Изобретение относится к гальванотехнике, в частности к способам предварительной подготовки поверхности стали путем осаждения медных сплавов контактным обменом перед нанесением гальванических покрытиГт, и может быть использовано в. машиностроении.
Цель изобретения - повышение проч- ности сцепления покрытия с основой.
Способ заключается в обработке деталей в течение 10-40 мин при 50- и рН 1,5-2,5 в водном растворе, содержащем 300 г/л хлористого никеля, 0,06-0,6 г/л сернокислой меди, 30 г/л борной кислоты и металлическую медь в виде порошка или фольги 0,5 - 20,0 дм /л по площади поверхности. На поверхности стали осаждается контактным способом сплав медь-никель. Обработанньп данным способом образец стали не цементируется медью, что позволя ет осаждать на него медные и другие покрытия из простых электролитов. При этом полученные медные и другие гальванические покрытия являются практически беспористыми и прочно сцеплены с основой.
Обработке подвергают образцы стали Ст.З, которые очищают от окалины, обезжиривают в гексане, протравливают в разбавленной соляной кислоте и погружают в раствор для обработки на 5-60 мин.- Для определения состава контактного сплава осадок стравливают и проводят полярографический
сл
300 30 0,1 до рН 1,5-2
50
0,1
анализ на медь и никель на фоне аммонийного буфера.
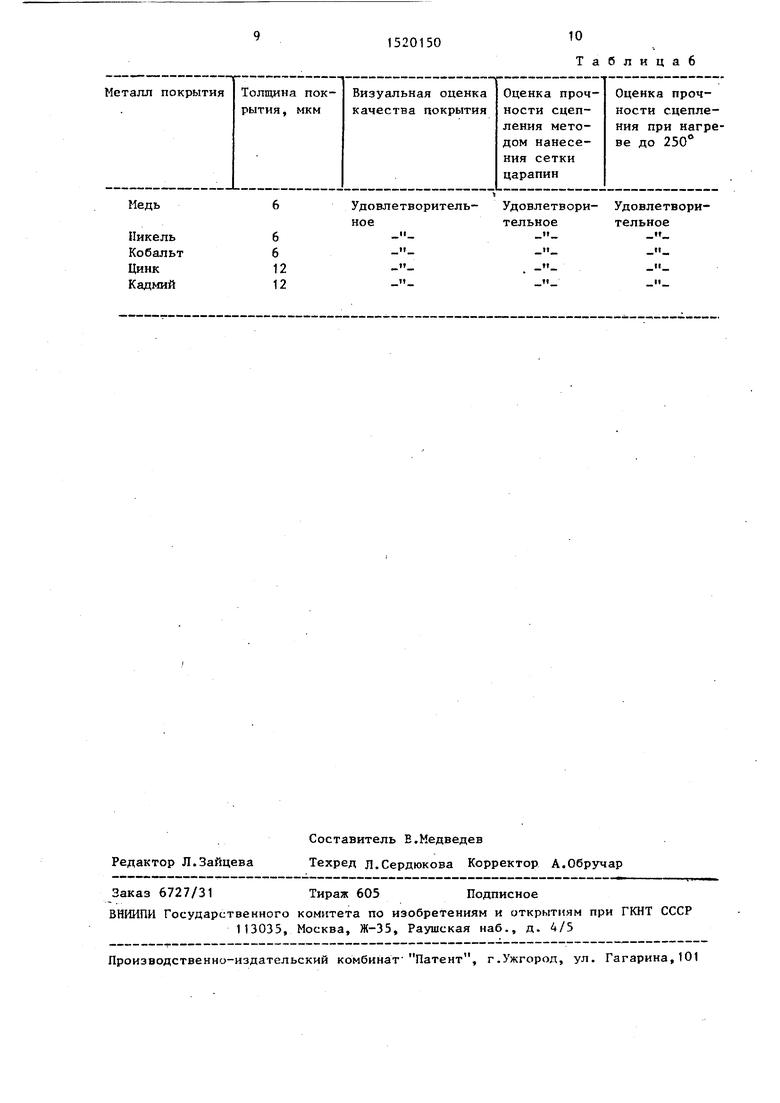
Обработанные детали из параллельных серий опытов покрывают электрохимически медью, никелем, кобальтом толщиной 6 мкм -или цинком и кадмием толщиной 12 мкм. Для определения качества покрытия используют метод нанесения сетки царапин, нагрева образца (ГОСТ 9.302-79, с.29). Для количественного определения прочности сцепления осаждают медные покрытия толщиной 200 мкм и определяют прочность сцепления с помощью разрывной машины РГ1М-250. Пористость покрытия определяют ферроци анидным методом.
