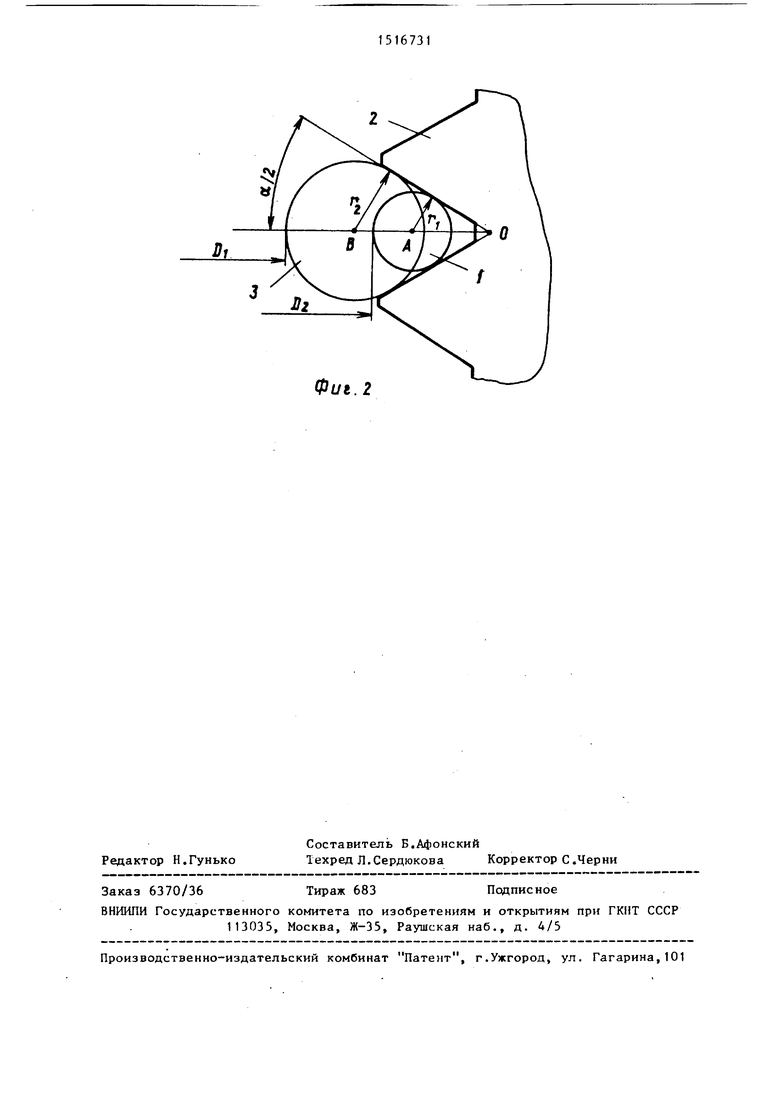
На фиг.1 показана схема размещения шариков во впадинах контролируемой резьбы; на фиг,2 - расчетная схема для определения половину угла профиля.
Шарики 1 диаметром d, размещяют во впадинах резьбы гайки 2, Диаметр
п п ( 1 aa-di D,-D J T-;7i . л -Гт
131Пс(/2 J81По(/2
Й1ГЙ1
-(d,-d,)j
arcsin
d
()H-(dl-d,) /Uin осуществления способа во впадины резьбы гайки 2 помся1,аюг шарики 1 диаметром d. Измеряют /тлметр Dj цили1щра, вписанного в ujai iu,; диаметром d, , Па место iiiar)HKoi) ли- iMfcTpOM d, во впадины резьбы гайки 2 помещают
DJ измеряют у цилиндра, вписанного вшарики 3 диаметром . Измеряют диашарики диаметром d,. Шарики 3 диаметром dj устанавливают во впадины резьбы на место шариков диаметром d. Диам етр D измеряют у цилиндра, вписанного в шарики диаметром d. Как показано на фиг.2, разность диаметров
DI-D , (OB + rj)-(OA+r, ) 2 2ГАВ-();
sin ol /2;
метр D, цилиндра, вписанного в шарики диаметром dj. Из соотнопгешш
-------1--1-.--определяют половину угла профиля d/2
резьбы.
Формула изобретения
Способ измерения половины угла профиля симметрии 1ой резьбы, заклюп п ( 1 aa-di D,-D J T-;7i . л -Гт
131Пс(/2 J81По(/2
Й1ГЙ1
(Л
-(d,-d,)j
arcsin
d
()H-(dl-d,) /Uin осуществления способа во впадины резьбы гайки 2 помся1,аюг шарики 1 диаметром d. Измеряют /тлметр Dj цили1щра, вписанного в ujai iu,; диаметром d, , Па место iiiar)HKoi) ли- iMfcTpOM d, во впадины резьбы гайки 2 помещают
СП
О5
со
шарики 3 диаметром . Измеряют диаметр D, цилиндра, вписанного в шарики диаметром dj. Из соотнопгешш
-------1--1-.--определяют половину угла профиля d/2
резьбы.
Формула изобретения
Способ измерения половины угла профиля симметрии 1ой резьбы, заключающийся в том, что размещают во впадинах резьбы материальное тело и измеряют взаимное расположение элементов его поверхности, отличающийся тем, что, с целью повьппе- ния точности, в качестве материального тела используют шарики, замещают во впадинах резьбы шарики одного типоразмера, измеряют расстояние между параллельными оси резьбы касательными к диаметрально расположенным шарикам на нескольких витках резьбы, размещают во впадинах резьбы шарики другого типоразмера, повторяют измерение, а половину угла о( профиля резьбы определяют по математическому
выражению
А
. arcsin (5;::5:ЗТ(5;:5ТЗ
где d, - диаметр шариков меньшего размера;
dj - диаметр шариков большего размера;
D - расстояние между касательными к шарикам большего диаметра;
DJ - расстояние между касательными к шарикам меньшего диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения среднего диаметра внутренней резьбы | 1987 |
|
SU1516730A1 |
| Резьба волновой винтовой передачи | 1983 |
|
SU1161738A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1932 |
|
SU29042A1 |
| Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2612857C1 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| Разъемное соединение деталей | 1983 |
|
SU1224475A1 |
| Ортогональная обратно-конусная спироидная передача | 1973 |
|
SU690212A1 |
| САМОЗАЧИЩАЮЩИЙ БОЛТ | 2002 |
|
RU2226239C2 |
| Запорно-пломбировочное устройство | 2024 |
|
RU2833658C1 |
| Осредняющая напорная трубка Пито (ОНТ) для измерения расхода жидкости и газа методом переменного перепада давления (варианты) | 2023 |
|
RU2813241C1 |
Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб. Цель изобретения - повышение точности путем устранения деформации поверхности материального тела. Это достигается тем, что в качестве материального тела используют шарики, которые размещают во впадинах резьбы двух типоразмеров. После измерения расстояния между диаметрально расположенными шариками половину угла профиля резьбы определяют расчетным путем. 2 ил.
А.
Jf2
Фиг. ;
Фи1.2
Редактор Н.Гунько
Составитель Б.Афонский
Техред Л.СердюковаКорректор С.Черни
Заказ 6370/36
Тираж 683
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКИТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Подписное
| Точность и производственный контроль в машиностроении | |||
| Справочник | |||
| Под ред | |||
| А.К.Кутая, Б.М.Сороч- кина | |||
| - Л.: Машиностроение | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
