Изобретение относится к способу изготовления заготовок .для оптических изделий, которые должны иметь заданный профиль градиента показателя преломления, и может быть использовано в оптике.
Цель изобретения - получение длинномерной заготовки для формования оптических волокон,,
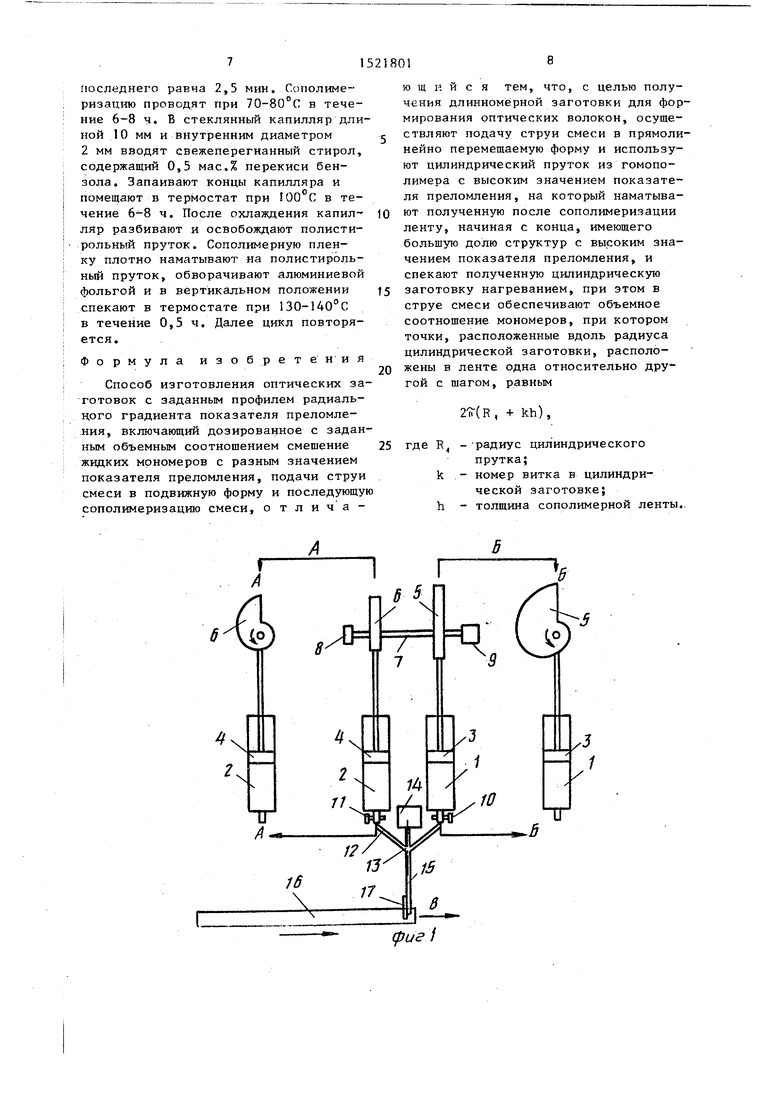
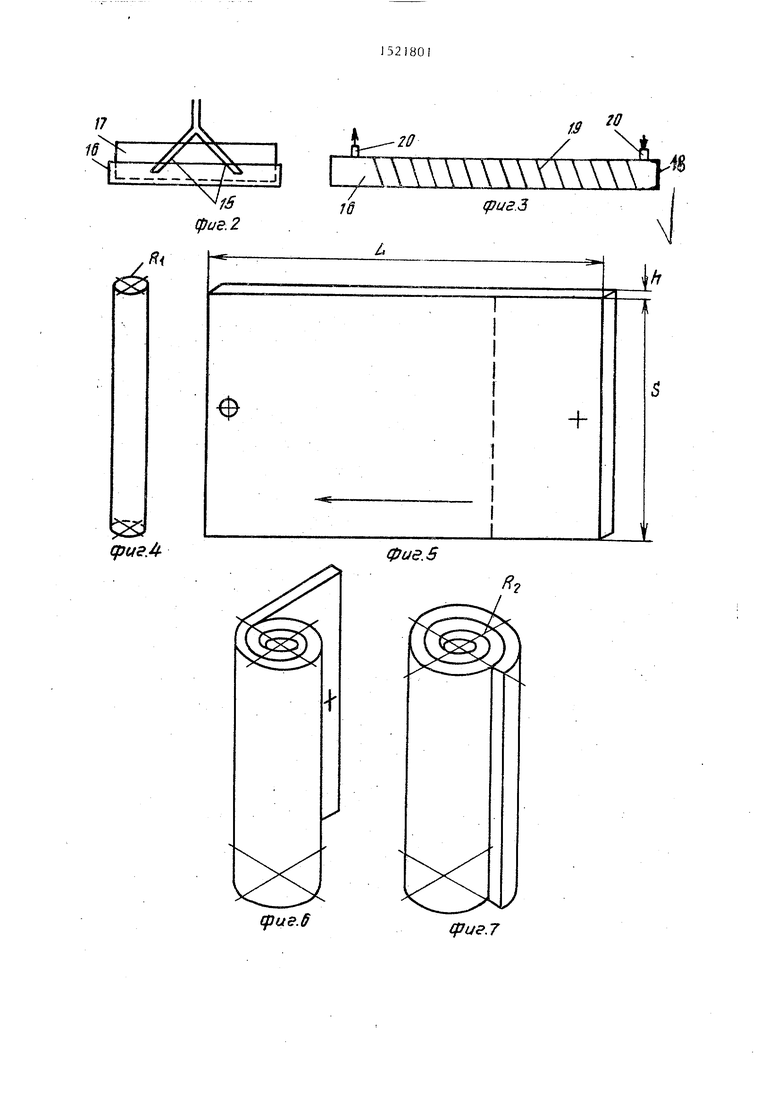
Па фиг. I приведена установка, общий вид; на фиг. 2,3 - схематично вид на форму с торца и сверху соответственно; на фиг, 4 - цилиндрический пруток из гомополимера с высоким значением показателя преломления; на фиг, 5 - сополимерная лента длиной L, шириной S и толщиной г..
В одном конце ленты преобладают структурные звенья с высоким значением показателя преломления (отмечен кружком), в другом - структурные звенья с низким значением показателя преломления (отмечен крестиком). Направление увеличения показателя преломления по длине L.ленты пока:.ано стрелкой. Показатель прелом.пеиия в ленте меняется от п до п . По рине В ленты (прерывистая линия) соотношение структурных звеньев с высоким и низким значениями поклл,
теля преломления одинаково, так как ограничительная пластинка 17 способствует равномерному перераспределена смеси мономеров в зоне заполнени формы 16, Следовательно, по ширине S ленты показатель преломления не меняется.
