Изобретение относится к сварке пластмасс, а именно к устройствам для шов- иой ультразвуковой сварки термопластичных листовых и пленочных материалов.
Целью изобретения является повышение качества сварного соединения при сварке разнотолшинных материалов.
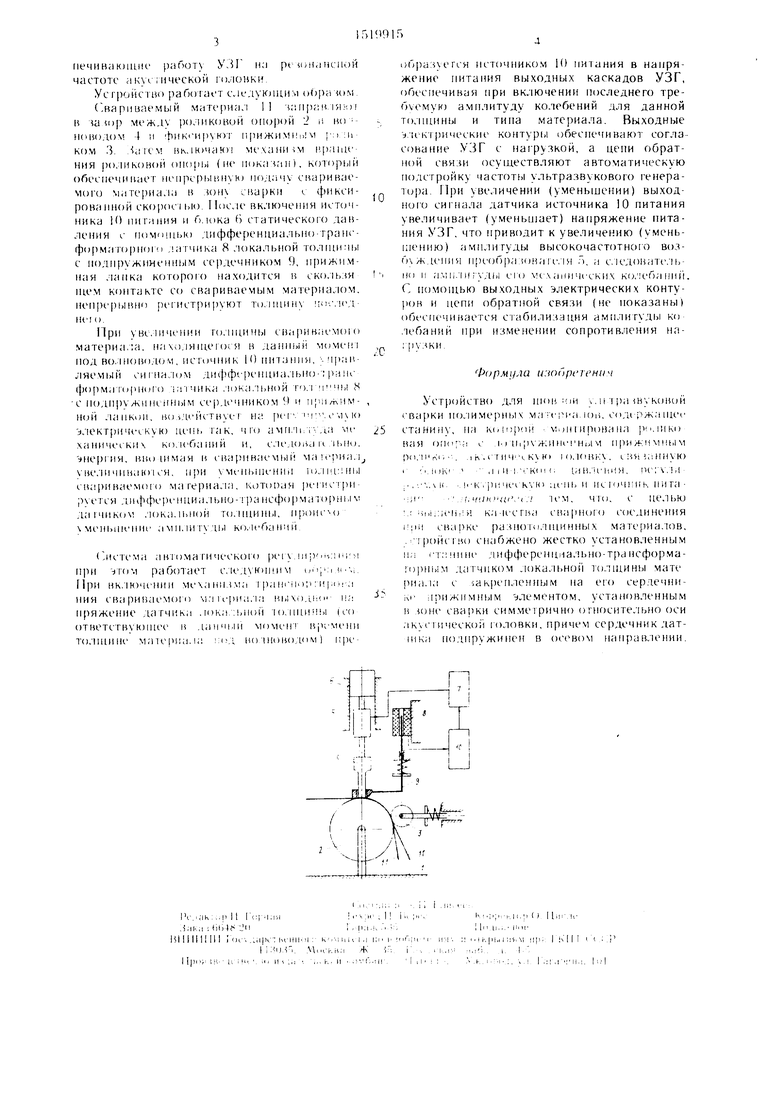
На чертеже изображено предлагаемое устройство, общий вид.
Устройство для шовной ультразвуковой сварки полимерных материалов содержит станину I, на которой смонтирована роликовая опора 2 с подпружиненным прижимным роликом 3, акустическую головку, включающую волновод 4 и преобразователь 5 и связанную с блоком 6 статического давления, регулируемую электрическую цепь 7, дифференциально-трансформаторный датчик 8 локальной толщины материала с сердечником 9 и источник 10 питания. Дифференциально-трансформаторный датчик 8 жестко закреплен на станине 1, а его сердечник 9 подпружинен в осевом направлении.
На сердечнике 9 датчика закреплен прижимной элемент, установленный в зоне сварки симметрично относительно оси акустической головки.
В состав автоматической системы регулирования входят датчик 8 локальной толщины, источник 10 питания, регулируемая электрическая цепь 7 и преобразователь 5.
Источник 10 питания представляет собой источник вторичного электропитания (ИВЭП) типа преобразователя напряжения в напряжение, который преобразует выходное напряжение датчика 8 локальной толщины в напряжение питания выходных каскадов ультразвукового генератора (УЗГ), входящего в состав регулнруемой электрической цепи 7 (не показан).
Кроме ультразвукового генератора, в состав регулируемой электрической цепи 7 входят выходные электрические контуры, настраиваемые под определенный тип преобразователя, и цепи обратной связи, обессл
со
сл
neMUHiiKHiun рапоту У-И PKJ ptM(i i iiic:iioH частоте акустической гп.-юнки.
Усгрсшсп о раПогает с.1елукици 1 обрачом.
С.вариваемый материал 11 uiiifian I /IHII в ш (Dp между роликовой О11(()ой 2 и во Н(ВОЛОМ 4 и фиК1 Ир К) 1 ПрИЖИМН 1 1 j :i;li
ком 3, JciieM иключан) механизм i;paiue имя ро.шконой оп()||)1 (и( покачан), котор,|й обеспечивает iieiipcpi n ,iiyh) подачу сваривае- MOI4J мате)иала в чои сва|)К11 с фиксированной cKopocibio. Iloc.ie включения ncT(j4- ника 10 нигания и блока 6 статического давления с ном мцьк) дифференциально-гранс- фо)ма горногп лагчика 8 локальной толн1и;|| 1 с 11одн()ужинен11ым сердечником 9, н)ижим- ная лапка которого находится и ско.1ьчя тем контакте со свариваемым материалом. Heiipepi)iBHo ре1Л1стрирук)т то.иниму . Hei о.
