г
s
.а
.5J
сл
N3
СО
ю
С5
со
Изобретение относится к области исследования прочностных свойств материала,, в частности к способам изготовления образцов для испытания на усталость.
Цель изобретения - повышение достоверности результатов испытания образца путем воспроизведения технологических операций изготовления реальной конструкции.
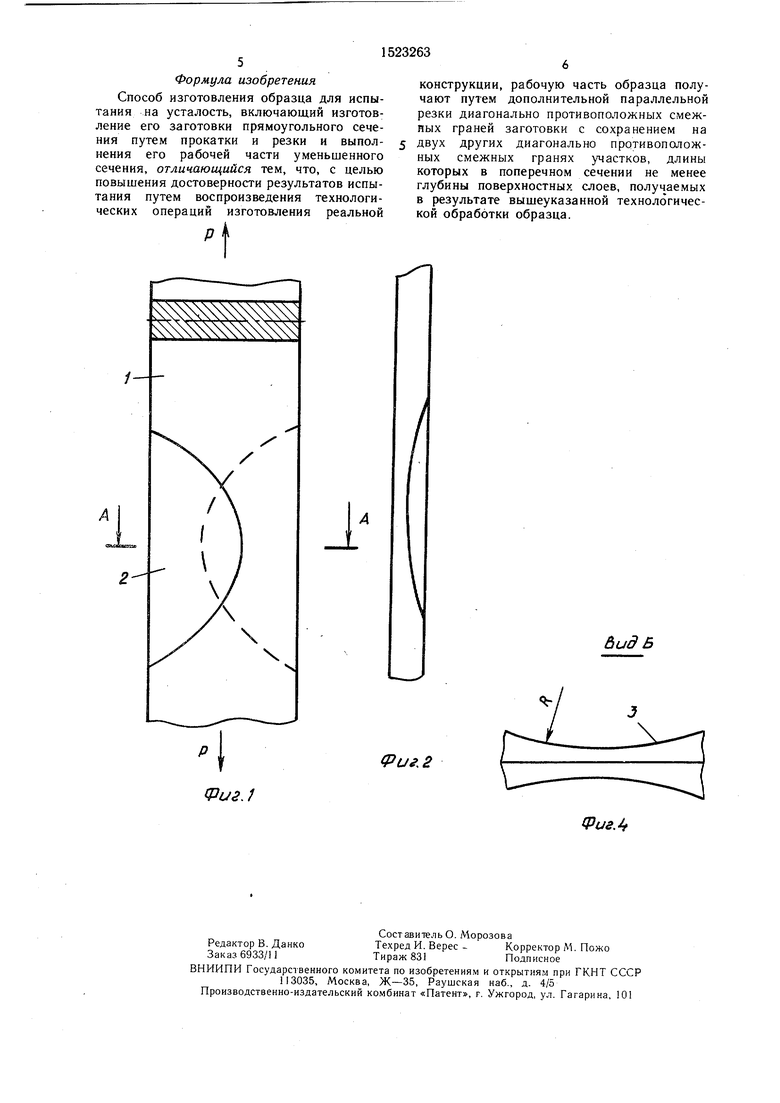
На фиг. 1 и 2 изображены изготовленный предложенным способом образец, главный вид с сечением в рабочей части и вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид Б на фиг. 3.
Образец содержит захватные 1 и рабочую 2 части с радиусными вырезами 3, поверхности 4 и 5 длиной а к в соответственно, кромку б реальной конструкции, получаемые при изготовлении заготовки образца.
Способ осуществляется следующим образом.
Четырехгранную заготовку получают,- воспроизводя технологические операции изготовления реальной конструкции, т.е. прокатку, резку на гильотинных ножницах. Затем выполняют ра бочую часть образца, для чего диагонально противоположные смежные грани заготовки дополнительно параллельно срезают, сохраняя на двух других диагонально противоположных смежных гранях заготовки участки, длины которых в щестиугольном сечении не менее глубины поверхностных слоев, получаемых в результате технологической обработки реальной конструкции.
Способ обеспечивает сохранение у образца кромки реальной конструкции. Поскольку известно, что в прямоугольном сечении усталостные трещины зарождаются от его кромок (на плоских гранях только при наличии в материале дефекта), следовательно, в образце необходимо сохранять прежде всего кромку реальной конструкции, образованную двумя смежными (взаимно перпендикулярными) поверхностями, получаемыми при ее изготовлении. Так как в сечении конструкции без концентраторов напряжений до 90% долговечности приходится на участок зарождения усталостной трещины, то для обеспечения условий развития трещины, близких к реальной конструкции, в образце необходимо сохранить участки поверхностей, образующих кромку, шириной, по крайней мере, не менее толщины поверхностного слоя, где имеют место структурные изменения, остаточные напряжения и т.п., характерные для техпроцесса изготовления реальной конструкции.
