Изобретение относится к автоматизации химико-технологических процессов и может быть использовано в про- мьшленности по производству минеральных удобретний и в химической про - мьшшенности при автоматизации производства аммиака.
Целью изобретения является снижение удельного расхода природного газа и энергоресурсов.
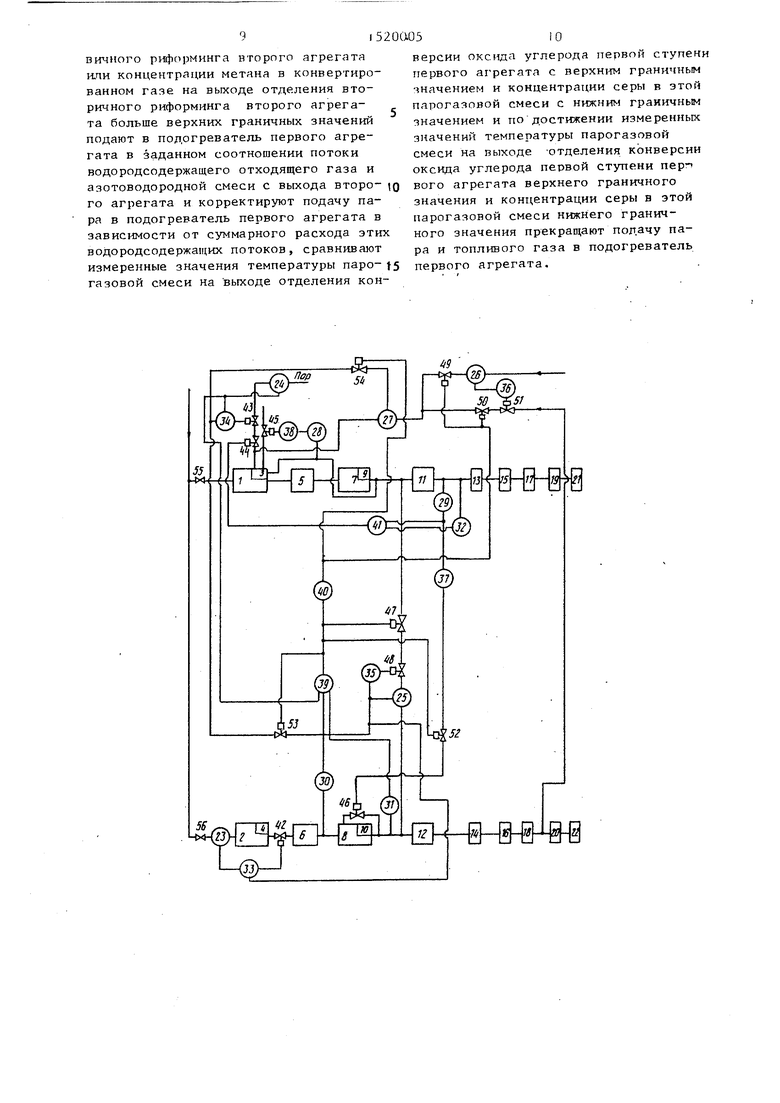
На чертеже представлена принципиальная схема реализации предлагаемого « способа.
Технологическая схема двух агрегатов синтеза аммиака и система управления ими содержат отделения } и 2 сея роочистки с подогревателями 3 и 4, отделения 5-8 соответств-енно первичного и вторичного риформинга с котлами-утилизаторами 9 и 10, отделения И и 12 и 13 и 14 соответственно первой и второй ступени конверсии оксида углерода, стадии 15,16 и 17, 18 соответственно очистки и метани- рования, стадии 19 и 20 конвертирования, стадии 21 и 22 синтеза аммиасл
ка, датчики 23 - 27 расхода соответственно природного газа на второй агрегатj пара в подогреватель 3 первого агрегата, конвертированного газа после вторичного риформинга 8 второго агрегата в отделение 11 первой ступени конверсии оксида углерода первого агрегата, водородсодержаще- го отхода производства в подогрева- тель 3 первого агрегата азотоводо- родной смеси с второго агрегата и водородсодержащего отхода производст уксусной кислоты и метанола в подогреватель. 3, датчик 28 температуры парогазовой смеси после подогревателя 3, датчик 29 температуры парогазовой смеси на выходе отделения 11 первой ступени коьшерсии углерода первого агрегата, датчик 30 тем- пературы конвертированного газа пос- ле отделения 6 первичного риформинга второго агрегата.