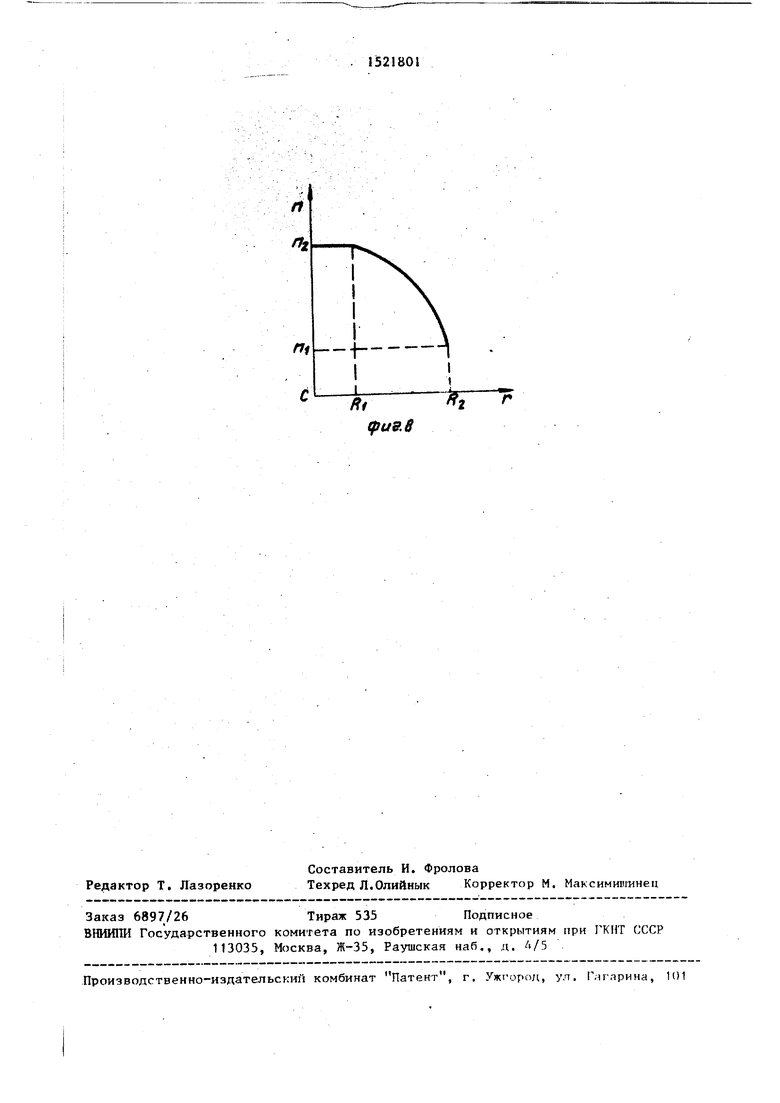
На фиг, 6 показана сополимерная лента, частично намотанная на пруток из полимера с высоким значением показателя преломления с того конца, в котором доля структурных звеньев с высоким значением показателя преломления больше; на фиг, 7 - полученная цилиндрическая заготовка; на фиг, 8 график профиля радиального градиента показателя преломления п в заготовке.
Предложенный способ реализуется при помощи следующего устройства (фиг, 1 Сосуды 1 и 2 предназначены для полимеров с соответственно высоким и низким значениями показателя преломления, В сосудах вставлены поршни 3 и 4, над которыми имеются кулачки 5 и 6, закрепленные на оси 7, Один конец оси 7 вставлен в упор 8, а другой соединен с электродвигателем 9, снабженным редуктором. На концах со- судов 1 и 2 имеются краны 10 и П, К кранам 10 и 11 присоединен тройник 12, в котором вставлен смеситель 13, соединенный электродвигателем 14 На конце тройника 12 имеются два вы- ходных штуцера. Под выходными штуцерами 15 в строго горизонтальной плоскости расположена прямоугольная форма 16, дно которой покрыто целлофаном, К выходным штуцерам 15 прик- реплена ограничительная пластина 17, Форма снабжена крышкой 18 из кварцевого стекла с обогревом 9„ В крышке 18 имеются два отверстия 20 для подачи инертного газа,
Способ осуществляется следующим образом,
В сосуды 1 и 2 через краны 10 и
11при помощи поршней 3 и 4 всасываются соответствующие мономеры, содер жащие инициаторы полимеризаций; в сосуд 1 - мономер с высоким показателем преломления. Закрываются краны
10 и П, к ним присоединяется тройни
12со смесителем 13, Сосуды 1 и 2 поднимаются до соприкосновения порш- ней 3 и 4 к кулачкам 5 и 6, При включении электродвигателя 9 кулачки 5 и
6, вращаясь в направлении, указан
ном стрелкой, перемещают вниз поршни 3 и 4, в результате чего из сосудов 1 и 2 вытекают соответствующие мономеры. Мономеры поступают в тройник 12, где перемешиваются червячным смесителем 13, Профиль кулачка 5 обеспечивает постепенное уменьшение скорости перемещения поршня 3, а профиль кулачка 6 - постепенное нарастание скорости перемещения порщ- I
ня 4. Благодаря этому в тройник 12 поступает смесь мономеров, в которой объемная доля мономера с высоким показателем преломления непрерывно убывает, а мономера с низким показателем преломления - нарастает. Смесь мономеров через выходные штуцеры 15 поступает в форму 16, которая равномерно перемещается в направлении, указанном стрелкой. Ограничительная пластинка 17 способствует равномерному перераспределению смеси мономеров в зоне заполнения формы 16, Продолжительность поступления смеси мо- номербв в форму 16 равна продолжительности его перемещения на всю длину. После заполнения формы 16 выходные штуцеры 15 вместе с ограничительной пластинкой 17 принимаются, а форма 16 закрывается 18, Через одно из отверстий 20 в форму 16 