венного формования широкой номенклатуры секций вне зависимости от геометрической формы заготовок. Станок содержит ряд функциональных механизмов, позволяющих осуществить фиксацию пазовых и лобовых частей секций, их растяжку и опускание верхней пазовой ветви, и формовку радиусных участков лобовых частей секций. Шаблоны 56 каждого из механизмов формования лобовых частей 8 секций установлены с возможностью их поворота и фиксации
относительно наборных кpoншteйнoв 58, которые снабжены приводом 48 их вертикального перемещения, связанным с механизмом фиксации лобовых частей секции, а зажимы головок механизмов фиксации лобовых частей секций установлены в механизмах поворота с возможно- стью перемещения в горизонтальном направлении в плоскости, перпендикулярной оси растяжки, причем щеки контакта с лобовыми частями секции имеют конические поверхности. 8 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| Способ изготовления секций жесткой обмотки и их укладки в пазы магнитопровода и устройство для его осуществления | 1983 |
|
SU1115170A1 |
| Станок для растяжки и формовки обмоток электрических машин | 1977 |
|
SU748688A1 |
| Станок для растяжки и формовки катушек петлевой якорной обмотки | 1976 |
|
SU663030A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Станок для изготовления стержневых обмоток электрических машин | 1982 |
|
SU1072193A1 |
| Станок для наложения корпусной ленточной изоляции на обмотки электрических машин | 1977 |
|
SU692009A1 |
| Станок для растяжки секций статорных обмоток крупных электрических машин | 1961 |
|
SU147648A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |


Изобретение относится к электротехнике, а именно к технологии производства электрических машин, в частности к оборудованию для изготовления замкнутых многовитковых секций обмоток. Цель изобретения - улучшение качества секций и расширение технологических возможностей путем обеспечения возможности пространственного формования широкой номенклатуры секций вне зависимости от геометрической формы заготовок. Станок содержит ряд функциональных механизмов, позволяющих осуществить фиксацию пазовых и лобовых частей секций, их растяжку и опускание верхней пазовой ветви и формовку радиусных участков лобовых частей секций. Шаблоны 56 каждого из механизмов формования лобовых частей 8 секции установлены с возможностью их поворота и фиксации относительно наборных кронштейнов 58, которые снабжены приводом 48 их вертикального перемещения, связанным с механизмом фиксации лобовых частей секции, а зажимы головок механизмов фиксации лобовых частей секций установлены в механизмах поворота с возможностью перемещения в горизонтальном направлении в плоскости, перпендикулярной оси растяжки, причем щеки контакта с лобовыми частями секции имеют конические поверхности. 8 ил.
Изобретение относится к электромашиностроению, в частности к технологии производства электрических машин, а именно к оборудованию для изготовления замкнутых многовитковых секций обмоток.
Цель изобретения - улучшение качества и расширение технологических возможностей станка путем обеспечения возможностей пространственного формования широкой номенклатуры секций вне зависимости от геометрической формы их заготовок..
