в склад 1 1
Неподвижно к телу 17 инструменталь-)5 на 8 з.акреплен цепно-реечный механизм ных магазиноц закреплены несколько39 для перемещения инструментальных
опор 23, в которых установлены ролики 24, Посредством роликов 24 каждый инструментальный магазин опирается на направляющие планки 9 кро}П11тейна 8 или направляющие ячеек склада 1I и
магазинов от кронштейна и обратно.
К поперечно-подвижной колонне 3 20 или к кронштейну 8 закреплена механическая рука 40 - автооператор для
в склад 1 1
магазинов от кронштейна и обратно.
К поперечно-подвижной колонне 3 или к кронштейну 8 закреплена механическая рука 40 - автооператор для


| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Металлорежущий станок | 1980 |
|
SU931304A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1983 |
|
SU1103986A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU727119A3 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |




Изобретение касается металлорежущего станка с автоматической сменой инструментов и инструментальных магазинов, в частности станка с вращающимися инструментами. Целью изобретения является повышение надежности. Металлорежущий станок состоит из станины 1, на которой расположены подвижные крестовые салазки 2 и поперечно подвижная колонна 3. На крестовых салазках закреплен дополнительно введенный кронштейн 8 V-образного сечения. За крестовыми салазками 2 жестко закреплено основание склада 11 для инструментальных магазинов, ячейки которого имеют такое же V-образное сечение, как и кронштейн 8. Кронштейн 8 имеет направляющие для размещения в них инструментальных магазинов, а также механизм позиционирования гнезд магазина в позиции смены инструмента. В ячейках склада 11 расположено несколько магазинов, при этом одна ячейка остается свободной и предназначается для размещения магазина, расположенного на кронштейне 8. В процессе работы происходит смена магазинов между кронштейном 8 и складом 11. Направляющие планки кронштейна 8 ориентируются относительно направляющих ячеек склада посредством крестовых салазок 2. Кронштейн 8 снабжен также двумя бесконтактными переключателями для подсчета гнезд. 1 з.п. ф-лы, 9 ил.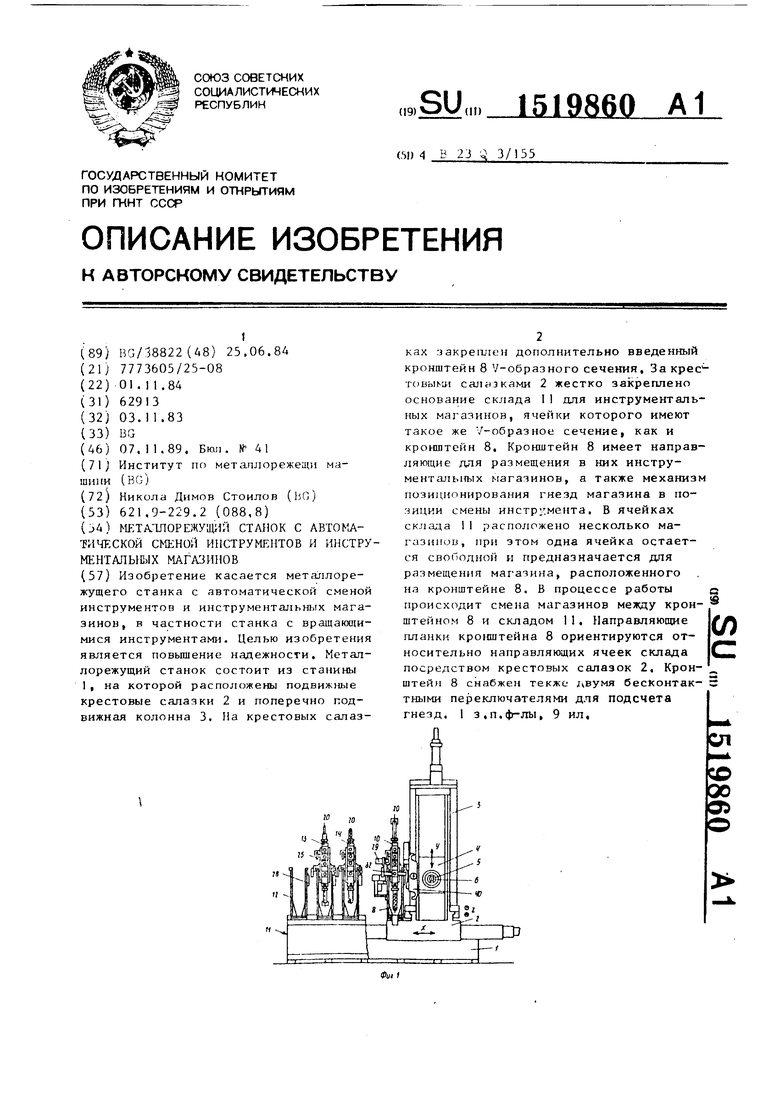
его южнo легко передвигать по ним,
К;1ждый инструментальный магазин имеет по одному консольно выступающему вне тела 17 3y64aTONry колесу 25, неподвижно закрепленному на валу одного из цепрых колес 18. Каждый ин- струментальршй магазин имеет также по одной планке 26, а также по одной кон- соле 27 для соединения с механизмом перемещения инструментальных магазинов ,
В каждой ячейке склада 11 для ин- cTpyMeHTajiLHbix магазинов и к крон- Ш1ейну 8 закреплены по одному фиксатору 28, наконечник которого расположен Е такке 26 соответствующего инструментального магазина.