При увеличении голп1ины сва|1иваемо1 о материала, на холящего; я в данный ioMeiii под во. 1НОВОДОМ, исгичник 10 питания, вправляемый си гна, дифферен11иа,1ьно-; рамс фо)ма 1 11рного i;n4HKa . 1окал1)Ной т ). (S С 11одн|)ужинс11ным сердечником 9 и 11| Итим- H(й лапкои, luj чле н тнуч-г на. f)ei- - , с м ю ii. ieKTpii4ccKyK) цепь гак, ч го амгш: i ла ме ханичс1ки кп.к баний и, слело11а и ibHvj. . BI1O 1имая в свариваем1 1Й ма сриа.:
ЛК . 1ИЧИН,1101 СЯ. НрИ ЛиЧ1ЫПеНИИ 11).:|1и:Л1Ы
свариваемою магериа,1а. 1чото1)ая ре1исгри руется дифферс-нциа.тыю- грансфо),. ;iai4MK( . 1ока. то.ицины, п)оисм) чмекыпеннс амн. ко. И ба HMii
(л К тем а авгома гического регу. ш ;) н.,.1 п;- я при работает c.ie:n K) i.Hiji;, .-,,,
При вк. 1К)чснии механизма i ранец,); л |j
ния сва ринаемо о i:i i4 ()na. ia вь:ходь и н.-: Н(яжение дагчика .юка.ллю ю.пцииы (со ответствуюшее и .I.IHHI.III моменг Bjn Meint то.иннне Maiepna.ia ::п,; но июводом) прсO
5
обрачуегся источником И) питания в напряжение нитания выходны.х каскадов УЗГ, обеспечивая при включении последнего тре- бчемук) амплитуду колебений для данной ТО.ТН1ИНЫ и тина материала. Выходные j. ifKT |)ические контур()1 обеспечивают согласование УЗГ с магру.чкой, а цепи обратной связи осуществляют автоматическую подстройку частоты ультразвукового генератора. При увеличении (уменьшении) выход- ног о сигнала датчика источника 10 питания увеличивает (уменьшает) напряжение питания УЗГ, что приводит к увеличению (уменьшению) амплитуды высокочастотного воз- б ждс1111И п)собра: онагс.1я и. а с.-|сдонат1 ть- но II а,п.1игуды его механических ко, гчи. С помощью выходных электрических контуров и цепи обратной связи (не показаны) обеспечивается стабилизация амплитуды ко .тебаний при изменении сопротивлении на- ; |1узки.
Формула (глопретенчя
Уст)ойство для 1ноц i(in . и т pa (()Вой но,тимерных ма СЩ алои, сод ржа тес станину, на i(.i:))oi мчшироваиа ро.щко ;i с |. J |||р жнне| Н1ЛМ 11(1иж1 111Ы м
,1 к , ГТ ИЧ Ч К К) |0.1ОНК. UUliilHHyK) I |Ли1 | ,1 I и Г СКП ; (ИВ. иЛШЯ. (НЧЛ .Ы
,.... if. pii4CCK i io aeiii) и ис ючнпк П и га - ;;| ::.Ч((: Тем. Ч Го, С це, 1ЬЮ :.; ii..:u4i,: и KaTccnwi cBafiHoro соединения I liii сварке разногп.пщинных мате)иалов, . |)ойс ) снабжено жестко установленным п;: ст;; 4iiHi лифференциально-тра нсформа- юрным датчиком локальной толщины мате Mia.ia с -закрепленным на ei o сердечни- М лрижимным : лементом, установленным и зоне сварки сим.мегрично огносите.льно оси ,iKyci4i4ecKoii головки, причем сердечник дат- |ика по.чпружинен в направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| СПОСОБ АВТОРЕГУЛИРОВАНИЯ РАБОТЫ УЛЬТРАЗВУКОВОГО ТЕХНОЛОГИЧЕСКОГО УСТРОЙСТВА И УЛЬТРАЗВУКОВОЕ ТЕХНОЛОГИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2316804C2 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГАЗОНЕПРОНИЦАЕМОСТИ ПОРИСТЫХ МАТЕРИАЛОВ | 1997 |
|
RU2115912C1 |
| Ультразвуковой генератор с автоподстройкой частоты | 1977 |
|
SU698674A1 |
| Устройство для управления процессом сварки | 1981 |
|
SU969483A2 |
| Устройство ультразвукового помола | 2020 |
|
RU2737809C1 |
| Устройство для правки изогнутых профилей | 1982 |
|
SU1162519A1 |
| Датчик положения стыка кромок свариваемых деталей | 1980 |
|
SU872097A1 |
| Самонастраивающаяся система управления ультразвуковой сваркой | 1981 |
|
SU1008699A1 |
Изобретение относится к области сварки пластмасс, а именно к устройствам для шовной ультразвуковой сварки термопластичных листовых и пленочных материалов. Цель - повышение качества сварного соединения при сварке разнотолщинных материалов. Для этого устройство для шовной ультразвуковой сварки полимерных материалов снабжено жестко установленным на станине дифференциально-трансформаторным датчиком локальной толщины материала с закрепленным на его сердечнике прижимным элементом. Прижимной элемент установлен в зоне сварки симметрично относительно оси акустической головки. Сердечник датчика подпружинен в осевом направлении. 1 ил.
| Устройство для ультразвуковой сварки термопластичных материалов | 1977 |
|
SU626966A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ЗАСЫПКИ СТВОЛОВ РУДНИКОВ, ДОБЫВАЮЩИХ ВОДОРАСТВОРИМУЮ РУДУ (ВАРИАНТЫ) | 2001 |
|
RU2211335C2 |
| Солесос | 1922 |
|
SU29A1 |
