Изобретение относится к области продольной горячей прокатки труб без оправки, а точнее к прокатке труб в редукционных станах, и может быть использовано для стабилизации толщины стенки труб при их прокатке в редукционных станах с дифференциально- групповым приводом.
Целью изобретения является увеличение точности и выхода годных труб.
Пример. Устанавливают скорости вращения приводов стана на прокатку 1-й партии труб с требуемой средней толщиной стенки с учетом имеющихся на стане статистических данных о всех составляющих точностных характеристик (разностенности) труб.
Например, если для заданного типоразмера номинальная толщина стенки готовых труб равна 5„, толщина стенки заготовок равна S, , то отнощение А, скоростей приводов стана устанавливают по зависимости
А,Пв/Пг К,-К2. (О
где К,, К - коэффициенты модели стана,
S,S..-t-,
s
Н MVH
где S, - минимально допустимая (дл заданного типоразмера) толщина стенки труб; о - величина, учитывающая все составляющие разностен- ности труб.
Скорость главного двигателя ч,- устанавливают в соответствии с валь- цетабелем, а скорость Пц вспомогательного двигателя .
, п
Например, на агрегате 30-102 ПНТЗ для ,5 мм величина й,,„ , 15 ,975 мм, а с учетом S 0,425- 0,450 мм получим, что
,4-3,425 мм
Из (1) с учетом цаяьцетабеля для данного типоразмера получим п
525 об/мин, П--395 об/мин, р
В процессе прокатки 1-й партии, состоящей и 15-20 труб, систематически измеряют среднюю толщину стенки кащ;ой заготовки перед их прокаткой D редукционном стане. Кроме того, измеряют скорости вращения главного 11, и вспомогательного дви- гателеУ на указанной постоянной настройке стЛна. После прокатки партии труб определяют среднюю толщину стенки S партии заготовок и средние значения CKopocTeii вращения двигателей:, п
i S .
n .
(2)
Пг n . .; Up
1 1
1
&
где n - число труб в партии.
По полученным данным Sp, u, n. и коэффициентам математичесD
КОЙ модели стана К, и К определяют исходное заданное значение тотщи- ны стенки готовых труб
5,-(К,-Пв/й,).5„/К2, (3)
Полученное значение Sj принимают в качестве задания для управления.
Стабилизацию толщины стенки готовых труб осуществляют, начиная с 1-й трубы следующей партии. При этом первоначально измеряют среднюю толщину стенки SQ; каждой заготовки и перед поступлением ее в стан скорость вспомогательного двигателя корректируют на величину
urig, «п (К,-К. 7 )-Пв .
Sol
В результате такого изме.нения скорости вспомогательного двигателя обеспечивается инвариантность управления от система ической ошибки измерения толщины стенки заготовок.
Действительно, пусть, например, К, 2,3; ,67; ,5 мм; 3,3 мм; об/мин; п 395 об/мин.
Тогда
S,(K,-n,/H,). 3,24 мм.
Так какSj
U Па,Пг(К,-К S
)-Н
в
0
5
uiig; 525(2,3-1,67 )-395
J, J
-48 об/мин.
Пусть теперь имеется систематическая ощибка измерения , пропорциональная измеряемой толщине стенки заготовки.
Так как 5 Q, (H6i),TO 8 - 1 1
JL
п Wv
s;. - s- S
01 „ с-
n
; (l+u) -21
п it 1
0
5
0
5
5
IC
iJ г
u + -
n
So; So(i + u).
0
1 Поэтому имеем
„ ,„ ,. 395 3,5(1 + A) „ o//,u. S5 (2,3- ) -. 3,24(KU)
и Л n., 525(2,3-1,67 -48 об/мин.
Т.е. наличие систематической ошибки 1 не сказывается на определении оче- 1)едной коррекции скорости вращения вспомогательного двигателя.
