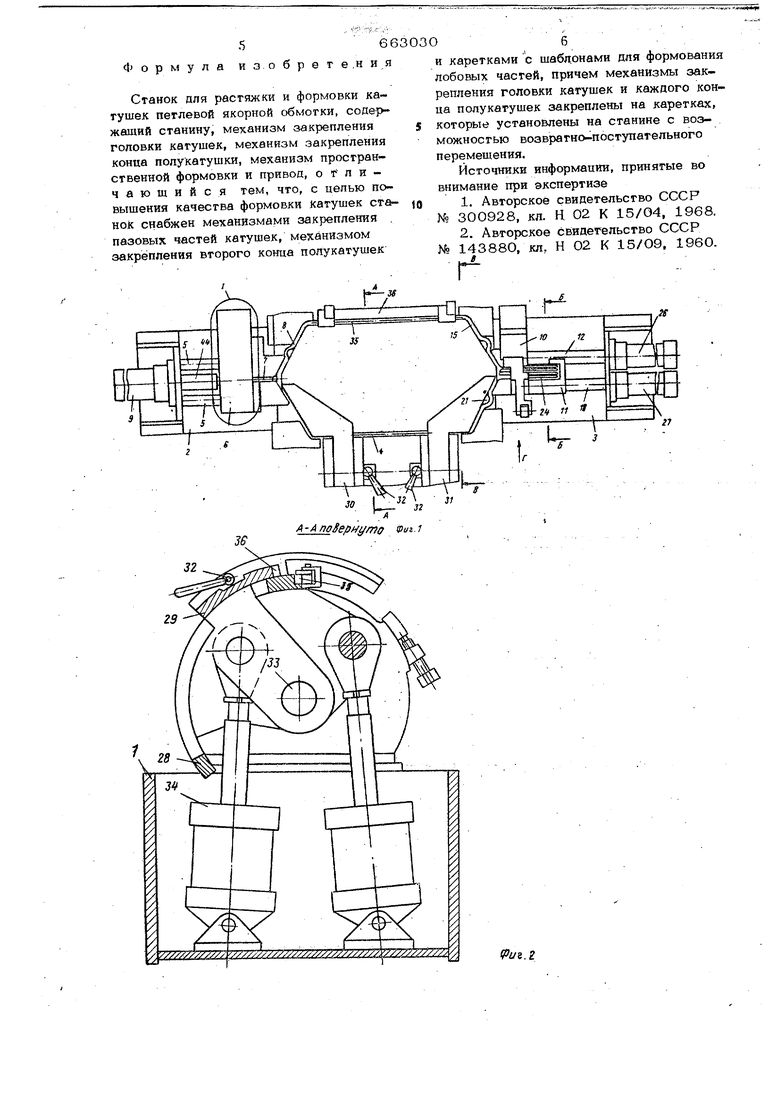
3 6 Указанная цель достигается revi, что станок снабжен механизмами закрепления пазовых частей к&тушек, механизмом закрепления второго конца полукатушек и каретками с шаблонами пля формоваиия лобовых частей, причем механизмы закрепления головки катушек и каждого конца полукатушек закреплены на каретках, которые установлены на станине с возможностью возвратно-поступательного Перемещения. На фиг. 1 изображен вид станка сверху; на фиг. 2 - разрез А-А фиг. 1 (исходное положение); на фиг. 3 - разрез А-А фиг. 1 (конечное положение); на фиг. 4 изображен разрез Е)-Б фиг, 1. На станине 1 станка закреплены передняя 2, задняя бабка 3 и механизм, для пространственной формовки 4. На передней бабке на направляющих 5 расположена каретка 6, которая сложит для размещения механизма закрепления головки кагущки 7 (на фиг. 1 не показан) и для окончательной формовки лобовых Частей 8 со стороны головки. На пе- редней бабке такясе установлен гидравлический цилиндр 9 перемещения каретки. На задней бабке расположены две каретки 10 и 11. Каретка 10 установлена на направляющих 12, 13 и служит для раз. йёШёнйя механизма закрепления концов 14правой полукатушки, а также окончательной формовки концов и лобовой части 15правой полукатушки. Закрепление концов правой полукатушки осуществляется прижимной планкой 16с помощью гид равлического Цилиндра 17. Каретка 11 установлена на направляющих 18, 19 для размещения механизма закрепления концов 20 левой полукатушки, а также окончательной формовки концов и лобовой части 21 левой полукатушки. Закрепление концов левой полукатушки оьуцтествляется прижимной планкой 22 с помощью гидравлического цилиндра 23. Для образования необходимых зазоров между элементарными проводниками кон.iieiB КатушКй, а, также их скруглений слуЖйг Откидные планки 24 к 25. На задней бабке установлены гидравлический цилиндр 26 перемещения каретки 10 и цилиндр 27 перемещения каретки 11.. Поворотный механизм пространственно формовки 4 состоит из нижнего формовоч ного шаблона 28, верхнего сектора 29 с откидными формовочными шаблонами 30 и 31, которые фиксируются поворотом рукояток 32. оА Поворот секторов относительно оси . 33 осуществляется при помоши гидраыгических цилиндров 34. Станок работает на полуавтоматическом цикле следующим образом. К станку подают заготовку (согнутые на ребро элементарные проводники, скрепленные с помощью киперной ленты) вручную устанавливают на станок. Закрепляют одновременно головку 7 и правую пазовую часть 35 катушки при помощи гидравлического зажима (на чертеже не показан), Между проводниками концов 14 правой полукатущки прокладывают откидные планки 25. Аналогично прокладЬтвают откидные планки 24 между проводниками концов 20 левой полукатущки. На левую пазовую часть 36 катушки накладывают откидные