Состав раствора для контактной обработки, г/л:
Хлорид никеля
Борная кислота
Сульфат меди
Соляная кислота
В раствор вводят медь в виде фольги или порошка из расчета 1 дм / Состав электролита для электрохимического нанесения меди, г/л:
Сульфат меди 200
Серная кислота
Добавка ЛТИ
Состав электролита для нанесения никеля, г/л:
Никеля сульфат 200
Никеля хлорид 175
Борная кислота АО
Температура электролита . Состав электролита для нанесения кобальта, г/л:
Кобальта сульфат 300
Натрия хлорид 20
Борная кислота АО
Te mepaтypa электролита . Состав электр олита для нанесения цинка, г/л:
Цинка сульфат 200
Натрия сульфат 70 Состав электролита для нанесения кадмия, г/л:
Сульфат кадмия 50
Сульфат натрия 50
Серная кислота 50
Температура электролита 30°С.
Результаты испытаний сведены в табл.1-6.
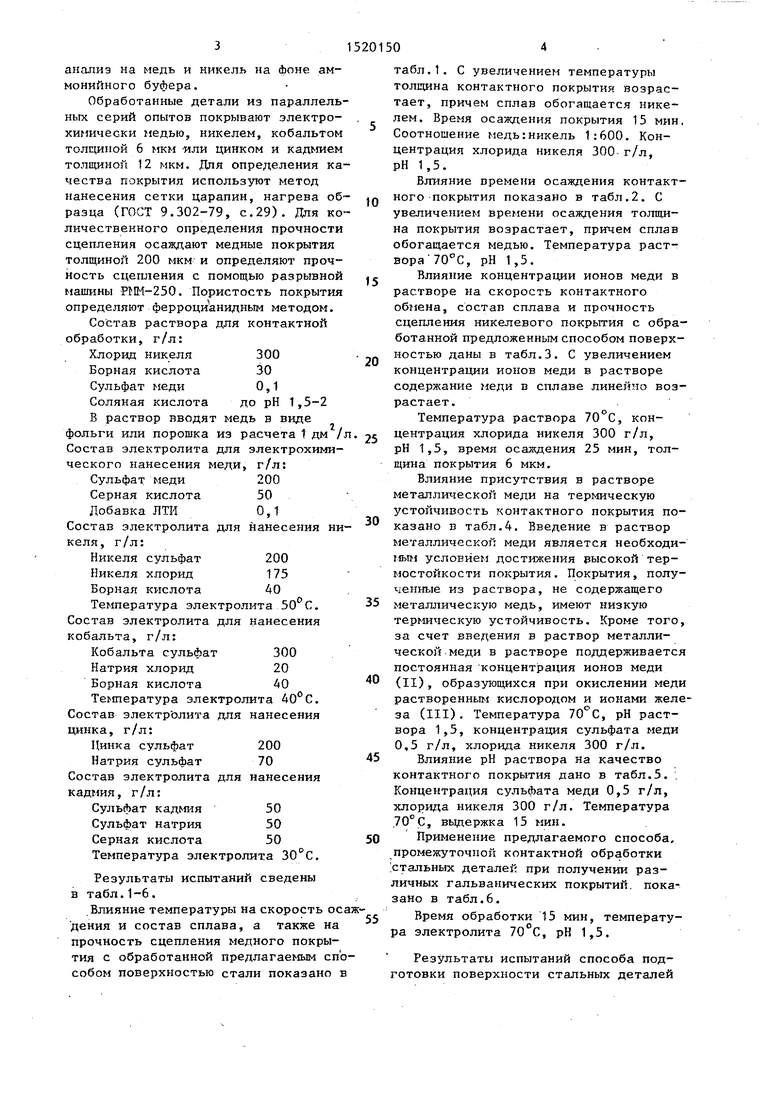
Влияние температуры на скорость осдения и состав сплава, а также на прочность сцепления медного покрытия с обработанной предлагаемым спсобом поверхностью стали показано
0
5
0
5
0
5
0
5
0
5
табл.1. С увеличением температуры толщина контактного покрытия возрастает, причем сплав обогащается никелем. Время осаждения покрытия 15 мин, Соотношение медь:никель 1:600. Концентрация хлорида никеля 300-г/л, рН 1,5.
