(Л
СД
to
СП
Сд
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| Токарный самоцентрирующий патрон | 1981 |
|
SU1017438A1 |
| Поворотный токарный патрон | 1979 |
|
SU841793A1 |
| Двухкулачковый самоцентрирующий поворотный патрон | 1979 |
|
SU895594A1 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1351722A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| Токарный самоцентрирующий патрон | 1988 |
|
SU1604512A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки деталей типа ступенчатых коротких валов на токарных многошпиндельных станках. Изобретение позволяет повысить надежность зажима. Посредством планшайбы на шпинделе 2, внутри которого расположен привод 12 выталкивания детали 14, закреплен самоцентрирующий патрон 3 с зажимными кулачками 5 и центрирующим механизмом, соосно установленным в патроне 3. Гильза центрирующего механизма кинематически связана с исполнительным органом привода 12 выталкивания деталей 14. Деталь 14 закрепляется в кулачках 5 патрона 3 и на ней обрабатывается торцовая поверхность и выполняется зацентровка. Затем деталь 14 поворачивается на 180°, центровым наконечником 13 базируется и поводками 10 закрепляется, при этом гильза 8 закрепляется по поверхности 15 зажимными кулачками 5. 3 ил.
cjJue.
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки деталей типа коротких сту- ненчатых валов на токарных многошпиндельных станках.
Целью изобретения является повышение производительности путем обеспечения надежности зажима.
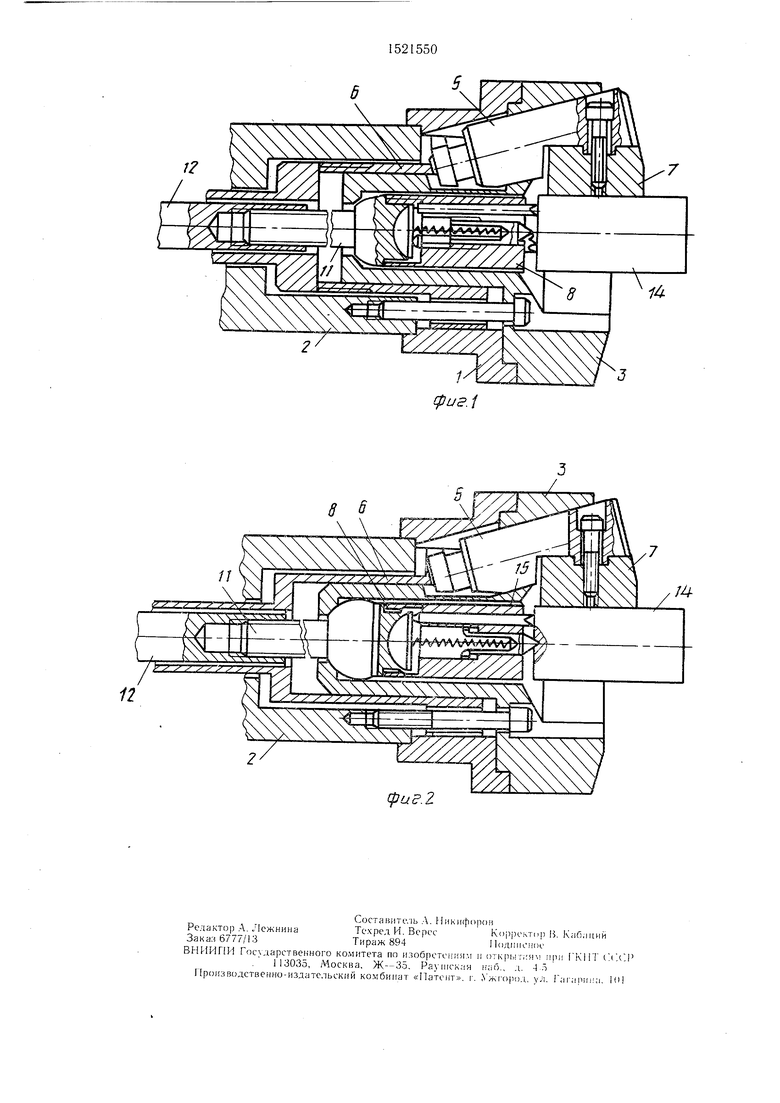
На фиг. 1 изображено устройство в загрузочной позиции станка, продольный раз- рез; на фиг. 2 - то же, в позиции перекантовки детали; на фиг. 3 - то же, в позиции с установленным управляемым поддержи- ваюшим центром.