Наподвижно к кронштейну 8 закреплен корпус двигателя 29 посредством планки 30. К валу этого двигателя 29 закреплено зубчатое колесо 31, Двигатель 29 закреплен таким образом в пространстве, что его зубчатое колесо
31 зацешшно с консольно выступающим .с ка следуюгцего инструмента программой, зубчатым колесом 25 инструментально-Вращательное движение двигателя 29
го магазина, который зафиксирован в кро{т тейне 8, Таким образом, посредст вом вращения вала двигателя 29 кажпосредством его зубчато о колеса 31 , другого колеса 25 и цепного колеса 18 приводит в движение цепь гнезд 19.
дое гнездо 19 инструментального мага- Q Это движение продолжается до тех пор,
зина может быть принелено в позиции,пока искомое гнездо 19 дойдет до поназываемо) позицией смены 32. Ось
20 гнезда 19, находящееся в позиции
смеш.) 32, параллельна горизонтальной
оси 5 шпинделя Б металлорежущего стан-, 33. Таким образом, подготовленный нока. Для фиксирования гнезда 19 в этойвый инструмент ожидает заканчивание
позип,ии предусмотрены два приводных
фиксатора, закрепленных к двум внешшм стенкам V-образного кронштейна 8,
зиции смены 32. Останавливается вращение двигателя 29 и подключается фиксирование посредством цилиндров
обработки старым инструментом. Следует перемещение поперечно подвижной колонны 3 по оси Z и шпиндельной космены инструментов между шпинделем 6 и позицией для смены 32.
Механизм 39 состоит из одной длинной подвижной планки 41, к обоим концам которой прикреплены по одному цеп- HONry колесу 42 и 43. Они связаны посредством втулочно-роликовой цепи 44, у которой в одном из звеньев есть
выступ 45 (обозначенный схематически на фиг. 2, 5 и 9 одной черной точкой). Переднее (.правое на фиг. 2) колесо 42 приводится в движение посредством гидродвигателя 46. Неподвижно к план- ке 41 прикреплена и зубчатая рейка 47, которая зацеплена с зубчатым колесом, прикрепленным неподвижно к валу другого гидродвигателя 48. Металлорежущий станок работает
следующим.образом.
Во обработк1 (инструментом, который находится в шпинделе 6) подключается расфиксирование цилиндров 33 и вращение двигателя 29 для поис
зиции смены 32. Останавливается вращение двигателя 29 и подключается фиксирование посредством цилиндров
обработки старым инструментом. Следует перемещение поперечно подвижной колонны 3 по оси Z и шпиндельной коробки 4 по оси Y до тех пор, пока шпиндель 6 окажется текже в позиции смены. Механическая рука 40 поворачивается и схватывает старый и новый инструменты. Поступательным движением впо-ред она вытаскивает инструменты соответственно перед торцом mHtuiAe/iH 6 и перед торцом гнезда 19, Следует повор(5 механической руки на 180, перемещение |назад и поворот до исходного положения, Новый инструмент - в шпинделе 6. Начинается обработка этим инструментом и так далее,
После окончания предусмотренных операций инструментами из первого инструментального магазина 10 подается сигнал дян Смены инструментальшлх магазинов, переключается передвижение по оси X до тех пор, пока кронштейн 8 займет место напротив пустой ячейки, предназначенной для инструментального магазина 10 (фиг, 8), Во время этого передвижения механическая рука
40 возвращает последний инструмент из 25 реключателя для подсчета гнезд 19 иншпи1зделя 6 в пустое гнездо 19, которое перед тем зафиксировано в позиции смены 32, Шпиндель 6 уже свободен и ожидает новый инструмент, например, из второго инструментального магазина 13,
После выполнения только что описанных начальных действий подключаются расфиксирование цилиндров 33 и расфиксирование двух из фиксаторов 28 (тот, который на кронштейне 8, и тот, который в пустой ячейке 12), Следует зацепление цепно-реечного механизма 39 с консолью.27, перемещение инструментального магазина 10 из кронштейна 8 в пустую ячейку 12 склада 1 1 , фиксирование инструментального магазина 10 в ячейке 12 и расцепление цепно-реечного механизма 39 с консолью 27 (фиг, 9), Последний убирается в зону кронштейна 8, Этим закончился про цесс по перемещению старого, ужененуж ного инструментального магазина 10 в склад 11 для инструментальных магазинов.
