(54) .ЛИТКИН.ЛЯ ФОРЛАД
(57) Изобретение отк(. С1пся к ли efnir V. ч производству, в ч;;сгн /стг к , 11 т:., : t, .: ,;.i; ,П:ческие ((т.мы. iie ib 1;з:)брстении .U Hi,,1ы I. Лзипам .л ,г- , i,i Hiniii .fi pMbi i. I ни, ;яет ci л, ;; i i rs р;ч .:; :,..,... л
ri; :;: ..iMO()6i) iic T.i liX I a C:C: h
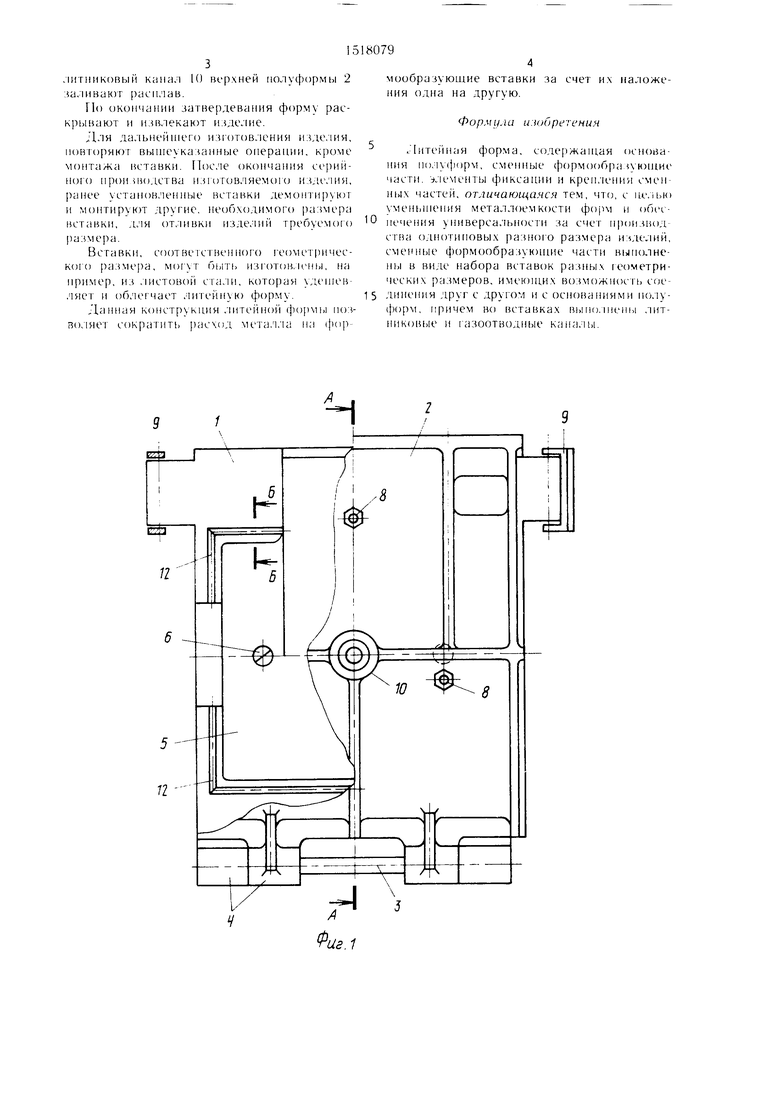
Изобретение относится к литейному производству, в частности к литью в металлические формы. Цель изобретения - уменьшение металлоемкости формы и обеспечение универсальности за счет производства однотипных, разного размера изделий. Литейная форма состоит из двух шарнирно соединенных оснований полуформ 1 и 2, сменных формообразующих частей 5 и 7, прикрепленным к основаниям полуформ. Формообразующие части выполнены в виде набора вставок разных геометрических размеров. В верхних вставках 7 выполнены литниковые отверстия 10 и газоотводные каналы 11. Данная конструкция литейной формы позволяет сократить расход металла на формообразующие вставки за счет их положения одна на другую. 4 ил.