впускают инертный газ. Далее проводят фото- или термополимеризацию смеси, включая обогре:в 19, После завершения процесса сополиме- ризации пленочную ленту вынимают из формы 16, плотно заматывают на цилиндрический пруток из гомополимера с высоким показателем преломления, причем намотку ленты начинают с того конца, в котором объемная доля компонента с высоким показателем преломления больше. После намотки ленты полученную цилиндрическую га- зотовку спекают нагреванием в термостате.
/
Для определения заданного радиального профиля градиента показателя преломления допустим, что нужно получать цилиндрическую заготовку высотой S и радиусом R, Заготовка представляет собой сополимерную ленту, намотанную на цилиндрический пруток из гомополимера радиусом F , Профиль радиального градиента показателя преломления п в заготовке имеет вид, показанный на фиг. 8.
Допустим, сополимер образуется из мономеров, которые при разделительной полимеризации образуют полимеры с показателем преломления п, и п, причем п -у п . Очевидно, что уменьшение п от центра заготовки к периферии (фиг. 8) является следствием уменьшения в сополимере объемной доли заполимеризовавшегося компонента с высоким пока зателем преломления - ср от 1 до О и соответ- ствуишего увеличения объемной доли заполимеризовавшегося компонента с низким показателем преломления (l-Cf) Поэтому ход кривой на фиг.8 не изменится, если на ординате вместо п отложить Cf и точку П.2 совместить с точкой 100%-ного содержания компонента с п, а точку п, - с точкой его нулевого содержания. .Считаем, что среднее значение показателя преломления в сополимере равно
п n,qi п, (1 - ср).
(1)
В соотношении (О подразумевается, что ср зависит от 2, причем О и г ё: Rj, Тогда соотношение (1) перепишется в виде
п(г) )(r) + -Cf(r). (2) Решая (2 относительно cj(г) получ (-). (3)
чим
Если с помощью фиг. 8 и выражения (З) точечно построить графикср(г) получим кривую.
Если раскрутить цилиндрическую заготовку, то получим ленту длиной L, шириной S и толщиной h. Разность значений плотностей полимеров с высоким и низким значениями показателя преломления в соответствии с изменением состава сополимера по длине ленты должна привести к. адекватному изменению толщины ленты. Однако, поскольку это изменение в данном случае ввиду малой толщины ленты существенно мало, толщина ленты h по всей длине принимается равномерной. Намотанная лента представляет собой спираль. В первом приближении вместо спирали можно рассмотреть совокупность окружностей с переменным радиусом. Обозначим через 1 длину окружности k-ro витка. ,
1 27(R, + kh).
(М
где k - номер витка, k 1,2,3,.,,,
Полная длина раскрученной ленты равна
10
L 2 п(К, kh)
15 2(mR,h --p.m).
(5)
где m - количество витков, m 1,2,
3,...,i.
Точки, расположенные вдоль радйуса цилиндрической заготовки в раскрученной ленте, располагаются друг от друга с шагом 2 п (К, + kh).