Схемы также содержат датчик 31 концентрации метана в конвертирован- ном газе на вьтходе отделения 8 вторичного риформинга второго агрегата, датчик 32 концентрации серы в парогазовой смеси после отделения 1 1 певой ступени конверсии оксида углеро- да первого агрегата, регуляторы 33 - 36 расхода соответственно природного газа на второй агрегат, пара в подогреватель 3 первого агрегата, конвертированного газа после вторичного риформинга второго агрегата в отделение 11 первой ступени конверсии сксида углерода первого агрегата, азотоводородной смеси с второго агрегата в подогреватлеь 3 первого агрегата, регулятор 37 температуры газа на выходе отделения 11 первой ступени конверсии оксида углерода, регулятор 38 температуры парогазовой смеси на выходе подогревателя 3, логическое устройство 39 с запоминанием, логические устройства 40 и 41.
Кроме того, схемы содержат регулирующие клапа 1Ы подачи природного газа 42 на второй агрегат, подачи пара 43 и 44 в подогреватель 3 подачи топливного газа 45 в подогревтель 3, подачи конвертированного газа 46 по байпасной Линии мимо котла- утилизатора 10 с конвертора метана второй ступени на выход отделения 8 вторичного риформинга второго агрегата, подачи конвертированного газа
-
5
0
5
0
5
47 и 48 после отделения 8 вторичного риформинга второго агрегата в отделение 11 первой ступени конверсии оксида углерода первого агрегата, подачи водородсодержащего отхода производства 49 в подогреватель 3, подачи азотоводородной смеси 50 и 51 с второго агрегата в подогреватель 3, подачи управляющего воздействия 52 с регулятора 37 на регулирующий клапан 46i подачи сигнала корректирующего воздействия 53 с датчика 25 расхода конвертированного газа на регулятор 34 расхода пара, подачи сигнала корректирующего воздействия 54 с датчика 27 расхода азотоводородно-й смеси и водородсодержащего отхода производства на регулятор 34 расхода пара и запорные вентили 55 и 56 подачи природного газа на первьй и второй агрегаты синтеза.
Способ осуществляют следующим образом.
Пусть первый агрегат не работает (запорный вентиль 55 закрыт) и в этом агрегате необходимо провести процесс десульфуризации катализатора в отделении 11 первой ступени конверсии оксида углерода, а второй агрегат работает по обычной схеме (запорный вентиль 56 открыт), вырабатывая продукционны,-аммиак. В этом случае открьшают вентиль подачи пара десульфуризации, который направляется через регулирующие клапана 43 и 44 в подогреватель 3 первого агрегата. При этом клапан 44 открыт нулевым сигналом от логического устройства 41 , так как на его вход поступают нулевые сигналы от датчика 29 и 32, свидетельствующие о том, JITO темпера- Гура парогазовой смеси после отделения 11 первой ступени конверсии оксида углерода менее , а концентрация в этой же смеси более 0,5 мг/м. Расход пара в подогреватель 3 измеряется датчиком 24 расхог да пара. Сигнал . расхода пара поступает на регулятор 34 расхода пара-, - который непосредственно управляет степенью открытия клапана 43.