Для схватывания следующего инструментального магазина, например 13, необходимо осуществить следущне действия: перемещение крестовых салазок 2 но оси X до тех пор, пока приемная станция встанет напротив ячейки с магазином 13; холостой ход цепно-реечного механизма 39 к складу 1 1 для инструменталыгых магазинов; расфиксирование инструментального ма
30
35
40
-45
50
55
струментального магазина. Вращение инструментального магазина продолжается до тех пор, пока в позиции смены 32 займет место гужное гнездо 19, Это гнездо 19 фиксируется посредством цилиндров 33, после чего подается сигнал к механической руке 40 для установки в шпиндель 6 инструмента из нового инструментального магазина 13, Описанный, таким образом, станок является примерным. Идею изобретения можно применить и в станках без крестовых салазок 2 под колонной 3, например, если колонна 3 перемещается только по оси Z, а движение по оси X осуществляется рабочим столом 7, В таком случае под складом 11 необходимо установить механизм ддя продольного перемещения, параллельно оси склада X И для того, чтобы каждая ячейка склада 11 могла бы встать за кронштейном 8, который в этом случае закрепляют непосредственно к станине 1,
Формула изобретения
I, Металлорежущий станок с автоматической сменой инструментов и инструментальных магазинов, содержащий станину, шпиндель, который установлен с возможностью вертикального перемещения на колонне, расположенной на станине на крестовых салазках с возможностью продолыюг о и попереч
гатнн.ч 13 в ячейке; чянепление цепно- реечногс) механизма 39 с консолью 27 инструментального магазина 13 и начало перемещения зтого магазина из склада 11 на крошлтейн 8; в этот момент подключается медленное враи1ение двигателя 29 для облегчения зацошения консольно выступающего зубчатого колеса 25 и зубчатого колеса 31; фиксирование инструментального магазина 13 посредством фиксатора 28 кронштейна 8,
Этим заканчивается процесс размещения нового инструментального магазина на кронштейн 8, Однако, новый инструментальный магазин зацеплен с двигателем 29 в произвольном положении. Поэтому необходимо быстрое перемещение гнезд 19, чтобы кулачок 38 первого гнезда 19 мог привести в дейстг-че бесконтактный переключатель 3/, Сигнал с последнего нармализует функционирование другого бесконтактного пе0
5
0
5
0
5
струментального магазина. Вращение инструментального магазина продолжается до тех пор, пока в позиции смены 32 займет место гужное гнездо 19, Это гнездо 19 фиксируется посредством цилиндров 33, после чего подается сигнал к механической руке 40 для установки в шпиндель 6 инструмента из нового инструментального магазина 13, Описанный, таким образом, станок является примерным. Идею изобретения можно применить и в станках без крестовых салазок 2 под колонной 3, например, если колонна 3 перемещается только по оси Z, а движение по оси X осуществляется рабочим столом 7, В таком случае под складом 11 необходимо установить механизм ддя продольного перемещения, параллельно оси склада X И для того, чтобы каждая ячейка склада 11 могла бы встать за кронштейном 8, который в этом случае закрепляют непосредственно к станине 1,
Формула изобретения
I, Металлорежущий станок с автоматической сменой инструментов и инструментальных магазинов, содержащий станину, шпиндель, который установлен с возможностью вертикального перемещения на колонне, расположенной на станине на крестовых салазках с возможностью продолыюг о и поперечного относительно оси шпинделя горизонтального перемещения, склад инструментальных магазинов с гнездами для инструментов, ячейки которого раположены в ряд и имеют направляю1цие для магазинов, выполненные с возможностью совмещения с направляющими планками на крестовых салазках, механизм перемещения магазинов из ячеек на салазки и обратно, привод гнезд магазинов для смены инструментов в шпинделе, включающий в себя смонтированный на салазках двигатель с валом механизм позиционирования гнезд и фиксатор положения магазина на салазках с фиксирующим пальцем, отличающийся тем, что, с целью повышения надежности, оси гнезд каждого инструментального магазина расположены в плоскости, параллельной оси щпинделя, а привод гнезд каждого магазина выполнен с консольно расположенным на магазине зубчатым колесом, размещенным на магазине с возможнос23 И
/7
/ / 4 J 8
тью зацепления с зубчатым колесом, смонтированным на валу двигателя, причем направляюпше планки расположены
на дополнительно введенном крошптей- J
не, закрепленном на крестовых салазках, на котором установлен механизм позиционирования гнезд, выполненный в В1ще двух приводных фиксаторов, расQ положенных по обе стороны гнезда с инструментом, подлежащим смене, при этом фиксатор положения магазина на салазках расположен на кронштейне, а каждый магазин снабжен планкой с
5 выполненным в ней отверстием под фиксирующий палец,
0 выполнены с V-образным сечением, при этом кронштейн снабжен двумя бесконтактными переключателями для подсчета гнезд, а каждый магазин - роликами для размещения их на направляю5 щих планках.
39 1
Фиг. 2
23
(9
18
Фиг. Ч
Фиг 3
55
Гп -ITS- -
v ii -;$iK , k f V
IS
/5
J« JZ
4v vz
JJ
5
3
30
В В
20
54
Фиг. 6
18
ui10
Фиг.8
Редактор Л.Гратилло
Фие.9
Составитель А.Шкурин Техред М.Ходанич
Заказ 6642/17
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/3
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Корректор М, Максимишинец
Подписное