и ,о6; етение oTiiocn icn к литейнс му про- изв;;. 1сгв , н частное и к 1итьк) в мет;), 1ли- чеекиг ф(1рмы.
Цель изобретения - уменьшение ме- а, 1,1(Д М косги (Ьормь и обеспечение нивер еа,Ы10с1и за ечет н|)0изводспл1а одяотинов,. раз1;()го раз.меря лзде.зий.
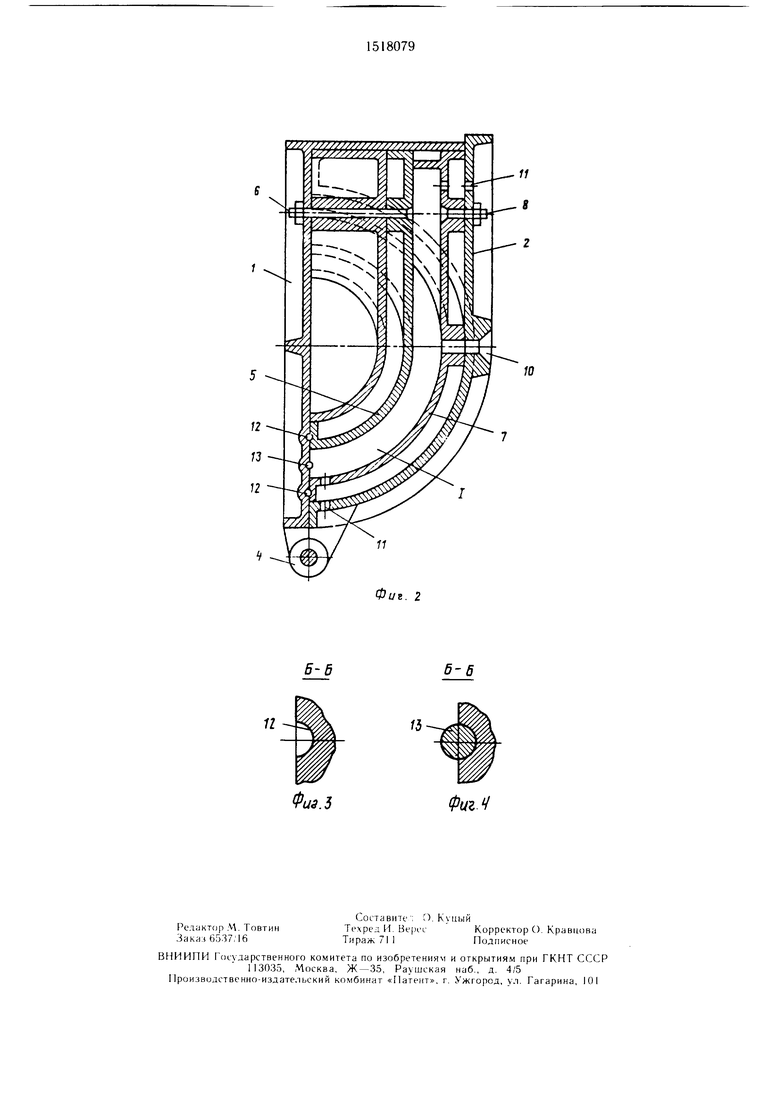
На фиг. 1 показана (( . )б1ций 1Я1 г на фиг 2 - )азре Л- на . i; i:j фи1 . 3 -- разрез Б-- Б на фиг . i; на (. 4 го /ке, с установленным етержнем.
Литейиая (j) соетоит из дв (. (jiopM-осиоваиийнижней I и ве)ие11 2,
оси 3 шарнирною соединения 4, нижие.о fia6o ia вставок 5, прикреп,1емиы. к осно- ваиик) иижней Г1о,)мы 1 болтами 6, верхнего набора ветавок 7, Г1рикреи, 1ени1,1 к вер,хнеи полуформе 2 тре.мя болтахп 8 зам- .ка 9. Во всгавках 7 В1,1ио,1нены :1ит.1ико1М..п-; кана,1 10, отверстия для отвода газо) 1 Haibi 12 д;1я установки стержней 13, необходимых д, 1я Ho, iy4einiH пазов на и.Д(
Ли;ейная раб|.)тает е, 1ед тои1и 1 обпазом.