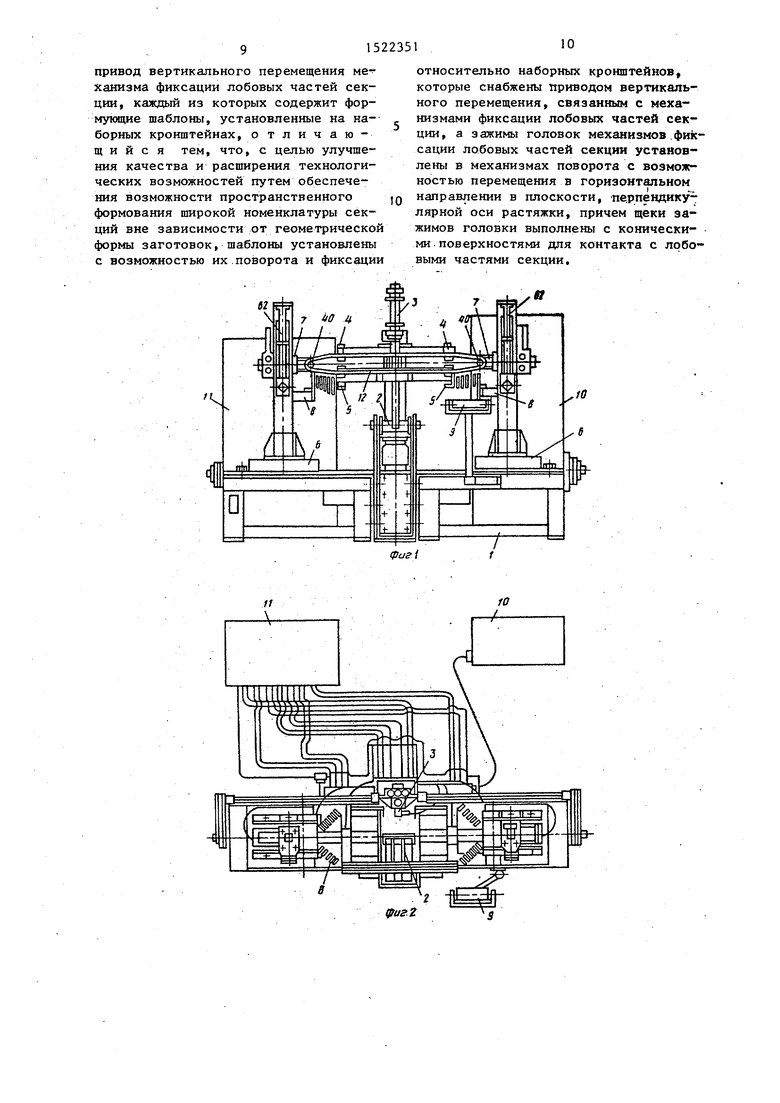
На фиг.1 схематически изображен предлагаемый станок, вид спереди; на фиг,2 то же, вид сверху; на фиг.3- центральная часть станка (механизм растяжки секций, механизм опускания верхней пазовой части секции; механизм фиксации пазовых частей секции (верхний и нижний); на фиг.4 - механизм фиксации верхней пазовой части секции, на фиг.5 - механизм фиксации нижней Пазовой части секции; на фиг.6 - зажим головки левого механизма фиксации лобовых частей секции; на фиг.7 - механизм поворота зажима головки, разрез; на фиг.8 - в сборе механизм фиксации лобовых частей секции, механизм формования лобовых частей секции, механизм осевого пере- чещения лобовых частей секции, разрез
Станок содержит станину 1, меха- низм 2 растяжки, механизм 3 опускания верхней пазовой части секции, механизм 4 фиксации верхней пазовой части, механизм 5 фиксации нижней пазовой части, механизмы 6 осевого перемещения лобовых частей секции, механизмы 7 фиксации лобовых частей секции, механизмы 8 формования лобовых частей секции, пульт 9 управления, шкаф 10
электроавтоматики, станцию гидропривода 11. Заготовка формуемой секции обозначена позицией 12.
Станина I станка представляет собой трехсекционную сварную конструкцию, на которой установлены все механизмы станка. Механизм 2 растяжки расположен в центральной части станины 1 и содержит два кронштейна 13, установленные с возможностью поворота вокруг оси растяжки 14, серьги 15 связанные с кронштейнами 13 и поворотным рычагом 16, и гидроцилиндр 17 шток которого шарнирно связан с поворотным рычагом 16, а корпус закреплен на станине 1 (фиг.З). В расточках кронштейнов 13 установлены скалки 18, с которыми подвижно связан механизм 3 опускания верхней пазовой части секции, корпус 19 с закрепленной на нем поперечной планкой 20, на которой установлены механизмы 5 фиксации нижней пазовой части.
Механизм опускания верхней пазовой части секции 3 содержит подвижно связанные со скалками 18 корпусы 21 и 22, причем на корпусе 21 шарнирно закреплен гидроцилиндр 23, шток которого связан с поперечной планкой 20, соединенной с корпусом 22. На поперечной планке 20 механизма 3 опускания верхней пазовой части секции установлены механизмы 4 фиксации верх-f ней пазовой части 4 (фиг.З). Корпусы 19 и 2 имеют возможность изменения их положения вдоль скалок 18, чем достигается установка радиусов растяжки верхней и нижней пазовых частей секции. Положение корпуса 22 и связанной с.ним поперечной шганки 20 относительно корпуса 21 определяется ходом штока гидроцилиндра 23 и является величиной опускания верхней пазовой части секции. Механизм 4 фиксации верхней пазовой части секции (фиг,4) содержит корпусы 24 и 25, прижим 26, связанный системой рычагов с гидроцилиндром 27, шарнирно установленным в корпусе 24, Корпус 24 совместно с прижимом 26 и губкой 28 имеет возможность перемещения относительно корпуса 25, а губка 28 имеет возможность перемещения относительно корпуса 24, чем достигается постоянство положения поверхностей, являющихся базовыми для пазовой части секции 12 при регулировке механизма фиксации верхней пазовой части на размеры сечеиия секции по высоте и ширине.
