щепная струастурпая схема регулирования толщины стенкн труб.
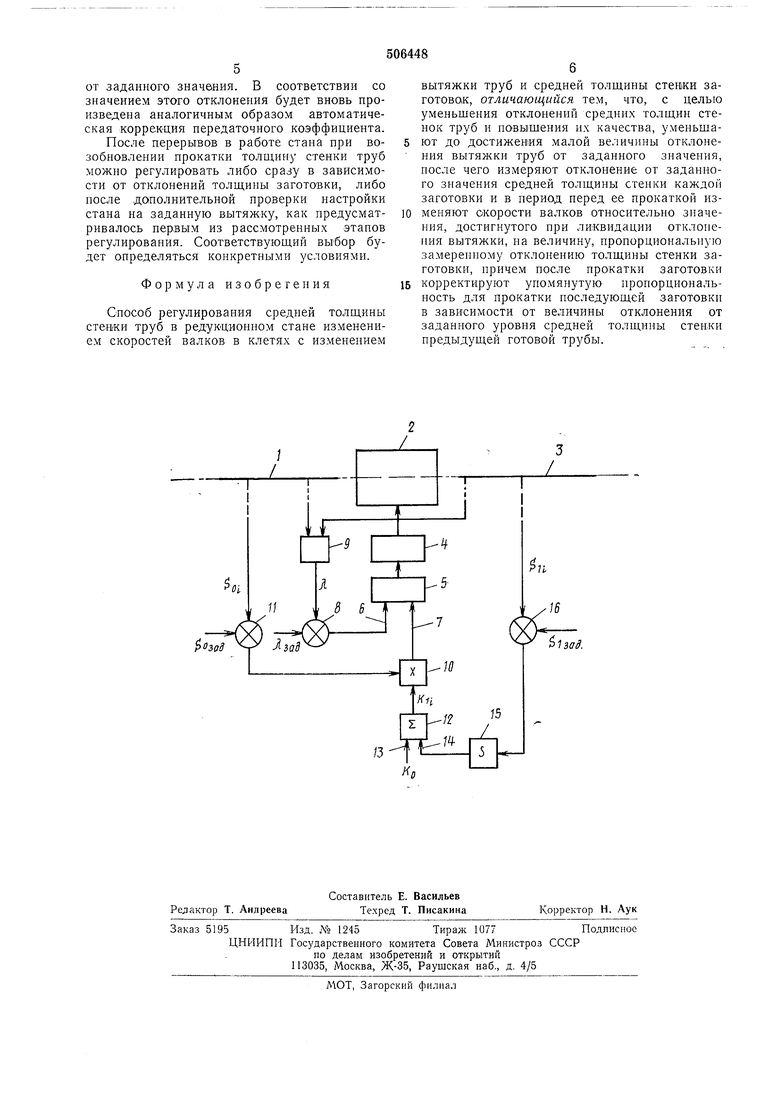
Заготовка 1 прокатывается г редукцнонном стане 2 в готовую трубу 3. Скорости валков изменяют с номощью двигателей 4 через устройство управления скоростями 5. Количество двигателей 4 определяется типом привода стана. В частном случае, придифференциально-групповом приводе в качестве двигателей 4 может быть использован один двигатель (.вспомогательный). Схема с одним двигателем приведена лишь как простейшая для изображения. При ином типе привода сущность способа не меняется.
Сигналы к устройству управления 5 поступают по двум каналам 6 и 7. По каналу 6 поступает управляющий сигнал, пролорциональный отклонению вытяжки л от заданного значения , определяемому в блоке сравнения 8. Вытяжка трубы определяется измерителем 9 либо иа основании одновременных замеров скоростей проката VQ и V на входе и выходе стана (K Vi/Vo), либо каким-нибудь иным способом, например, на основании замеров длип трубы LI и заготовки LO : I LI/LO.
По каналу 7 поступает управляющий сигал от блока умножения 10. Этот сигнал пролорционален от клонению средней толщины стенки очередной заготовки Sg,- от заданного значения, определяемому в блоке сравнения 11. Коэффициент пропорциональности, на который умножается отклонение толщины стенки заготов ки, или лередаточиый коэффициент Кп для управляющего сигнала в канале 7 определяется сумматором 12. В свою очередь на входы 13 и 14 сумматора 12 нодаются два сигнала, а именно сигнал исходной установки Ко и добавочный, корректирующий сигнал от напоминающего (интегрирующего) блока 15. На вход блока 15 поступает сигпал с блока сравнения 16, в котором определяется отклонение средней толщины стенки готовой трубы Si/ от заданного значения 5|зад
Предлагаемый способ реализуется следующим образом. Первоначально (до начала прокапки и автоматического регулирования) устанавливаются некоторые расчетные скорости валков в клетях стана 2, в блоки сравнения 8, 11, 16 вводятся сигналы, соответствующие заданным значениям вытяжки трубы и толщины стенки заготовки и готовой трубы; в сумматор 12 вводится начальное значение нередаточного коэффициента; выходной сигнал блока 15 устанавливается в нуль.