С учетом определенных значений плотностей мономеров и полимеров
и заданных параметров заготовки для обеспечения изменяющегося во времени объемного соотношения компонентов в струе смеси, необходимо создать определенную скорость подачи мономеров в смеситель, что обеспечивается подбором кулачков в устройстве, задающих перемещение поршней в сосудах с мономерами. Для обеспечения заданного радиального градиента
показателя преломления в заготовке необходимо форму, в которую подают смесь мономеров, перемещать относительно струи с определенной скоростью, обеспечивающей расположение
точек друг относительно друг а на ленте, соответствующих точкам, расположенным вдоль радиуса цилиндрической заготовки, на расстоянии ZlrCR, + kh).
Пример.В сосуды 1 и 2 всасывают соответственно свежеперегнанные стирол и метилметакрилат на высоту примерно 80 мм и закрывают краны 10 и П. Оба мономера содержат
перекись бензола (массовая доля 0,5%). Мономеры в соотношении, которое задается путем подачи их в смеситель с необходимой скоростью, что определяется профилями кулачков,
перемещающих поршни в сосудах 1 и 2. Смесь мономеров поспутает в форму 16 длиной 76 мм и шириной АО мм. Продолжительность поступления смеси мономеров в форму 16 и перемещения
последнего равна 2,5 мин, Сополиме- ризацию проводят при 70-80°С в течение 6-8 ч. В стеклянный капилляр длиной 10 мм и внутренним диаметром 2 мм вводят свежеперегнанный стирол, содержащий 0,5 мас.% перекиси бензола. Запаивают концы капилляра и помещают в термостат при 100°С в течение 6-8 ч. После охлаждения капил ляр разбивают и освобождают полисти- рольный пруток. Сополимерную пленку плотно наматывают на полистироль- ный пруток, обворачивают алюминиевой фольгой и в вертикальном положении спекают в термостате при 130-140°С в течение 0,5 ч. Далее цикл повторяется.
Формула изобретения
Способ изготовления оптических заготовок с заданным профилем радиального градиента показателя преломления, включающий дозированное с заданным объемным соотношением смешение жидких мономеров с разным значением показателя преломления, подачи струи смеси в подвижную форму и последующую сополимеризацию смеси, о т л и ч а
Н) щ и и с я тем, что, с целью получения длинномерной заготовки для формирования оптических волокон, осуществляют подачу струи смеси в прямолинейно перемещаемую форму и используют цилиндрический пруток из гомопо- лимера с высоким значением показателя преломления, на который наматывают полученную после сополимеризации ленту, начиная с конца, имеющего большую долю структур с высоким значением показателя преломления, и спекают полученную цилиндрическую заготовку нагреванием, при этом в струе смеси обеспечивают объемное соотношение мономеров, при котором точки, расположенные вдоль радиуса цилиндрической заготовки, расположены в ленте одна относительно другой с шагом, равным
27(R, + kh),
где R - -радиус цилиндрического прутка;
k - номер витка в цилиндрической заготовке;
h - толщина сополимерной ленты.:
Изобретение относится к способам изготовления заготовок для оптических изделий. Цель изобретения - получение длинномерной заготовки для формования оптических волокон. Для этого подачу струи смеси осуществляют в прямолинейно перемещаемую форму и используют цилиндрический пруток из гомополимера с высоким значением показателя преломления, на который наматывают полученную после сополимеризации ленту, начиная с конца, имеющего большую долю структур с высоким значением показателя преломления, и спекают полученную цилиндрическую заготовку нагреванием, при этом в струе смеси обеспечивают объемное соотношение мономеров, при котором точки, расположенные вдоль радиуса цилиндрической заготовки, расположены в ленте друг относительно друга с шагом, равным 2φ(R1+KH), где R - радиус цилиндрического прутка
K - номер витка в цилиндрической заготовке
H - толщина сополимерной ленты. 8 ил.
IS
в
(риг I
k
.УУСЧ
( /
sjlff чTV
Э
-- - J5EIIi)
фие.2
Я
г/гifus.6
K
ta / Ч
J.
(риг.З
:
1д
фие.5
Ч/ (риг.7
(ftus.e
| Патент США IF 4022855, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