Одновременно сигнал расхода пара в подогреватель 3 с датчика 24 поступает на логическое устройство 39, на которое направляются и сигналы от датчиков 30 и 31. При подаче единичных сигналов наличия расхода пара в
5 ,
подогреватель 3 от датчика 24, а также единичных сигналов от датчика 30 температуры конвертированного газа ни выходе отделения 6 первичного риформинга 6, свидетельствующего о том, что она ниже 830°С и датчика 31 , свидетель1ствую1дего о том, что концентрация метана в конвертиро ванном газе после отделения вторичного риформинга 8 ниже 0,5 об.%, на логическое устройство 39, последнее отработает еднничкьй выходной сигнал на открытие регулирующего клапана 47 подачи конвертированного газа с второго агрегата в отделение 11 первой ступени конверсии оксида углерода первого агрегата, необходимого в смеси с паром для проведения процесса десульфуризаи ии катализатора.
Расход конвертированного газа с второго агрегата на конвертор отделения первой .ступени оксида углерода регулируется с помощью датчика 25 расхода, сигнал с которого поступает на регулятор 35 расхода, управляющий степенью открытия клапана 48.
Одновременно с датчика 25 расхода конвертированного гата на регулятор 33 расхода природного газа поступает корректирующий сигнал. Регулятор 33 отработает воздействие на клапан 42, который увеличит подачу природного газа на второй агрегат. Это позволит обеспечить проведение процесса десульфуризации без снижения производительности второго агрегата. Единичный сигнал с логического устройства 39 откроет, кроме того, регулирующий клапан 52 подачи управляющего воздействия с регулятора 37 на клапан 46 и регулирующий клапан 53 подачи корректирующего воздействия с датчика 25 расхода конвертированного газа на регулятор 34 расхода пара.
Это обеспечит Tpe6yeNBjie соотношения парггаз на входе отделения II первой ступени оксида углерода путем подачи корректирующего воздействия с атчика 25 расхода конгаза через клаан 53 на регулятор 34 расхода пара и температуру парогазовой смеси на ыходе отделения 11 первой ступени онверсии углерода оксида за счет атч ика 29 температуры регулятора 37, правляющего, степенью открытия клапаа 46.
Требуемая температура пара после одогревателя 3 обеспечивается датчи 200036
коМ 28 температуры, регулятором 38, которьп изменяет степень открытия клапана 45 подачи топливного газа Б подогреватель 3 первого агрегата,
При достижении концентрации серы в парогазовой смеси на выходе отделения 1 первой ступени конверсии оксида углерода менее 0,5 мг/м, .Q а температуры парогазовой смеси на выходе этого же отделения более , что измеряется с помощью датчиков 32 и 29 процесс десульфуризации заканчивается. Датчики 29 и 32 выдадут в J5 этом случае на логическое устройство 41 единичные сигналы которое отработает так же единичный выходной сигнал на закрытие регулирующего клапана 44 подачи пара. : акрьшают в этом случае 20 и запорный вентиль подачи пара подогревателя 3 и вентиль подачи топлив ного газа в подогреватель (не показано).
Проведение процесса таким образом 25 требует применения логического устройства 40, которое отработает на выходе нулевой сигнал на закрытие регулирующих клапанов 49 и 50 пбда- чи водородсодержащего отхода пронэ- 3Q водства и азотоводородаой смеси и клапана 54 подачи корректирующего воздействия с датчика 27 расхода на регулятор 34 расхода пара.
