Нзобретение относится к металлообработке и может найти применение при чистовой обработке деталей типа тел вращения, например при зубоше- винговании зубьев ирлиндрических зуб- чатык колес с закрытым венцом.
Целью изобретения является расшн- рение технологических возможностей при обработке блочных зубчатых век- цов и закрытых зубчатых венцов без разделительной канавки путем шевингования.
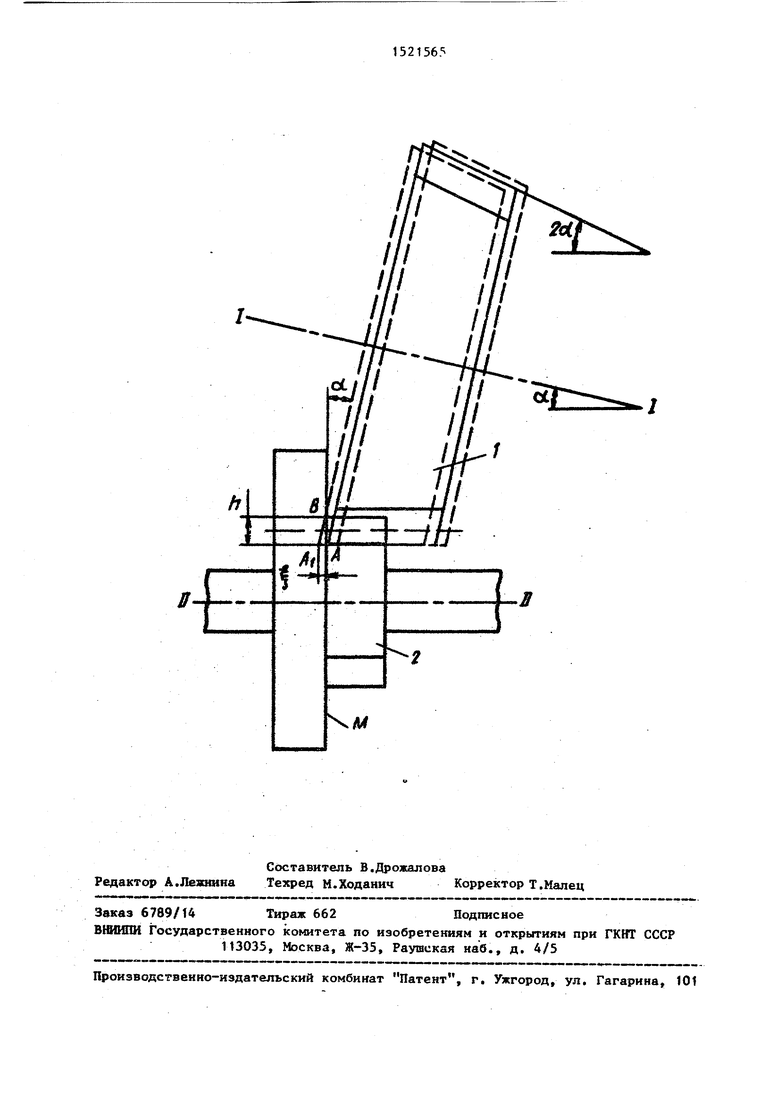
На чертеже показана схема передачи шевер - колесо с пересекающимися осями.
Шевер 1 и колесо 2 обкатываются друг относительно друга. Ось шевера I.I и ось колеса II-II размещаются под углом d . Шевер 1 выполнен конусным с углом при вершине, равным 2 с , и установлен так, чтобы окружность головок зубьев шевера в нижней точке А касалась поверхности М. Шевер получает движеш1е подачи в радиальном направлении. Одновременно э шевере или в колесе возбуждают продольные ультразвуковые колебания с частотой от 18 до 66 кГц.
Ультразвуковые колебания, .возбуждаемые в одном из элементов пары шевер - колесо, создают скорость резания, необходим} для осуществления процесса стружкообразования. При шевинговании с радиальной подачей (врезное шевингование) продольное перемещение заготовки отсутствует и стружка с боковой поверхности зуба снимается благодаря соответствующему расположению режущих зубчиков. На шевере для врезного шевингования режущие зубчики расположены по винтовой линии. На соседних зубах шевера режущие зубчики смещены на величину X, Это позволяет при обкатке с
воздействием ультразвуковых колеба- НИИ режуищм зубчикам последовательно срезать металл с боковой поверхности зуба обкатываемого колеса без продольной подачи заготовки. Колебательные перемещения режущей кромки шеве- ра допяны перекрыть шаг режущих зубчиков. Величина угла берется такой чтобы при возбуждении ультразвуковых колебаний обеспечивался контакт с поверхностью М окружности ножек зубьев шевера и ьшнинальяое внедрение в поверхность К окружности головок на торце шевера. На чертеже пунктирными линиями показаны крайние положения шевера при возбуждении ультразвуковых колебаний а ше- рере. Угол о определяется из соотношения
tB.- й
h
где
- амплитуда ультразвуковых
колебаний)
h - высота зуба колеса. Для снятия стружки по всей боковой поверхности зуба колеса должно соблкщаться условие
2.
t
Z
где
t - иаг зубчиков на зубе
шевера,
Z - число зубьев шевера, X - режущих зубчиков
шевера.
Пример. При шевинговании колеса с закрытым венцом без разделительной канавки с модулем ш 3 мм берется яевер с номинальным диаметром 225 мм, числом зубьев шевера iz « 73, шагом режущих зубчиков на зубе шевера t 2,2 мм. Высота
зубьев колеса h 6,75 мм. Определяем амплитуду ультразвуков ых колебаний:
.-.
2 73
0,014 мм
14 мкм
Определяем угол d
arctg
6,73
Таким образом, обработка на пере- секаншщхся осях шеаера и колеса обеспечивает возможность вибрационного шевингования эубьев зубчатых колес с закрытым венцом без разделительной канавки.
формула изобретения
Способ чистовой обработки удета- лай, типа тел вра1цения при обкате инструментом с коияческой инструментальной поверхностью уствновленным под углом к оси дета1Ш, рав1шм попо- К1не угла конуса, о т я и ч а кг- щ я и с я тем, что, с целью расширения технологических возможностей
при о(аботке блочных зубчатых венцов без разделительной кайавки и колес с закрытым веицом, одиойу из элементов пары инструмент деталь сообщают продольные ультразвуковые
копебапия, а оси вращения элементов пары располагают под углом в одной 1ШОСКОСТИ, ври этом угоя / назначают в соответствии с соотноше{шем
40
в/ « arete
1где
- ажшитуда воэбуядз1аемых
копебаний} h - высота зуба колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| Зубчатое колесо | 1990 |
|
SU1832168A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2098238C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| Способ многопроходного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1294597A1 |
Изобретение относится к металлообработке и может найти применение при чистовой обработке деталей типа тел вращения. Цель изобретения - расширение технологических возможностей при обработке блочных зубчатых венцов и закрытых зубчатых венцов без разделительной канавки путем шевингования. Одному из элементов пары инструмент-деталь сообщают продольные ультразвуковые колебания, а оси вращения элементов пары располагают под углом в одной плоскости. Угол α назначают в соответствии с соотношением: α =ARCTG (ξ :H), где ξ - амплитуда возбуждаемых колебаний, H - высота зуба колеса. 1 ил.
| ШЕВЕР ДЛЯ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 0 |
|
SU272791A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