Г I, -
лиме1:ия -I на 18( , ria i репней Hoc fH (), оснсз;; ; ,i I и 2 U); : i;p ,;)Т ся corn рететвукииие ,ньч Bc.,iv-;, п Л
ВсГ,::(КИ выбираются ра- .С ЧК-О,. |Г С. .х М(;чт:., Ка j. ,-;)Ci CBoTx.MHot и)о- i priHcr;to д,1я по. П ченмя .чеоб.одмм о (la.- мера и Д1 мя. .V( :ii(Ta ,к BbiOpaii ИЧ . ;-ii/i hiix ;,лав(;к 5 f aчииaют с;г:: о меччье.о pas MeCia, кеторы накл.ч.ц liv к : Л у- v на дп га .то иембх )лямого pa.t.:ep a Г.. io-i eii::;)a Hc i,::i;
: iTiii К;НЧ1 ЛЯЮТСЯ К г;,;,;; i;.-jo ()о,| Г,1
МИ ti. Л Ml:,, . iv I cpx.iiix iK iai .- i;.-Ill :.ai:-: с;.гог)о Г)( j),i , Koiiiii.,: iiah. :.. дывак1Т H 1. торг)ну у ил;ы Чч:ноп1 j v i.-i -.M pa .: ь собхо М1мой ве,1И чи:1;;,. (/. ь:е(п1ыс ьп. -и ;: 7 прик;чЧ,)т бо, гами h. iioc,i, ло;(-| ,-ч р Ч1-110 час ь вставки 7 ,i ни/)|1 ю -и ih (члаг 5 )т ( ча:;р| ;с ; с1м; д ;:ОМ| bop v (акр,нак)т и ачмра 1Т -а -. ка Ч
lij i в (|)О)Ме о()раЗОВ; ;:1аМ ЧО, ,.,,. С(. оТ i. .li еТ TO,laUlH(. С,1,1К1|, Выб|1, Н.ЧоИ и ч: о ОВ, 1еНИЯ I l vie, И Я Ь; И(К1С:1. ЧС р1 -.
i W
iQO
I о
I --J
3
литниковый канал К) верхней полуформы 2 заливают расплав.
По окончании затвердевания форму рас- крьии1ют и извлекают изде.тие.
;1ля дальнейн1ег() из1Ч)Т()вления изделия, повторяют вьпиеуказанные операции, кроме монтажа вставки, lloc. ie окончания сери11- ного 1рои (иодства изготовляемого изделия, ранее установленные вставки демоти)уют и монтируют другие, необ.ходимого размера вставки, для отливки нзде. 1И11 требуемого )азмера.
Вставки, соответственного геометрического )азмера, могут oi,rri изготов. ичи, на иример, из .чистовой cra.ui, которая удешев- ,чяет и облегчает литейную форму.
Данная К()нструк1и1я .титейноГ ({юрмы позволяет сократить расход металла па ({юрмообразующие вставки за счет и.х наложения одна на другую.
Форм у л а и зобреге
ния
0
5
Литейная фор.ма, содержащая основания полу(|)орм, сменные формообразуюише части, элементы фиксации и креиления сменных частей, отличающаяся тем, что, с ие,:ыо уменьшения металлоемкости форм и обеспечения универсальности за счет нроизиод ства однотиповых разного размера изделий, сменные формообразуюнше части выполнены в виде набора вставок разных геометрических размеров, имеющих возможность соединения друг с другом и с основаниями полуформ, причем во вставках Bbinrj.ineni.i литниковые и газоотводные каналы.
Б-б
11
Фие. 2
5-6
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| И | |||
| Балазас, .Л | |||
| Э | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Риикнр,ичюс 621.746.073(088.8) .Авторское свидетельство С(;СР 57247 | |||
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| разио;() размера и/..ie | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| lipi креи, 1еины | |||
| к (x HoB:; i;iH vi I;M | |||
| i форм | |||
| ciopa iyKMiUJe части Buiio | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| -t BCi XHHX IK т ч кал ;.:;, luc ;: | |||