В случае, если в первичном и вторичном рифорМинГах катализатор не- достаточло активен, что может произойти в процессе его старения (срабатывания) ,, увеличение нагрузки по природному газу может привести к увели- дА ченик температуры .конвертированного гАза на вьгходе отделения 6 первичного риформинга выше 830 G кли концент- рации метана в конвертированном газе после отделения 8 вторичного рифор-г де минга - выше 0,5 об.%. Это зафиксируют соответственно датчики 30 и 31 и вьдадут нулевые cигнaJ ы на логическое устройство 39, При подаче на него хотя бы одного нулевого сигна- сп ла на выходе запоминается и отрабатывается также нулевой выходной сигнал на закрытие регулирующих клапанов 47, 32 и 53./
В результате конвертированный газ с .орого arpei aTa на первый не по- дас гея. Отсутствует управление регулирующим клапаном 46 от регулятора 37, а также подача сигнала корректирующего воздействия с датчика 25
35
55
на регулятор 34 расхода пара.: Однако логическое устройство АО отработает единичньп1 выходной сигнал, на открытие регулирующих клапанов 49 и 50 подачи водородеодержагцего oтkoдa производств и азотоводородной смеси второго агрегата, -откроется и Ллапан 54 подачи сигнала корректирующего воэдейс Вия от датчика 27 расхода ука занных потоков на регулятор 34 рай- хода пара. При этом температура парогазовой смеси на выходе подогревате - ля 3 регулируется с помощью датчика 28 температуры регулятора 38, управ- ляющего степенью открытия клапана 45, а требуемое соотношение пар:газ на входе отделения 11 первой ступени конверсии оксида углерода обеспечивается подачей сигнала корректирующего воздействия с датчика 27 расхода даодо родсодержащего отхода производств и азотоводородной смеси второго агрега- та. Требуемый расход азотоводородной смеси с второго агрегата зависит от количества водородсодержащего отхода производств. Поэтому регулирование азофоводородной смеси с второго агрегата осуществляется по расходу водородсодержащего отхода произ- -водств с помощью датчика 26 этого расхода, регулятора 36, управляющего степенью открытия клапана 51 подачи азотоводородной смеси. Регулирование расхода пара в подогреватель 3 и окончание процесса десульфуриза- ции осуществляется аналогично первому варианту,
Аналогично можно рассмотреть проведение провесса десульфуризации при- менительно к второму агрегату, учитывая, что понятия первый и второй агрегаты чисто условны.
Применение предлагаемого способа позволяет повысить эффективность про- цесса разогрева, десульфуризации катализатора и его восстановление, плавное регулирование температуры процесса. Его использование исключает, необходимость пуска стадий сероочист- ки и риформинга, что приводит к снижению затрат природного газа и энергоресурсов на пуск производства аммиа- g:a. Он позволяет провести эти операции параллельно с ежегодным остано- вочным капитальньм ремонтом агрегата что в конечном итоге позволяет увеличить производительность установки на 5000 т/г.
Форму jt а н -я о бреге НИН
(Способ управления процессом десульфуризации катализатора конверсии оксида углерода при паоаллельно работающих производствах аммиака, включающий регулирование расхода природного газа на второй агрегат, расхода конвертированного газа по байпасной линии мимо котла-утилизатора, отделения вторичного риформинга второго агрегата и измерение температуры парогазовой смеси на выходе отделения конверсии оксида углерода первой ступени первого агрегата и концентрации серы в этой парогазовой смеси, температуры конвертированного газа после отделения первичного риформинга второго агрегата и концентрации метана в конвертированном газе на выходе отделения вторичного риформинга второго агрегата, о т л и ч а ю щ и и с я тем, что, с целью снижения удельного расхода природного газа и энергоресурсов, подают пар в подогреватель первого агрегата, измеряют и регулируют температуру этого пара на выходе подогревателя первого агрегата изменением подачи ТОПЛ1ФНОГО газа в этот подогреватель сравнивают измеренные значения температуры кг)нвертйрованного газа после отделения первичного риформинга второго агрегата и концентрации метана в конвертированном газе на выходе отделения вторичного риформинга второго агрегата с верхними граничными значениями и при значениях измерения температуры и кон- .