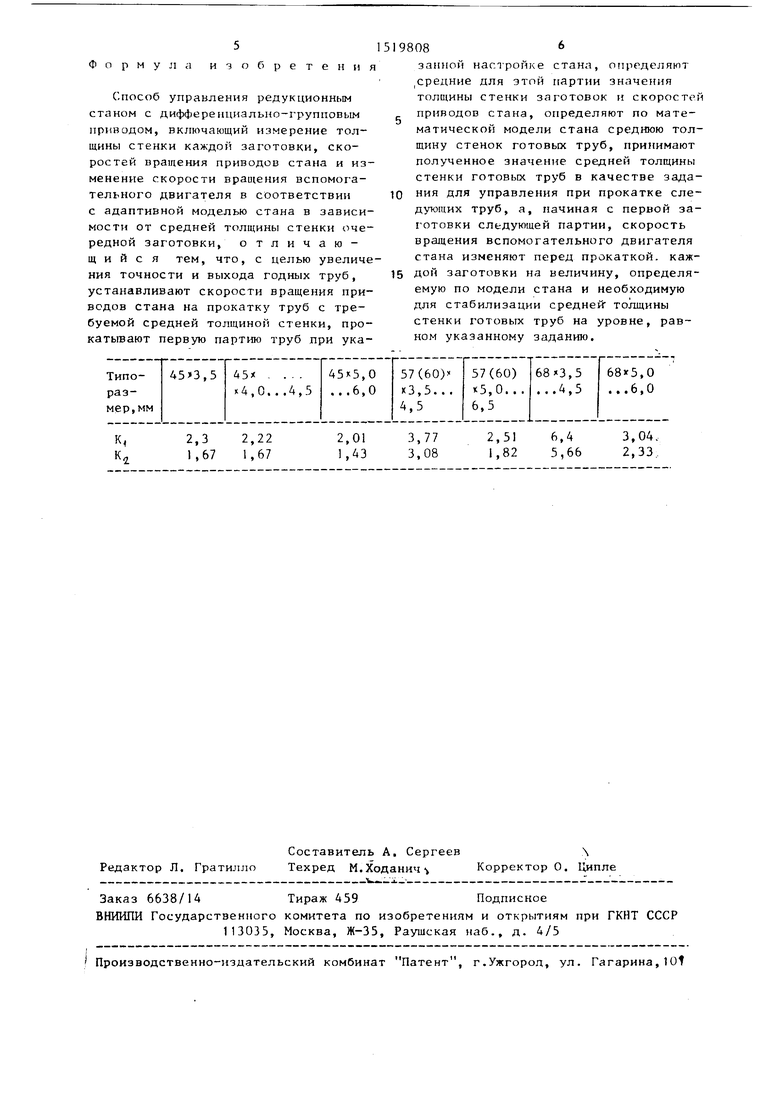
Коэффициенты математической модели стана К и К определяют заранее 113 технологических расчетов и задают в качестве исходных данных для каждого сортамента труб, В качестве примера результаты такого расчета приведены в таблице для основных типоразмеров готовых труб редукционного стана трубопрокатного агрегата.30-102,
В процессе управления указанные коэффициенты при необходимости уточняют, например, по методу наименьших квадратов (методу Гаусса).
Выполнение способа управления редукционным станом с дифференциально-групповым приводом обеспечивает увеличение точности и выхода годного труб и позволяет увеличить выход годного труб приблизительно на 0,25%.
Формула изобретени
Способ управления редукционным станом с дифференциально-групповым приводом, включающий измерение толщины стенки каждой заготовки, скоростей вращения приводов стана и изменение скорости вращения вспомогательного двигателя в соответствии с адаптивной моделью стана в зависимости от Средней толщины стенки очередной заготовки, отличающийся тем, что, с целью увеличения точности и выхода годных труб, устанавливают скорости вращения приводов стана на прокатку труб с требуемой средней толщиной стенки, про- катьшают первую партию труб при ука198086
запной настройке стана, определяют средние для этой партии значения толщины стенки заготовок и скоростей приводов стана, определяют по математической модели стана среднюю толщину стенок готовых труб, принимают полученное значение средней толщины стенки готовых труб в качестве зада- 10 ния для управления при прокатке следующих труб, а, начиная с первой заготовки следующей партии, скорость вращения вспомогательного двигателя стана изменяют перед прокаткой, каж- 15 ДО заготовки на величину, определяемую по модели стана и необходимую для стабилизации средней- толщины стенки готовых труб на уровне, равном указанному заданию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления редукционным станом с дифференциально-групповым приводом | 1983 |
|
SU1168309A1 |
| Способ управления редукционным станом с индивидуальными приводами клетей | 1982 |
|
SU1072940A1 |
| Устройство автоматического регулирования средней толщины стенки труб в редукционном стане | 1976 |
|
SU610582A1 |
| Способ управления натяжением трубы в редукционном стане | 1974 |
|
SU498978A1 |
| Способ регулирования средней толщины стенки труб в редукционном стане | 1973 |
|
SU506448A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| Заготовка для редуцирования труб с натяжением | 1978 |
|
SU743731A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2004 |
|
RU2271888C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
Изобретение относится к области продольной горячей прокатки труб без оправки, а точнее к прокатке труб в редукционных станах. Цель изобретения - увеличение точности и выхода годного труб. Первую партию труб прокатывают на постоянной настройке стана, обеспечивающей получение требуемой средней толщины стенки с учетом всех составляющих разностенности труб. При этом измеряют толщину стенки каждой заготовки и скорости вращения приводов стана. Определяют по результатам измерений средние для этой первой партии значения толщины стенки заготовок и скоростей приводов стана. Определяют среднюю толщину стенки готовых труб по математической модели стана в зависимости от полученных средних по партии значений толщины стенки заготовок и скоростей вращения приводов. Принимают полученное значение средней толщины стенки готовых труб в качестве задания для управления при прокатке следующих труб. Начиная с первой заготовки следующей партии, скорость вращения вспомогательного двигателя стана изменяют перед прокаткой каждой заготовки на величину, определяемую по модели стана и необходимую для стабилизации средней толщины стенки готовых труб на уровне, равном упомянутому заданию. 1 табл.
| Патент США № 3496745, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство автоматического регулирования средней толщины стенки труб в редукционном стане | 1976 |
|
SU610582A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
