Изобретение относится к области сварочного производства и может быть использовано для автоматической дуговой сварки деталей встык.
Целью изобретения является снижение затрат на создание сжимающего усилия путем использования теплового удлинения свариваемых деталей.
На чертеже изображена схема для реа- лиза ции способа.
На торцах собранного под сварку изделия 1 закрепляют с помощью, сварки или специальных захватов концы рычагов 2, соединенных с помощью шарнира 3. -Рычаги 2 охватывают в упор концами П-образ- ной пластины 4. Пластину 4 и противоположную соединенной с рычагами кромку изделия 1 неподвижно, например, с помощью упоров закрепляют на столе сварочного стенда. Сварку начинают с удаленного от рычагов конца сварного соединения.
В процессе сварки детали 1, нагреваясь, удлиняются в продольном направлении и воздействуют на рычаги 2. Рычаги 2 перемещаются вовнутрь пластины 4, но при этом, упираясь в концы ее, рычаги 2 стремятся сблизиться. При этом в стыке будут возникать поперечные сжимающие напряжения, компенсирующие сварочные рас0
0
5
тягивающие поперечные напряжения, что снижает вероятность образования концевых трещин. Сварочный процесс оканчивают на металлическом порошке 5.
Пример. П-образная пластина имеет наружный размер 150X150X10 мм. Сечение внутренней полости П-образной пластины 80X110 мм. Длина рычагов 150 мм, сечение 10X20 мм. Диаметр щарнира 10 мм.
Использование изобретения позволит снизить вероятность появления концевых трещин при сварке листов встык без каких либо внещних затрат.
Формула изобретения
Способ предотвращения концевых трещин, заключающийся в приложении сжимающей нагрузки к концевым участкам свариваемого стыка, отличающийся тем, что, с целью снижения затрат на создание сжимающего усилия путем использования теплового удлинения свариваемых деталей, на торцах собранного под сварку изделия закрепляют концы двух шарнирно соединенных между собой рычагов, рычаги охватывают концами Я-образной пластины, а пластину и противоположную соединенной с рычагами кромку изделия жестко прикрепляют к столу.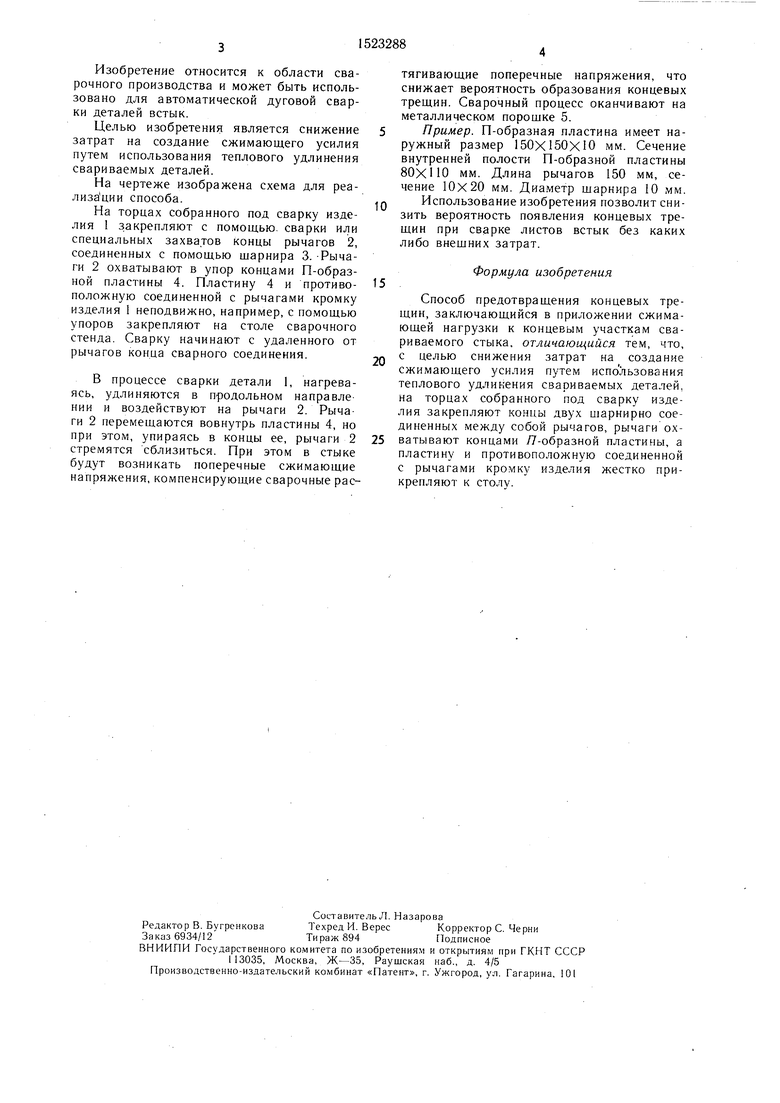
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая планка | 1986 |
|
SU1344554A1 |
| Способ дуговой сварки встык | 1989 |
|
SU1743754A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Приспособление В.В.Калюжного для закрепления заходной пластины на изделии | 1987 |
|
SU1418021A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
Изобретение относится к сварочному производству и может быть использовано в строительстве и промышленности при автоматической дуговой сварке листовых элементов встык. Цель изобретения - снижение затрат на создание сжимающего усилия путем использования теплового удлинения свариваемых деталей. Сжимающее кромки сварного соединения усилие получают, сближая закрепленные на кромках свариваемого изделия 1 концы шарнирно соединенных рычагов 2. Последние взаимодействуют с концами П-образной пластины 4 при тепловом удлинении свариваемого изделия 1. При этом снижается вероятность появления концевых трещин. 1 ил.
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Технологическая планка | 1986 |
|
SU1344554A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