центрации метана меньше верхних граничных значений подают поток конвертированного газа после отделения вторичного риформинга второго агрегата в отделение конверсии оксида углерода первой ступени первого агрегата, регулируют расходы природного газа на второй агрегат и пара в подогреватель первого агрегата прямо пропорционально расходу этого потока и регулируют температуру парогазаовой смеси на выходе отделения конверсии оксида углерода перчой ступени первого агрегата изменением подачи конвертированного газа по байпасной линии мимо котла- утилизатора отделения вторичного риформинга второго агрегата, при измеренных значениях температуры конвертированного газа после отделения перВИГЧНОГО риформннга второго агрегата или концентрации метана в конвертированном газе на выходе отделения вторичного риформинга второго агрегата больше верхних граничных значений подают в подогреватель первого агрегата в заданном соотношении потоки водородсодержащего отходящего газа и азотоводородной смеси с выхода второ- го агрегата и корректируют подачу пара в подогреватель первого агрегата в зависимости от суммарного расхода эти водородсодержащих потоков, сравнивают измеренные значения температуры паро- газовой смеси на выходе отделения конверсии оксида углерода первой ступени первого агрегата с верхн1-гм граничным значением и концентрации серы в этой парогазовой смеси с нижним граничным значением и по достижении измеренных значений температуры парогазовой смеси на выходе отделения конверсии оксида углерода первой ступени перп вого агрегата верхнего граничного значения и концентрации серы в этой парогазовой смеси нижн:его граничного значения пpeкpaD aют подачу пара и топливого газа в подогреватель первого агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления производительностью параллельно работающих агрегатов синтеза аммиака | 1986 |
|
SU1456362A1 |
| Способ получения низкоуглеродного аммиака из природного газа "Аммиак декарбонизированный-3000" | 2023 |
|
RU2808874C1 |
| Способ получения аммиака и метанола из природного газа | 2024 |
|
RU2832477C1 |
| Способ получения низкоуглеродного аммиака из природного газа "Аммиак декарбонизированный - 2500" | 2023 |
|
RU2808330C1 |
| Способ получения аммиака из природного газа | 2024 |
|
RU2832478C1 |
| Способ производства водорода | 2022 |
|
RU2791358C1 |
| СПОСОБ ПОДАЧИ ПРИРОДНОГО ГАЗА НА ЭНЕРГОТЕХНОЛОГИЧЕСКУЮ УСТАНОВКУ ПРОИЗВОДСТВА АММИАКА | 2003 |
|
RU2233987C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДНОГО АММИАКА ИЗ ПРИРОДНОГО И ПОПУТНОГО ГАЗА МЕТОДОМ ПАРОКИСЛОРОДНОЙ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ | 2024 |
|
RU2838907C1 |
| УСТАНОВКА ДЛЯ КОНВЕРСИИ УГЛЕВОДОРОДОВ И СПОСОБ ЕЕ РАБОТЫ | 2023 |
|
RU2823306C1 |
| УСТАНОВКА ДЛЯ КОНВЕРСИИ УГЛЕВОДОРОДОВ И СПОСОБ ЕЕ РАБОТЫ | 2023 |
|
RU2824996C1 |
Изобретение относится к области автоматизации химико-технологических процессов, может быть использовано в промышленности по производству минеральных удобрений, в химической промышленности при автоматизации производства аммиака и позволяет снизить удельный расход природного газа и энергоресурсов. Способ предусматривает управление процессом десульфуризации в одном из параллельно работающих производств аммиака, подачу пара и топлива в подогреватель первого агрегата природного газа на второй агрегат и подачу потока конвертированного газа после отделения вторичного риформинга второго агрегата в отделение конверсии оксида углерода первой ступени первого агрегата при измеренных значениях температуры конвертированного газа после отделения первичного риформинга второго агрегата и концентрации метана в конвертированном газе на выходе отделения вторичного риформинга второго агрегата меньше верхних граничных значений, а также подачу в подогреватель первого агрегата в заданном соотношении потоков водородсодержащего отходящего газа и азотоводородной смеси с выхода второго агрегата в противном случае. 1 ил.
Ш-§ЧЗ-§%§
| Способ управления производительностью параллельно работающих агрегатов синтеза аммиака | 1984 |
|
SU1263624A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