формовочные шаблоны 30 и 31 и ,фиксируют их поворотом рукояток 32. . Далее станок работает автоматически от системы электрогидравлической автоматики следующим образом. Вначале прЬисходит закрепление концов (14, 20) правой и левой полукатушек с помощью прижимных планок 16 от гидравлических цилиндров 17 и 23. Затем срабатывают гидроцилиндры 34, Которые поворачивают шаблон 28 и сектор 29 (происходит формовка катушки). Так как головка 7 и концы 14 и 20 катушек закреплены на подвижных каретках 6, 10, 11Последние в процессерастяжки и формовки перемещаются до полной остановки поворотных секторов. Пос.rteчего Незначительное движение кареток продолжается ,с помощью гидроцилиндров 9, 26, 27 и Происходитокончательное формирование головки 7 лобовых частей 8, 15, 21 и концов 20 и 14 правой и левой полукатушек.. Затем происходит раскрепление головки, правой пазовой части и концов карегки. Далее секторы несколько отходят, откидываются формовочные шаблоны и снимается готовая катушка якоря. После этого шаблон 28 и сектор 29 возврашаются в исходное положение. Таким образом, в станке исключается возможность повреждения изоляции, образования наклепа, а также обеспечивается более качественная формовка концов и лобовых частей мнбгопроврднйковых катушек.
Формула изобрете.ния
Станок для растяжки и формовки катушек петлевой якорной обмогки, coaejv жаший станину, механизм закрепления головки катушек, механизм закрепления конца полукатушки, механизм пространственной формовки и привод, о т- л и чающийся тем, что, с цепью повышения качества формовки катушек станок снабжен механизмами закрепления . пазовых частей катушек, механизмом закрепления второго конца полукатушек А:АМ 5рнуто Фигл
и каретками с шаблонами для формования лобовых частей, причем механизмы закрепления головки катушек и каждого конца полукатушек закреплены на каретках, которые установлены на станине с возможностью возвратно-поступательного перемещения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 300928, кл. Н 02 К 15/О4, 1968.
2.Авторское свидетельство СССР № 143880, кл, Н О2 К 15/09. 1960. . ц: г 

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для наложения корпусной ленточной изоляции на обмотки электрических машин | 1977 |
|
SU692009A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ КАТУШЕК ВОЛНОВОЙ ОБМОТКИ | 1992 |
|
RU2038676C1 |
| Намоточное устройство | 1981 |
|
SU988404A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| Станок для растяжки и формовки обмоток электрических машин | 1977 |
|
SU748688A1 |
| Станок пространственного формования замкнутых многовитковых секций | 1987 |
|
SU1522351A1 |
| Обмотка ротора электрической машины | 1967 |
|
SU881938A1 |
| Станок для формовки катушек петлевой якорной обмотки | 1984 |
|
SU1220061A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |

