Изобретение относится к продольной горячей прокатке труб без оправки, а точнее к прокатке труб в редукционных станах. Изобретение наиболее эффективно может быть использовано при прокатке бесконечных сварных труб на редукционных станах, оборудованных индивидуальными приводами клетей. . Известен способ управления редукционным станом, согласно которому в зависимости от отклонения толщины заготовки воздействием на приводы изменяют режим натяжения трубы в стане и, тем самым осуществляют регулирование толщины стенки трубы 1. Однако известный способ не предусматривает сопровождение участка трубы, содержащего поперечный сварной стык, в результате чего при прокатке возможен разрыв трубы, приводящий к браку и снижению производительности стана. Наиболее близким по технической сущности и достигаемому эффекту является способ управления редукционными станами с индивидуальными приводами клетей, предусматривающий редуцирование с заниженным натяжением участка трубы, содержащего поперечный сварной стык, путем скачкообразного уменьщения от настроечных значений скоростей приводов всех клетей, кроме первой, на одинаковые относительные величины при входе стыка в первую клеть стана, и скачкообразного увеличения скорости привода каждой последующей клети при входе стыка в нее 2. Известный способ обладает тем недостатком, что он не учитывает возможного различия толщин заготовок по обе стороны от поперечного сварного стыка. В результате когда толщина стенки хотя бы одного из двух участков заготовки, примыкающих к сварному стыку, меньше ее номинального значения, неизменный режим пониженного натяжения, установленный в соответстрии с номинальной толщиной стенки, не обеспечивает надежного исключения разрывов ослабленного участка заготовки. Когда же режим пониженного натяжения устанавливается исходя из минимально возможной толщины стенки заготовки, то известный способ уменьшает выход годного, если толщина стенки заготовки больше минимальной Недостатком известного способа является также то, что при прохождении через стан ослабленного участка трубы, примыкающие к нему соседние участки трубы прокатываются на одинаковых настройках. Поэтому при разной толщине стенки заготовки до и после ослабленного участка толщина стенки на соответствующих участках готовой трубы будет отличаться от заданного значения. Цель изобретения - увеличение выхода годного проката. Поставленная цель достигается тем, что согласно способу управления редукционным станом с индивидуальными приводами клеей, предусматривающему измерение толщины стенок заготовок .и редуцирование с заниженным натяжением ослабленного участка трубы, содержащего поперечный сварной стык, путем одновременного скачкообразного уменьшения от настроечных значений скоростей приводов всех клетей, кроме первой, на одинаковые относительные величины при входе стыка в первую клеть стана и скачкообразного увеличения скорости привода каждой последующей клети при входе стыка в нее, дополнительно выявляю т наименьщую толщину стенки из двух примыкающих к сварному стыку участков заготовок. Указанное уменьшение скоростей привоов производят на величину Smih.- SH 100%, (1) Д117, дпУо-кгде АПнт:-номинальное снижение скорости; - наименьшая толщина стенки из двух примыкающих к сварному шву участков заготовок; SH -номинальная толщина стенки заготовки;К -коэффициент в первом приближении равный 1, и уточняемый экспериментально, при входе стыка во вторую и последующие клети скорости приводов клетей последовательно, начиная с привода второй клети, скорость ее привода сначала увеличивают до исходного значения, а при поступлении стыка в последующую клеть изменяют в соответствии с измеренной толщиной стенки следующего за сварным стыком участка заготовки на величину, обеспечивающую стабилизацию толщины стенки соответствующего участка готовой трубы. Предлагаемый способ управления редукционным станом с индивидуальными приводами клетей позволяет увеличить производительность стана за счет повышения надежности редуцирования без разрывов ослабленного участка трубной заготовки путем формирования режима пониженного натяжения, устанавливаемого в соответствии с измеренной толщиной стенки более тонкого из 2-х участков заготовки, примыкающих к сварному стыку, т. е. такого режима, который учитывает фактическую толщину стенки и соответственно ориентировочную прочность заготовки. Способ позволяет повысить выход годного за счет последовательной установки скоростей приводов предыдущих клетей, которые проходят сварной стык, до значений, соответствующих измеренной толщине стенки следующего за сварным стыком участка заготовки и обеспечивающих стабилизацию толщины
стенки этого участка на требуемом (заданном) уровне.