Устройство для центрирования и закрепления деталей содержит планшайбу 1, закрепленную на шпинделе 2 станка. На планшайбе 1 закреплен самоцентрирующий кулачковый патрон 3. На продольном суппорте (не показан) расположен поддерживаю- ший центр 4. Натрон 3 содержит наклонно установленные зажимные кулачки 5, связанные с механизмом зажима станка посредством тяги 6. Зажи.мные кулачки 5 содержат сменные зажимные элементы 7. В расточке корпуса патрона 1 соосно с ним установлен центрирующий механизм, состоящий из гильзы 8, установленных в ней сферического подпятника 9 и самоустанавливающихся поводков 10.
Гильза 8 центрирующего механизма посредством тяги 11 связана с приводом вы- талкивания, представляющим собой тягу 1,2 с резьбовым наконечником, связанную с си- ловы.м органом привода станка (не показан)- Дополнительно к самоустанавливающимся поводкам 10 центрирующего механизма может быть установлен подпружиненный цент- ровый наконечник 13. Привод выталкивания обеспечивает перемещение детали 14 в патроне 3.
Устройство работает следующим образом .
Деталь 14 при помощи манипулятора (не показан) подается в рабочее пространство станка в загрузочную позицию (фиг. 1). Заталкиватель манипулятора подает деталь 14 в самоцентрирующий патрон 3. Под действием заталкивателя деталь 14, взаимодей- ствуя с поводками 10 и центровым наконечником 13 центрирующего механизма, перемещает гильзу 8 центрирующего механизма вглубь самоцентрирующего патрона 3 до упора в его корпус, после чего производится зажим детали 14 в патроне 1.
После зажима детали 14 в патроне 3 включают вращение шпинделя 2 и производят обработку наружного торца детали 14, в том числе центровой поверхности после чего, вращение шпинделя 2 отключают, ку- лачки 5 самоцентрирующего патрона 3 разжимаются и при помощи привода 12 вытал5
g
0
0 5
0
5 Q
кивания деталей 14 из патрона 3 через центрирующий механизм обрабатывае.мая деталь 14 выталкивается в кантователь манипулятора. Затем производят перекантовку детали на 180°, после чего последнюю при помощи заталкивателя манипулятора подают в патрон 3, перемещая гильзу 8 центрирующего механизма до упора в корпус патрона 3. При этом центровый наконечник 13 центрирующего механизма взаимодействует с обработанной на детали 14 центрирующей поверхностью, а поводки 10 взаимодействуют с торцом детали 14. После зажима детали 14 в самоцентрирующем патроне 3 производят обработку второго торца детали 14 и второй центровой поверхности. После обработки торца и центровой поверхности в очередной рабочей позиции станка центровый наконечник поддерживающего центра 4 подается к обрабатываемой детали 14 и его центрирую- щая поверхность вступает в контакт с центрирующей поверхностью на детали 14. Вращение шпинделя 2 прекращают. Кулачки 5 самоцентрирующего патрона 3 разжимаются и при помощи привода 12 выталкивания деталей 14 из патрона 3 через центрирующий .механизм обрабатываемая деталь 14 выталкивается из патрона 3 и пере.мещает центровый наконечник поддерживающего центра 4 до упора, ограничивающего его положение (не показан).
Кулачки 5 самоцентрирующего патрона 3 зажимаются и через с.менные зажимные элементы 7 зажимают гильзу 8 по наружной поверхности 15, после чего обрабатываемая деталь 14 закрепляется в центрах. После обработки наружной поверхности детали 14 вращение шпинделя 2 отключают, кулачки 5 самоцентрирующего патрона 3 разжимаются и при помощи поддерживающего центра 4 обрабатываемую деталь 14 перемещают в патрон 3, пере.мещая гильзу 8 центрирующего механизма до упора в корпус патрона 3После зажи.ма детали кулачка.ми 5 патрона 3 производится дальнейшая обработка ее в очередных рабочих позициях станка.
Формула изобретения
Устройство для центрирования и закрепления деталей, в планшейбе которого размещен самоцентрирующий патрон с зажимными кулачками и расположенный внутри последнего центрирующий механизм, выполненный в виде установленных в гильзе центра и поводков, отличающееся тем, что, с целью повыщения надежности зажима, гильза центрирующего механиз.ма установлена с возможностью осевого пере.мещения, а ее наружная поверхность предназначена для взаимодействия с зажимными кулачками.
cpua.i
7
/4
(риг.2
| Патрон типа KRS | |||
| Проспект фирмы SMW ФРГ, 1985. |