Механизм 5 фиксации нижней пазовой части секции (фиг.5) содержит корпусы 29 и 30, прижим 31, связанный со щтоком цилиндра 32, щарнирно установлениого в корпусе 29, Корпус 29 и губка 33 имеют возможность перемещения относительно корпуса 30, чем достигается возможность регулировки механизма фиксации нижней пазовой части на секции различного се чения по высоте и щирине. Механизм 7 фиксации лобовых частей секции (фиг.1) состоит из зажима головки, механизма поворота зажима головки и привода вертикального перемещения. Зажим головки (фиг.6) состоит из корпуса 34, связанного с корпусом 35 который установлен на скалках 36 в механизме поворота зажима головки, гидроцилиндра 37, шарнирно закрепленного в корпу се 34 и связанного системой рычагов с поворотной щекой 38, неподвижной щекой 39 с установочным щтырем 40. Для ограиичения перемещения корпуса 35 по скалкам 36 имеются два регулировочных винта 41, Рабочие поверхности поворотной щеки 38 и неподвижной щеки 39 выполнены коническими.
Механизм поворота зажчма головки
секции (фиг.7) состоит из корпуса 42, jg линейной поверхности для формования
в котором установлена с возможностью поворота вилка 43, жестко связанная с упором 44, винта регулировки наклона зажима головки 45 и ограничительного виита 46. В расточках вилки 43 установлены скалки 36, с которыми связан зажим головки, имеющий возможность горизонтального перемещения в полос- ти, перпендикулярной оси растяжки.
55
радиусных участков лобовых частей секции. Положение механизмов фиксаци лобовых частей совместно с механизмами формования лобовьпс частей относительно стоек 51 обеспечивается регулировочными винтами 62 (фиг. О,- Кроме того, механизм растяжки, механизм растяжки, механизм опускания верхней, пазовой части секции, мехаПривод вертикального перемещения механизма фиксации.лобовых частей секции (фиг.8) состоит из корпуса 47, в котором размещен гидроцилиндр 48, связанный с корпусом 42 механизма поворота зажима головки. Механизм осевого перемещения лобовых частей секции (фиг,8) состоит из каретки 49 с
установлеиными в ней механизмом 50 торможения и вертикальных стоек 51, в ко-йэфых размещены механизм фиксации лобовых частей секции и механизм формования лобовых частей секции. Каретка 49 представляет собой сварной корпус, снабженный роликами и установленный с возможностью перемещения на направляющих станины 1.
Механизм 50 торможения выполнен
в виде гидроцилиндра одностороннего действия, корпус 52 которого закреплен на каретке 49, а щток 53 снабжен гайкой 54, связанной с регулировочным винтом 55, закрепленном на станине 1.
Механизм 8 формования лобовых час-г тей секции содержит формующие щаблоны 56, закрепленные с возможностью поворота вокруг осей 57 на наборных кронщтейнах 58, корпус 59 с с шарнирно закрепленным в нем гидроцилиндром 60, щток которого связан с механизмом фиксации лобовых частей секции. На- . борные крсшитейны 58 выполнены в виДе .уголков, скрепленных между собой болтами с возможностью регулировки их положения по высоте, и разделены на два блока, каждый из которых может поворачиваться вокруг своей оси 61 и
устанавливается непосредственно под верхней и нижней ветвью лобовой части секции. Формующие шаблоны 56 совместно с кронштейнами 58 и корпусом 59 имеют возможность перемещения в
вертикальном направлении по стойкам 51. Возможность регулировки кронштейнов 58 по высоте и поворот формующих шаблонов 56 вокруг осей 57 обеспечивает создание необходимой криво5
радиусных участков лобовых частей секции. Положение механизмов фиксации лобовых частей совместно с механизмами формования лобовьпс частей относительно стоек 51 обеспечивается регулировочными винтами 62 (фиг. О,- Кроме того, механизм растяжки, механизм растяжки, механизм опускания верхней, пазовой части секции, меха 7 152235
низм фиксации лобовых частей секции,| механизм осевого перемещения и механизмы формования лобовых частей сек- i ции снабжены фотодатчиками, предназначенными для измерения перемещений механизмов станка и вьщачи сигнаппг в систему электроавтоматики.
Предлагаемый станок работает следующим образом.