Влияние времени осаждения контактного покрытия показано в табл.2. С увеличением времени осаждения толщина покрытия возрастает, причем сплав обогащается медью. Температура раствора 70 С, рН 1,5.
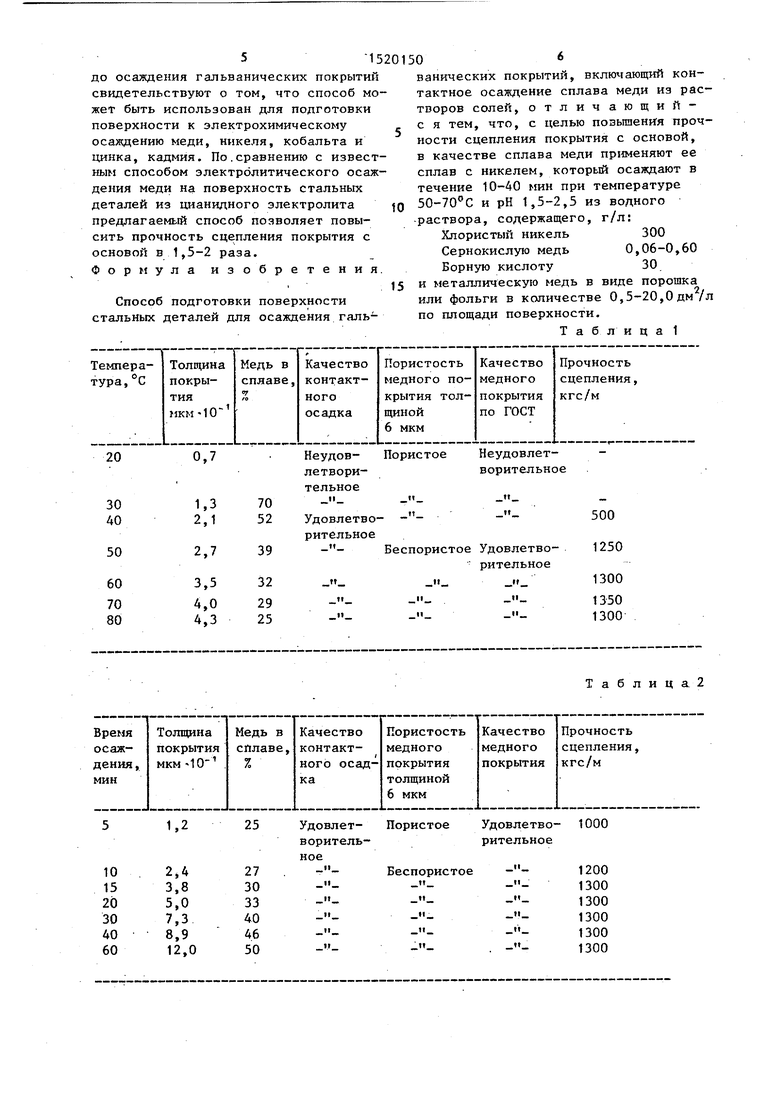
Влияние концентрации ионов меди в растворе на скорость контактного обмена, состав сплава и прочность сцепления никелевого покрытия с обработанной предложенным способом поверхностью даны в табл.3. С увеличением концентрации ионов меди в растворе содержание меди в сплаве линейно возрастает.
Температура раствора , концентрация хлорида никеля 300 г/л, рН 1,5, время осаждения 25 мин, толщина покрытия 6 мкм.
Влияние присутствия в растворе металлической меди на термическую устойчивость контактного покрытия показано в табл.4. Введение в раствор металлической меди является необходимым условием достижения высокой термостойкости покрытия. Покрытия, полученные из раствора, не содержащего металлическую медь, имеют низкую терьшческую устойчивость. Кроме того, за счет введения в раствор металлической меди в растворе поддерживается постоянная концентрация ионов меди (II), образующихся при окислении меди растворенным кислородом и ионами железа (III) . Температура , рН раствора 1,5, концентрация сульфата меди 0,5 г/л, хлорида никеля 300 г/л.
