Изобретение отнрсится к обработке металлов резанием и может быть использовано в станках для обработки концов валов
Цель изобретения - упрощение кон струкцни и повышение надежности ра боты. Указанная цель обеспечивается возможностью использования одного из рабочих перемещений для ввода-вывода шпинеделей двухшпиндельной бабки в зону обработки, а также размещением магазина инструмента вне шпиндельной бабки с сохранением между ними жесткой связи,
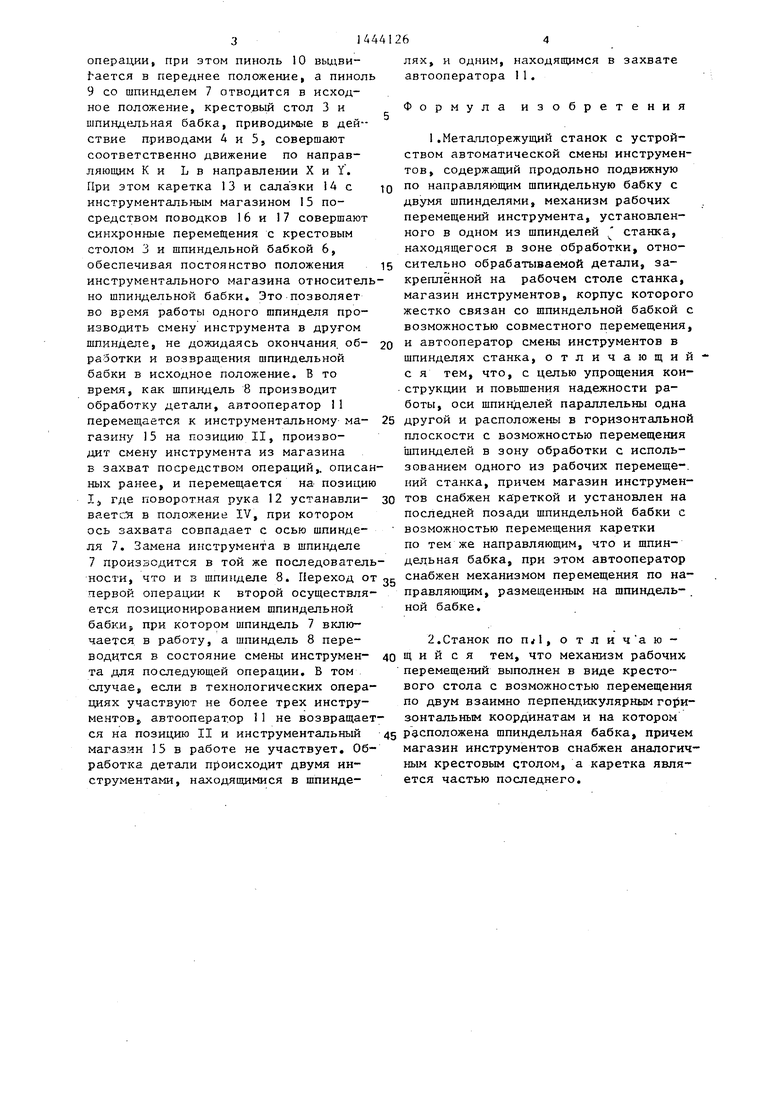
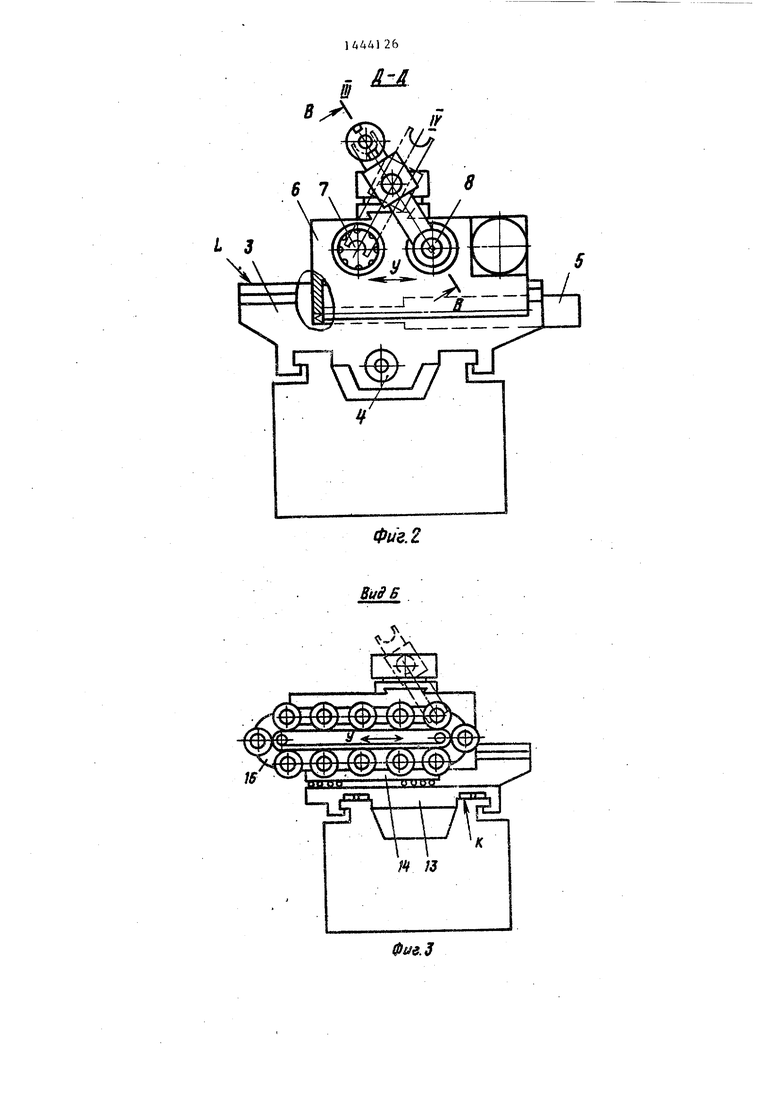
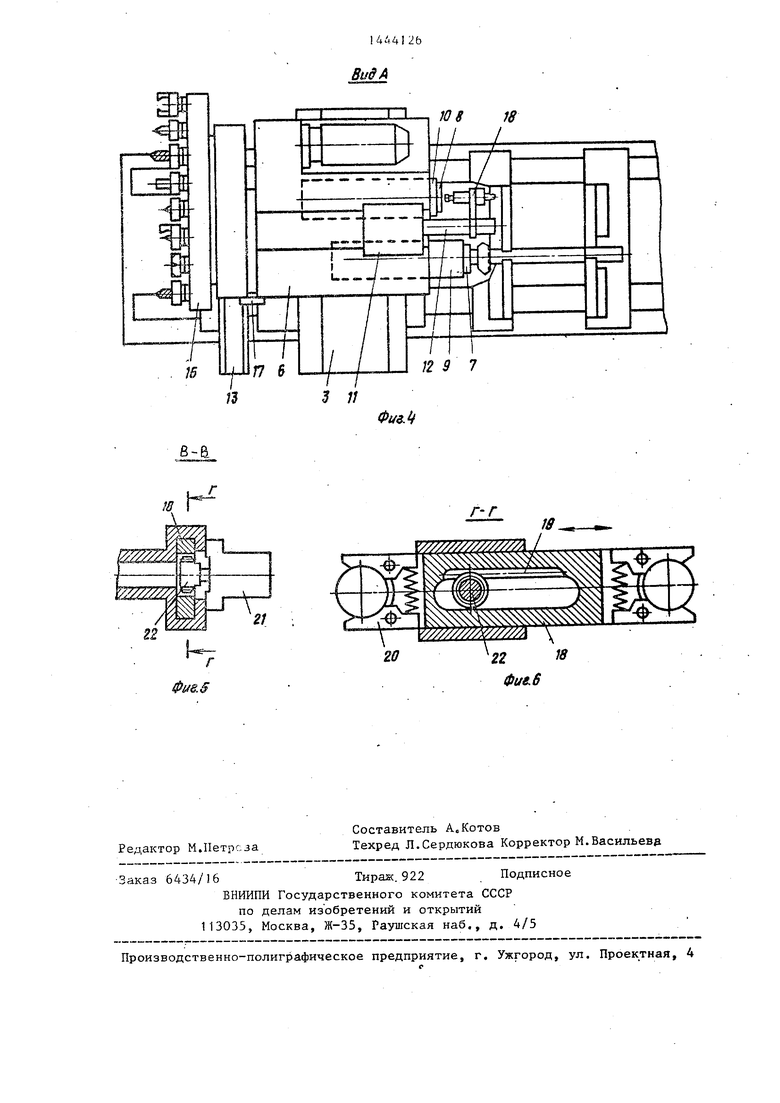
На представлен станок с устройством для автоматической смены инструмента (УАСЦ), общий вид; на фиг«2 - разрез Д-Д на фиг.; на фкг.З вид Б на фиг.1 (магазин ин- струментов)} на фиг.4 - вид А на фиг фнге1; на фиг.5 - разрез В-В на фиг.2 (привод линейного перемещения захватов); на фиг.6 - разрез Г-Г на фиг.5 (механизм линейного перемеще- ния захватов поворотной руки).