На чертеже изображена временная диаграмма изменения скоростей двигателей клетей стана.
Перед редуцированием измеряют толщину бесконечной штрипсовой или трубной заготовки на 2-х участках длиной до нескольких межклетевых промежутков по обе стороны от сварного стыка. При входе стыка в первую клеть стана (момент времени .t. скорости приводов всех клетей, кроме первой, уменьшают от исходных значений на одну и ту же относительную величинуДп.,..зависящую от измеренной толщины стенки более тонкого из двух участков заготовки, непосредственно примыкающих к сварному стыку. При номинальной толщине стенки заготовки указанная относительная величина Лп. уменьщения скор.остей приводов составляет ориентировочно 10-20%, а при отклонении толщины стенки заготовки от номинального значения уточняют по указанному выражению. В результате натяжение между первой и второй клетями снижается на необходимую величину, определяемую по выражению (1), что дает возможность надежно и экономно пропустить стык в указанном межклетевом промежутке в режиме пониженного натяжения. При этом режим натяжений в боль1Бинстве других клетей стана практически не изменяется.
При входе стыка во вторую клеть стана момент времени скорость е привода увеличи.вают до исходного значения, при этом натяжение между 1-й и 2-й клетями в значительной мере восстанавливается, а между 2-й и 3-й клетями уменьщается до величины, необходимой для надежного пропуска стыка без разрыва. При входе стыка в третью клеть (момент времени tj).. скорость ее привода также увеличивают до соответствующего исходного значения, а скорость привода во второй клети снова изменяют (вторая ступень) до величины, зависящей от измеренной по длине в несколько межклетевых промежутков толщины стенки участка заготовки, следующего за сварным стыком, и обеспечивающей стабилизацию толщины
стенки соответствующего участка готовой трубы. Величину второй ступени изменения скорости Aiij..каждой клети i устанавливают в соответствии с выражением
t(i-iVf,%
l/o (Z-l)
где b. k-AS - процент изменения скорости двигателя в последней работающей клети;
1 -порядковый номер клети;
Z - количество работающих клетей;
К -коэффициент, определяемый экспериментально.
AS- SMSji измеренной толщины Se,ti...стенки участка заготовки следующего за сварным стыком, от ее значения на участке до сварного стыка ($«) При входе стыка в четвёртую клеть (момент времени i, аналогично скорость ее привода увеличивают до своего исходного значения, а скорость привода третьей клети изменяют на величину, определяемую по выражению (2). При входе стыка в последующие клети соответствующие операции выполняют аналогичным образом.
В результате такого изменения скоростей двигателей решаются комплексно сразу две задачи: надежный и экономный пропуск ослабленного участка заготовки через стан и стабилизация толщины стенки трубы, сдвинутые относительно друг друга на минимальное время, равное времени прохождения заготовкой одного межклетевого промежутка стана. Изменение скорости двигателя i-клети стана при входе в нее стыка сразу до величины, обеспечивающей стабилизацию толщины стенки участка заготовки, следующего за сварным стыком, т. е. в одну ступень, недопустимо, так как в этом случае не обеспечивается понижение натяжения для пропуска ослабленного участка трубы до величины, полученной по выражению (1). Выполнение способа управления редукционным станом с индивидуальными приводами клетей описанным выше образом обеспечивает повышение производительности стана и увеличение выхода годного.