Перед прокаткой первой трубы разрешается подача управляющих сигналов на устройство 5 по каналу 6, канал 7 при этом блокируется.
При прокатке первой трубы () или нескольких труб осуществляют исходную настройку стана и измеряют вытяжку трубы л с помощью измерителя 9. С помощью блока сравнения 8 сравнивают полученное зпачеааие вытяж1ки с заданным значением. Если полученное значение вытяжки отличается от заданного значения, то соответствующим сигналом но каналу 6 через устройство 5 и двигатель 4 изменяют скорость валков стана с одновременным или последующим замером вытяжки трубы настолько, чтобы отклонение вытяжки свести к
нулю. После достижения заданной величины вытяжки канал 6 блокируют и открывают канал 7.
Затем измеряют среднюю толщину стенки S,,,- каждой очередной заготовки, сравнивают ее с заданным значением So зад с ло.мощью блока 11 и перед прокаткой этой заготовки с помощью управляющего сигнала по каналу 7 изменяют скорости вал1ков. Унравляющий сигнал но каналу 7 (а следовательно, н изменение скорости двигателя 4 относительно уровня, при котором была обеспечена заданная вытяжка) пропорционален отклонению средней толщины стенки заготовки от заданного значения So зад и величине передаточного коэффициента Ki; . Для первой из этих заготовок передаточный коэффициент К и имеет начальное значение Ко, установленное на входе 13 сумматора 12. После прокатки этой заготовки измеряют
среднюю толщину стенки Si; соответствующей ей трубы, сравнивают в блоке сравнения 16 с заданным значением . Если соответствующее отклонение не равно нулю, то следовательно, начальное значение передаточного коэффициента Ко выбрано неточно и необходимо его откорректировать. В зависимости от величины отклонения Su от перед прокаткой следующей трубы корректируют первоначальную величину передаточного
коэффициента. Корректирующий сигнал формируется и запоминается блоком 15 и по входу 14 подается на сумматор 12.
Коррекция передаточного коэффициента в цепи управляющего сигнала, т. е. отнощения между изменением скорости валков и отклонением толщины сгевки заготовки, осуществляется при прокатке последующих труб аналогичным способом, если не будет обеспечиваться равенство средней толщины стенки труб Si/ заданному значению Si3a,a . После выполнения коррекции до возникновения сколько-нибудь существенных дополнительных изменений параметров процесса прокатки регулирование толщины стенки труб будет
сводиться к изменению скорости двигателя 4 перед прокаткой каждой очередной заготовки настолько, чтобы отклонение этой скорости от режима, при котором была достигнута заданная величина, было пропорционально
отклонению средней толщины стенки этой заготовки и скорректированному значению передаточного коэффициента.
При постепенном накоплении дополнительных из:менепий параметров процесса прокатки толщина стен труб начнет отклоняться
от заданного значения. В соответствии со значением этого отклонения будет вновь произведена аналогичным образом автоматическая коррекция иередаточного коэффициента. После перерывов в работе стана нри возобновлении прокатки толщину стенки труб можно регулировать либо сразу в зависимости от отклонений толщины заготовки, либо носле дополнительной проверки настройки стана на заданную вытяжку, как предусматривалось первым из рассмотренных этапов регулирования. Соответствующий вьгбор будет определяться конкретными условиями.
Формула изобретения
Способ регулирования средней толщины стеаки труб в редукционном стане изменением скоростей валков в клетях с изменением
вытяжки труб и средней толщины стевки заroTOBOiK, отличающийся тем, что, с целью уменьщения отклонений средних толщин стенок труб и повыщения их качества, уменьщают до достижения малой величины отклонения вытяжки труб от заданного значения, после чего измеряют отклонение от заданного значения средней толщины стенки каждой заготовки и в период перед ее прокаткой изменяют скорости валков относительно значения, достигнутого нри ликвидации отклонения вытяжки, на величину, пронорцнональную замеренному отклонению толщины стенки заготовки, причем носле нрокатки заготовки
корректируют упомянутую пропорциональность для прокатки носледующей заготовки в зависимости от величины отклонения от заданного уровня средней толщины стенки предыдущей готовой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины стенки труб при редуцировании | 1977 |
|
SU715159A1 |
| Способ регулирования толщины стенки труб при редуцировании | 1973 |
|
SU482220A1 |
| Устройство автоматического регулирования средней толщины стенки труб в редукционном стане | 1976 |
|
SU610582A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| Способ редуцирования труб с натяжением | 1987 |
|
SU1488044A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Способ прокатки труб на редукционном стане | 1972 |
|
SU486819A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ВАЛКОВ ДЛЯ МИНИМИЗАЦИИ ОБРАЗОВАНИЯ ВНУТРЕННЕГО МНОГОДУГОВОГО ПРОФИЛЯ | 2000 |
|
RU2247615C2 |
0,
)
разод Я зад