Станок состоит из станины 1 с направляющими поверхностями К (фиг, на которые установлены тиски 2 для базрфсвания обрабатываемой детали кр естовый С7ол 3, снабженный приводом 4 продольных перемещений (направление Х) н приводом 5.поперечных перем делгий (направление Y) . На поперечных н;яправляющих L кр естового стола 3 установлена шпиндельная бабка б, несущая два шпинделя 7 и 8, размещенные в пинолях 9 и 0, Оси шпинделей 7 и 8 параллельны одна другой и расположегш в горизонтальной плос;- кости с возможностью ввода-вывода шпинделей; 7 и 8 в зону обработки за счет перемещения шпиндельной бабк 6 по поперечным направляющим L На шпивдельной бабке 6 также размещен а тоотгератор 11 с поворотной рукой 12 (фиг.4), Оппозитно щпиндельной бабки б с другой стороны тисков 2 может быть размещена вторая аналогичная первой шпиндельная бабка с подобным же УАСИ (не показано), которая обеспечивает обработку второго конца вала с
На направляющие поверхности К лрестового стола 3 установлен аналог1; ный ему крестовый- стол с ка- реткой 13, ыа которой размещены салаки 14 (), несущие инструментал ный магазин 15, причем каретка 13
связана с.корпусом крестового стола 3 поводком 16 (фиг.), обеспечиваю- DiHM ее синхро1 ное перемещение с крестовым столом 3 в направлении X, а салазки 14 связаны жестким поводком 17- (фиг.1) со шпиндельной бабкой 6, обеспечивающим синхронное перемещение салазок и шпиндельной бабки в направлении Y, Для замены инструмента в двух шпинделях в поворотной руке 12 автооператора 11 установлен с возможностью радиального перемещения захват 18, снабженный зубчатой рейкой
19(фиг.5 и 6) и подпружиненными защелками 20 д.пя фиксации хвостовика режущего инструмента. На поворотной руке 12 установлен также дополнитель- привод 21. снабженный зубчатым колесом 22, посредством которого
он имеет возможность взаимодействовать с захватом 18.
Станок в режиме автоматической смены инструмента работает следуюшдм образом.