Влияние рН раствора на качество контактного покрытия дано в табл.5. , Концентрация сульфата меди 0,5 г/л, хлорида никеля 300 г/л. Температура , выдержка 15 мин.
Применение предлагаемого способа, промежуточной контактной обработки стальных деталей при получении различных гальванических покрытий, показано в табл.6.
Время обработки 15 мин, температура электролита 70 с, рН 1,5.
Результаты испытаний способа подготовки поверхности стальных деталей
5 15201
до осаждения гальванических покрытий свидетельствуют о том, что способ может быть использован для подготовки поверхности к электрохимическому , осаждению меди, никеля, кобальта и цинка, кадмия. По.сравнению с известным способом электролитического осаждения меди на поверхность стальных деталей из цианидного электролита 0 предлагаемый способ позволяет повысить прочность сцепления покрытия с основой в 1,5-2 раза. Формула изобретения.
Способ подготовки поверхности стальных деталей для осаждения галь
, 0
5
506
ванических покрытий, включающий контактное осаждение сплава меди из растворов солей, отличающий- с я тем, что, с целью позьппения прочности сцепления покрытия с основой, в качестве сплава меди применяют ее сплав с никелем, который осаждают в течение 10-40 мин при температуре ЗО-ТО С и рН 1,5-2,5 из водного раствора, содержащего, г/л:
Хлористый никель 300 Сернокислую медь 0,06-0,60 Борную кислоту 30 и металлическую медь в виде порошка или фольги в количестве 0,5-20,0 дм/л по площади поверхности.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746863C1 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746861C1 |
| Композиционное металл-алмазное покрытие, способ его получения, дисперсная система для осаждения композиционного металл-алмазного покрытия и способ ее получения | 2019 |
|
RU2706931C1 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2718794C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| МАТЕРИАЛ СОЕДИНИТЕЛЬНОГО КОМПОНЕНТА | 2015 |
|
RU2659509C1 |
| Пирофосфатно-аммонийный электролит контактного серебрения | 2017 |
|
RU2661644C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ ПЕРЕД ЭМАЛИРОВАНИЕМ | 2003 |
|
RU2248410C1 |
| ОСАЖДЕНИЕ ИОНОВ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДНЫХ ПОДЛОЖЕК | 2008 |
|
RU2486284C2 |
Изобретение относится к гальванотехнике, а именно к способам предварительной подготовки поверхности стали перед нанесением гальванических покрытий. Целью изобретения является повышение прочности сцепления покрытия с основой. Способ заключается в обработке стальных деталей в течение 10-40 мин при 50-70°С и PH 1,5-2,5 в водном растворе, содержащем 300 г/л хлористого никеля, 0,06-0,6 г/л сернокислой меди, 30 г/л борной кислоты и металлическую медь в виде порошка или фольги 0,5-20 дм2/л по площади поверхности. На поверхности стали осаждается покрытие медь-никель. Повышение сцепления покрытия с подложкой достигается за счет контактного осаждения сплава меди с никелем при приведенных выше условиях. 6 табл.
Таблица2
)
(1:10000) (1:5000) Т1:3000) (U1000) (1:500) (1:300)
5,3
5,0 А,7 4,5 3,5 3,6 А.4
6
10
18
41
53
85
Белый
||
Св.роз.
Роз.
Красный
Отслаивается при нагревании УдовлетвориМестами отслаивается УС.ТОЙЧИВО к нагреву То же
тельное
t
ТаблицаЗ
Удовлет- Веспорис- воритель- тое . ное
900
т
||
1100 1200 1300 1350 1350
Неудовлет- Пористое
ворительное
Таблица4
тельное
t
Т а б л и ц а 5
6 6
12 12
1520150
10 Таблицаб
довлетворитель- Удовлетвориое
||
|1
if
1
тельное it
м
t
и
Удовлетворительное
if
ti
ii
II
| Водный раствор для контактного меднения | 1977 |
|
SU730871A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Водный раствор для контактного бронзирования стальных деталей | 1975 |
|
SU561751A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