/-/
6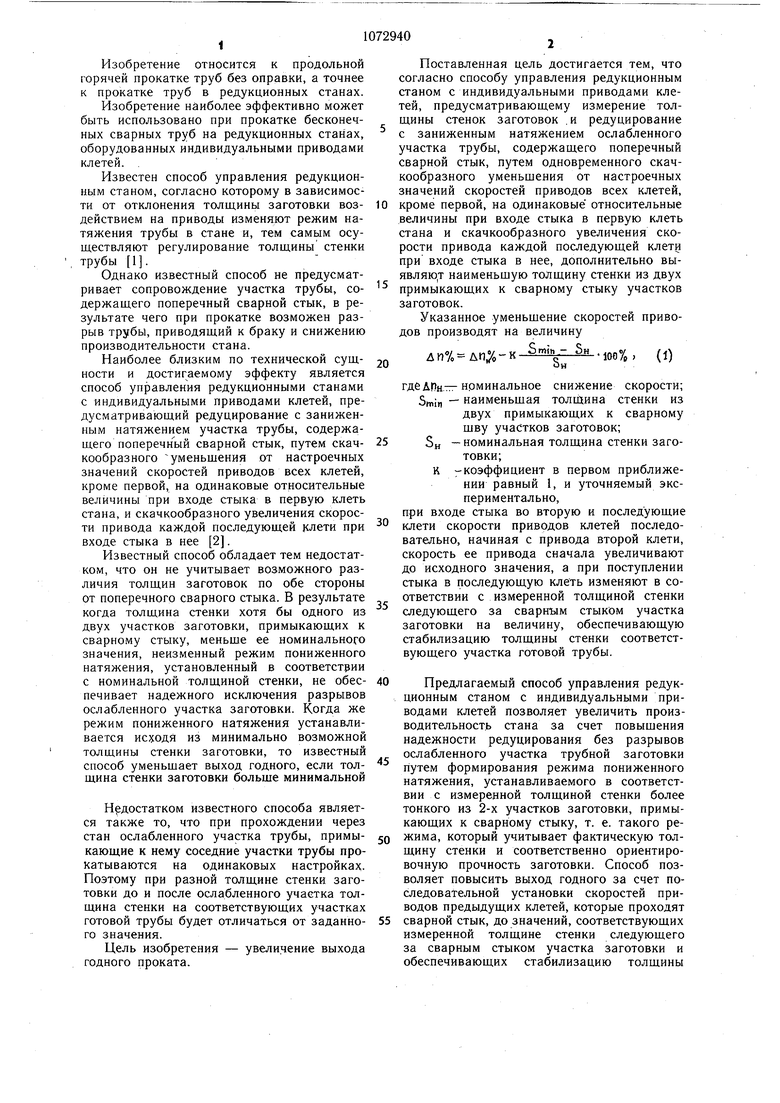
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU831234A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| Способ непрерывной прокатки труб | 1976 |
|
SU597446A2 |
| Способ управления редукционным станом с дифференциально-групповым приводом | 1983 |
|
SU1168309A1 |
| Способ управления натяжением трубы в редукционном стане | 1974 |
|
SU498978A1 |
| Способ редуцирования труб с натяжением | 1987 |
|
SU1488044A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Способ прокатки труб на многоклетевом редукционном стане | 1985 |
|
SU1324696A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБ | 1993 |
|
RU2041750C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ВАЛКОВ ДЛЯ МИНИМИЗАЦИИ ОБРАЗОВАНИЯ ВНУТРЕННЕГО МНОГОДУГОВОГО ПРОФИЛЯ | 2000 |
|
RU2247615C2 |
СПОСОБ УПРАВЛЕНИЯ РЕДУКЦИОННЫМ СТАНОМ С ИНДИВИДУАЛЬ НЫМИ ПРИВОДАМИ КЛЕТЕЙ, включающий измерение толщины стенок заготовок и редуцирование с заниженным натяжением их участка, содержащего поперечный сварной стык, путем одновременного скачкообразного уменьшения от настроечных значений скоростей приводов всех клетей, кроме первой, на одинаковые относительные вели- чины при входе стыка в первую клеть стана и скачкообразного увеличения скорости привода каждой последующей клети при входе стыка в нее, отличающийся тем, что, с целью увеличения вь1хбда годного проката, выявляют меньщую толщину стенки из двух примыкающих к сварному стыку участков заготовок, указанное уменьшение скоростей приводов производят на величину А И У; Д Пи I - к 100 % где Л.ЧНТ7Г номинальное снижение скорости; «5мин -меньшая толщина стенки из двух, примыкающих к сварному шву участков заготовок; 5н -номинальная толщины стенки заготовки; К -коэффициент, в первом приближении равный 1 и уточняемый экспериментально, (Л при входе стыка в очередную клеть, начиная со второй клети, скорость ее привода сначала увеличивают до настроечного значения, а при поступлении стыка в последующую клеть изменяют в соответствии с измеренной толщиной стенки следующего за сварным стыком участка заготовки. | ьо 
ij
tf
а
ь:-.
г-/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ регулирования толщины стенки труб при редуцировании | 1973 |
|
SU482220A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изменения натяжения трубы в редукционном стане с индивидуальным электроприводом клетей | 1974 |
|
SU488633A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