Смена режущего инструмента происходит во время обработки заготовки одним из шпинделей, например шпинделем 7, когда шпиндельная бабка 6 перемещается по направляющим в направлении Y, при этом пиноль 10 шпигадепя 8 отводится в исходное положениез автооператор 11 перемещается на позицию 1 (фиг.1), поворотная рука 12 занимает положение III (фиг.2), при котором ось свободного захвата 18 совмещается с осью шпинделя 8, после чего включается привод 2,и посредством зубчатого колеса 22 и рейкк 19 захват 8 перемещается в направлении оси шпинделя. Движение захвата продолжается до тех nopj пока защелка
20зафиксирует хвостовик режущего инструмента, находящегося в шпинделе. После извлечения инструмента HS щпинделя ругса 12 повоорачивается
на 180 и привод 21 перемещает захват 18 до совмещения оси нового инструмента с осью посадочного гнезда шпинделя. Движением автооператора в направлении позиции II инструмент вводится Б шпиндель, фиксируется в нем, после чего захват описанным спо собой отводится от шпинделя. Шпиндель с установленным в него режуя;им инструментом готов к выполнению операции обработки заготовкио По оконча- нш предыдущей операции обработки подается команда на выполнение второй
операции, при этом пиноль 10 вьщви- Ьается в переднее положение, а пинол 9 со шпинделем 7 отводится в исходное положение, крестовый стол 3 и шпиндешьная бабка, приводимые в действие приводами Д и 5, совершают соответственно движение по направляющим К и L в направлении X и Y. При этом каретка 13 и сала зки 14 с инструментальным магазином 15 посредством поводков 16 и 17 совершают синхронные перемещения с крестовым столом 3 и шпиндельной бабкой 6, обеспечивая постоянство положения инструментального магазина относително шпиндельной бабки. Это позволяет во время работы одного шпинделя производить смену инструмента в другом шпинделе, не дожидаясь окончания, обработки и возвращения шпиндельной бабки в исходное положение. В то время, как шпиндель 8 производит обработку детали, автооператор 11
лях, и одним, нaxoдяшJ мcя в захвате автооператора 11.
Формула изобретения