Заготовка 12 секции (фиг.1) устанавливается в механизм 4 и 5 фиксации пазовых частей секции и на установочные штьфи 40 механизмов 7 фиксации лобовых частей секции. При нажатии
10
15
15 бовых частей секции заданного расстояния от оси растяжки срабатьшают гидроцилиндры 60 механизмов формования лобовых частей секции. При этом корпусы 59 совместно с наборными кронш20 теинами 58 и формующими щаблонами 56 перемещаются вверх, прижимаются к лобовым частям секции и формуют их радиусные участки. Далее после выдержки гидроцилиндры 60 возвращают мехакнопки Зажат на пульте 9 управления срабатывают гидроцилиндры 27 (фиг,4), 32 (фиг.5), 37 (фиг.6) механизмов фиксации пазовых и лобовых частей секции, щтоки которых через систему рычагов поворачивают прижимы 26 и 31 и щеки 38 (фиг.4-6) и осуществляют и фиксацию заготовки 12 секции. Далее при нажатии кнопки Пуск на пульте управления срабатывают 25 низмы формования в исходное положение, гидроцилиндр 1 7 механизма 2 растяжки и гидроцилиндры 27, 32, 37 раскрывают
гидроцилиндр 23 механизма 3 опускания верхней пазовой части секции (фиг.З), При этом шток гидроцилиндра 17 воздействует через рычаг 16, серьги 15 на поворотные кронщтейны 13, разворачивая их вокруг оси растяжки 14 на величину межпазового угла секции, значение которого контролируется системой электроавтоматики станка. Совместно с кронштейнами 13 на величину межпазрвого угла разворачиваются и скалки 18 со всеми установленными на них механизмами. Одновременно с разворотом шток гидроцилиндра 23 перемещает корпус 22 с поперечной планкой 20 и механизмами 4 фиксации верхней пазовой части в радиальном направлении по скалкам 18, Таким образом одновременно осуществляется растяжка секции и опускание верхней пазовой части, В процессе этих перемещений происходит сблжясение кареток 49 механизмов осевого перемещения с усилием, создаваемым механизмом 50 торможения (фиг.8). Возникающие при этом силы натяжения лобовых частей секции смещают зажим головки секции (фиг,6) по скалкам 36 в горизонтальном направлении в плоскости, перпендикулярной оси растяжки. Тем самым достигается равенство сил натяжения верхней и нижней ветви лобовых частей секции. После достижения механиз8
0
мом растяжки и механизмом Опускания верхней пазовой части секции своих конечных--положений срабатывает гидроцилиндр 48 приводов вертикального перемещения механизмов фиксации лобовых частей секции (фиг.8). Штоки гидроцилиндров 48 перемещают зажимы головок совместно с механизмами поворота вверх или вниз по вертикальным стойкам 51. Направление перемещения зависит от формы заготовки и задается системой электроавтоматики. По достижении механизмами, фиксации ло5 бовых частей секции заданного расстояния от оси растяжки срабатьшают гидроцилиндры 60 механизмов формования лобовых частей секции. При этом корпусы 59 совместно с наборными кронш0 теинами 58 и формующими щаблонами 56 перемещаются вверх, прижимаются к лобовым частям секции и формуют их радиусные участки. Далее после выдержки гидроцилиндры 60 возвращают меха5 низмы формования в исходное положение, гидроцилиндры 27, 32, 37 раскрывают
механизмы фиксации -пазовых и лобовьтх частей и готовая секция снимается со станка. При нажатии кнопки Исходное на пульте 9 управления все механизмы станка возвращаются в исходное положение. Станок готов к формованию еледзпощей секции.
35
Ф о р м. у л а изо
р е т е н и я
0
5
0
5
Станок пространственного формования замкнутых многовитковых секций, содержащий станину, механизм растяжки, механизм опускания верхней пазовой части секции, механизмы фиксации пазовых частей секции, механизмы осевого перемещения лобовых частей секции, каждый из которых содержит установленную с возможностью перемещения по направляющим станины каретку, снабженную механизмом торможения, и установленные на ней вертикальные стойки с механизмом настройки, механизмы фиксации лобовых частей секции, каж- дай из которых подвижно установлен на вертикальных стойках механизмов их осевого перемещения и содержит зажим головки, включающий корпус с размещенньм в нем приводом, поворотную щеку и неподвижную щеку с установочным штьфем, а также механизм поворота зажима головки вокруг оси, параллельной оси растяжки секции, и
привод вертикального перемещения ме ханизма фиксации лобовых частей секции, каждый из которых содержит формующие шаблоны, установленные на наборных кронштейнах, отличающийся тем, что, с целью улучшения качества и расширения технологических возможностей путем обеспечения возможности пространственного формования широкой номенклатуры секций вне зависимости от геометрической формы заготовок, шаблоны установлены с возможностью их поворота и фиксации
62
относительно наборных кронштейнов, которые снабжены приводом вертикального перемещения, связанным с механизмами фиксации лобовых частей секции, а зажимы головок механизмов фик- сации лобовых частей секции установлены в механизмах поворота с возможностью перемещения в горизонтальном направлении в плоскости, перпендику лярной оси растяжки, причем щеки зажимов головки выполнены с коническими поверхностями для контакта с лобовыми частями секции.
fO
Фаг1
/J
-- -гггп
.,
ipue.3
ЛИ
f7
/«
fi fig )./vxf
игч. г Ч: rCs-V У/У/Т УГхуУУ Ту
Составитель Е,Скороходов Редактор С.Лисина Техред Л.Сердюкова Корректор М.Самборская
Заказ 6976/53
Тираж 648
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
37
Фи.б
0йг.7
Подписное
| Станок типа , созданный во ВНИИТЭлектромаш в 1896. |