Пример. Для определения характеристик сопротивления усталости кромки полки лонжерона автомобилей МАЗ изготавливались образцы из листового проката толщиной 8 мм стали 22Г2ТЮ.
Заготовки образцов прямоугольного сечения размером 270x40X8 мм получали, как и
0
лонжерон рамы, резкой на гильотинных ножницах.
С целью определения глубины поверхностных слоев проводились металлографические исследования. В результате установлено, что глубина поверхностного слоя прокатной поверхности составляет 0,14 мм, глубина поверхностного слоя после резки на гильотинных ножницах 0,35 мм. Затем выполняли рабочую часть образца, для чего диагонально противоположные смежные грани заготовки срезали параллельными плоскостями на горизонтально-фрезерном станке фрезой диаметром 120 мм, сохраняя на двух других диагонально расположенных смеж5 ных гранях заготовки участки айв. Поскольку для предотвращения разрушения образца в захватах испытательной машины необходимо уменьщить площадь поперечного сечения рабочей части на 20-50%, приняли .данное уменьщение площади рав0 ным 30%. В результате площадь щести- угольного сечения должна быть равной 224 мм. Длины участков айв получили, в соответствии с изложенным, равными 4 мм и 15 мм.
5 В результате испытания на усталость партии образцов на растяжение-сжатие при симметричном цикле напряжений с частотой 10 Гц на стандартной мащине фирмы Schenck ФРГ в изломе фиксировалость зарождение усталостной трещины в рабо0 чей части образца в область угла его испытываемых кромок. Был определен предел выносливости ( МПа. Предел выносливости для данного материала, полученного на стандартном известном образце, составил оч 260 МПа.
5 Поскольку коэффициент влияния качества обработки на сопротивление усталости для технологической операции, подобной операции резки на гильотинных ножницах, при пределе прочности данной стали
0
МПа составляет 0,7-0,85, то ожидаемый Предел выносливости для данного вида обработки составляет (0,7...0,85) a-i 170-210 МПа. Для образца, изготовленного предлагаемым способом, предел выносливости составил , что под5 тверждает правильность предложенного способа изготовления образца для испытания на усталость.
Использование предлагаемого способа,по сравнению с известными, позволит: повысить достоверность характеристик сопротивления
0 усталости в результате сохранения поверхностей в области угла кромки - зоны зарождения усталостной трещины и таким образом учесть технологические факторы изготовления реальной конструкции; проводить сравнительные оценки конструкторско-техно-, логических вариантов исследуемых конструкций, а также более обоснованно выбирать параметры реальной конструкции при расчете ее несущей способности.
Формула изобретения Способ изготовления образца для испытания на усталость, включающий изготовление его заготовки прямоугольного сечения путем прокатки и резки и выполнения его рабочей части уменьшенного сечения, отличающийся тем, что, с целью повышения достоверности результатов испытания путем воспроизведения технологических операций изготовления реальной
конструкции, рабочую часть образца получают путем дополнительной параллельной резки диагонально противоположных смежных граней заготовки с сохранением на двух других диагонально противоположных смежных гранях участков, длины которых в поперечном сечении не менее глубины поверхностных слоев, получаемых в результате вышеуказанной технологической обработки образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2015 |
|
RU2603243C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ УСТАЛОСТНОГО РАЗРУШЕНИЯ НА ОСНОВЕ МАГНИТОУПРУГОСТИ | 2007 |
|
RU2353909C2 |
| Способ прогнозирования параметров усталостного разрушения листовых металлических материалов | 2020 |
|
RU2739154C1 |
| Способ упрочнения деталей | 1988 |
|
SU1733220A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ КРИВОЙ УСТАЛОСТНОГО РАЗРУШЕНИЯ МЕТАЛЛОВ | 2010 |
|
RU2461808C2 |
| Способ определения влияния предварительного пластического деформирования на сопротивление усталости материала детали | 2022 |
|
RU2792195C1 |
| Способ оценки усталостной долговечности элементов конструкций и устройство для его осуществления | 1989 |
|
SU1803785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048538C1 |
| СПОСОБ ИСПЫТАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ НА КОНТАКТНУЮ УСТАЛОСТЬ | 2003 |
|
RU2253112C2 |
Изобретение относится к исследованиям прочностных свойств материала, в частности к способам изготовления образцов для испытания на усталость. Цель изобретения - повышение достоверности результатов испытания образца. Четырехгранную заготовку получают, воспроизводя технологические операции изготовления реальной конструкции, т.е. прокатку и резку на гильотинных ножницах. Затем выполняют рабочую часть образца, для чего диагонально противоположные смежные грани заготовки дополнительно параллельно срезают, сохраняя на двух других диагонально противоположных смежных гранях заготовки участки, длины A и B которых в шестиугольном сечении не менее глубины поверхностных слоев, получаемых в результате технологической обработки реальной конструкции. 4 ил.
..
S
хФиг.1
бидВ
Риг.2
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