1.Металлорежущий станок с устройством автоматической смены инструментов, содержащий продольно подвижную
по направляющим шпиндельную бабку с двумя шпинделями, механизм рабочих перемещений инструмента, установленного в одном из шпинделей J станка, находящегося в зоне обработки, относительно обрабатываемой детали, закреплённой на рабочем столе станка, магазин инструментов, корпус которого жестко связан со шпиндельной бабкой с возможностью совместного перемещения,
и автооператор смены инструментов в шпинделях станка, отличающий с я тем, что, с целью упрощения конструкции и повьппения надежности работы, оси шпинделей параллельны одна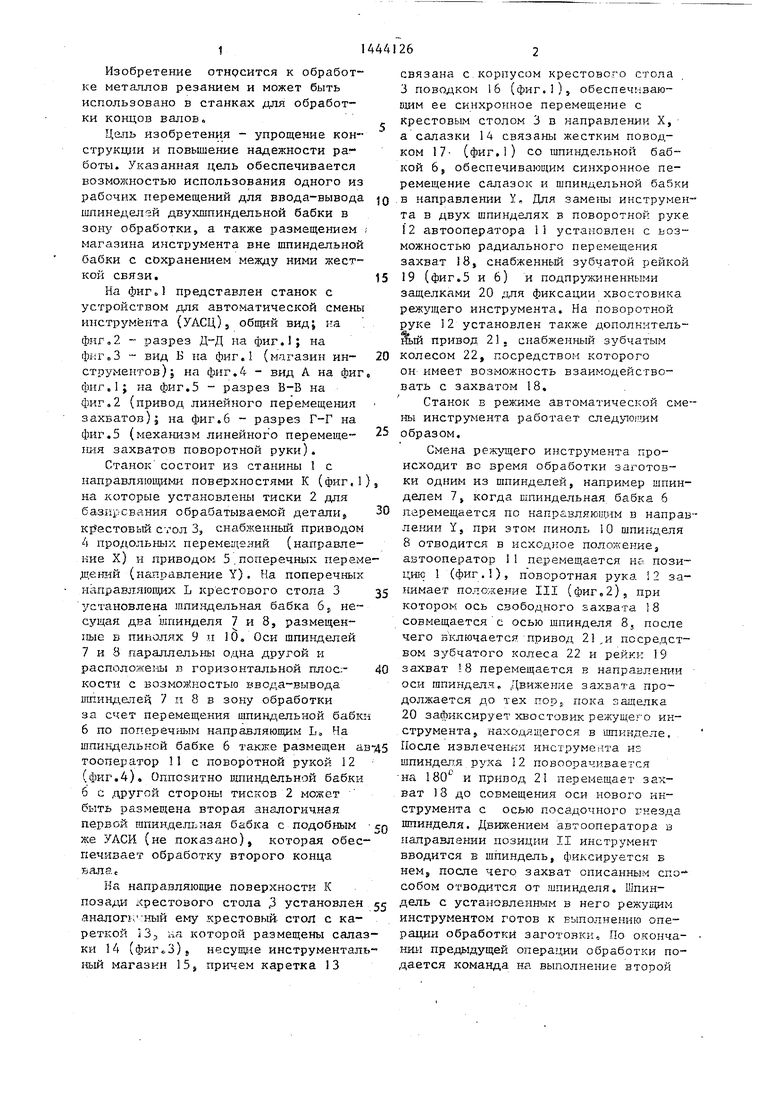
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1978 |
|
SU763067A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
| Устройство для управления расточ-HO-фРЕзЕРНыМ CTAHKOM | 1979 |
|
SU810393A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Гибкий производственный модуль | 1986 |
|
SU1342668A1 |
Изобретение относится к обработке металлов резанием и может быть использовано в станках для обработки концов валов. Цель изобретения - упрощение конструкции и повышение надежности работы. Указанная цель обеспечивается возможностью использования одного из рабочих перемещений для ввода-вывода шпинделей, двухшпиндель- ной бабки 6 в зону обработки, а также размещением магазина I5 инструментов вне шпиндельной бабки 6 с сохранением между.ними жесткой связи, Двухсторонний горизонтальный станок содержит станину 1, крестовый стол 3, установленный на направляющие К, шпиндельную бабку 6, инструментальный магазин 15, автооператор II для сме- нь инструмента, расположенный на шпиндельной бабке 6. Станок снабжен, дополнительным крестовым столом с кареткой 13, установленной на на- правляю дие К станины позади крестового стола 3, а инструментальный мага- g ЗИН 15 снабжен салазками 14; размещен- ными на каретке 13, и связан жестким поводком 17 со шпиндельной бабкой 6, что позволяет сохранить неизменным положение инструментального магазина 15 относительно шпинделей, з.п, ф-лы 5 6 ил. i «. /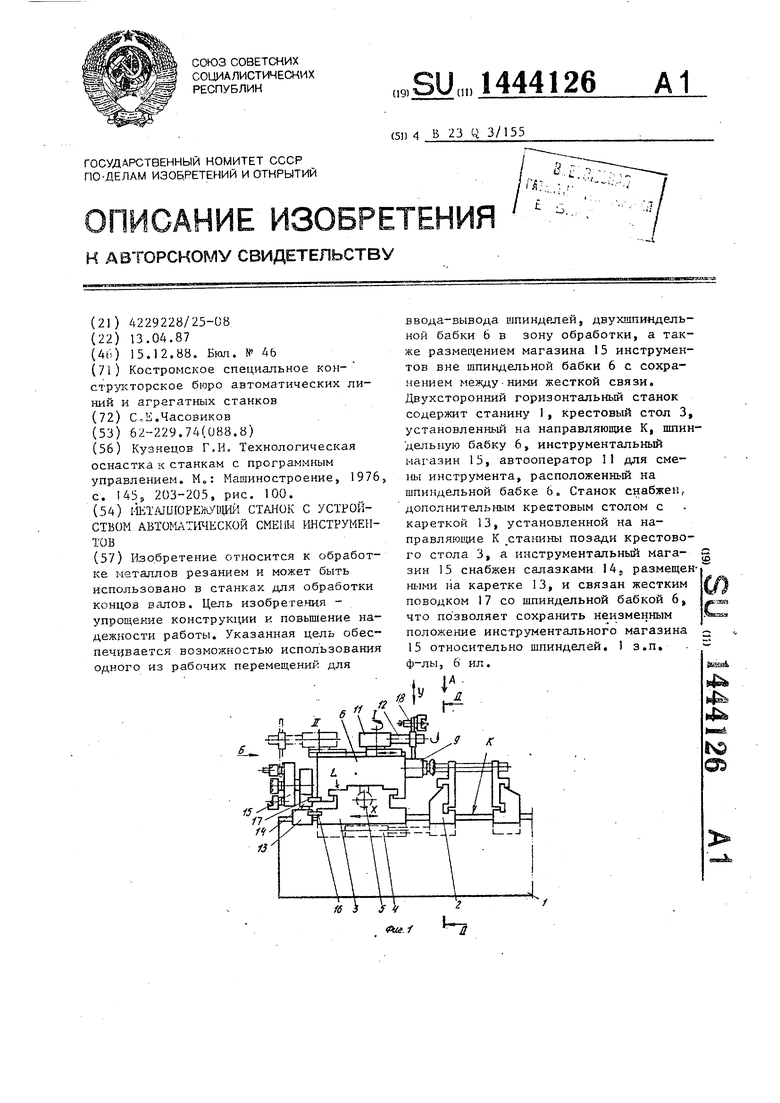
перемещается к инструментальному ма- 25 другой и расположены в горизонтальной газину 15 на позицию II, произво- плоскости с возможностью перемещения дит смену инструмента из магазина шпинделей в зону обработки с исполь- в захват посредством операций,, описан- зованием одного из рабочих перемеще-. ных ранее, и перемещается на позицию т.
НИИ станка, причем магазин инструмен.5 где поворотная рука 12 устанавли- ЗО тов снабжен ка:реткой и установлен на ваетс я в положений IV, при котором последней позади шпиндельной бабки с ось захвата совпадает с осью шпинде- возможностью перемещения каретки ля 7. Замена инструмента в шпинделе по тем же направляющим, что и шпин- 7 производится в той же последователь- дельная бабка, при этом автооператор ности, что и в шпинделе 8. Переход от дс снабжен механизмом перемещения по на- первой операции к второй осуществля- правляющим, размещенным на шпиндель- ется позиционированием шпиндельной ной бабке. бабки, при котором шпиндель 7 включается в работу, а шпиндель 8 пере- 2.Станок по , о тл ич аю- водится в состояние смены инструмен- 40 Ч и и с я тем, что механизм рабочих та для последующей операции. В том перемещений выполнен в виде кресто- случае, если в технологических опера- вого стола с возможностью перемещения циях участвуют не более трех инстру- по двум взаимно перпендикулярным roiiH- ментовл автооператор 11 не возвращает- аонтальным координатам и на котором ся на позицию II и инструментальный 45 Расположена шпиндельная бабка, причем магазин 15 в работе не участвует. Об- магазин инструментов снабжен аналогич- работка детали происходит двумя ин- ным крестовым столом, а каретка явля- струментами, находящимися в шпинде- ется частью последнего.
другой и расположены в горизонтальной плоскости с возможностью перемещения шпинделей в зону обработки с исполь- зованием одного из рабочих перемеще-.
НИИ станка, причем магазин инструменФиг, 2
Фие.З
3 11
«к
6SS/.
/
22
и
;
й
/KXsyvl
г
г-г
| Кузнецов Г.И | |||
| Технологическая оснастка к станкам с программным управлением | |||
| М«: Машиностроение, 1976, с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
