S
4
00 СО
00
Изобретение относится к инструментальному производству и касается конструкции лепестковых кругов для отделочных операций.
Цель изобретения - повышение производительности и качества обработки.
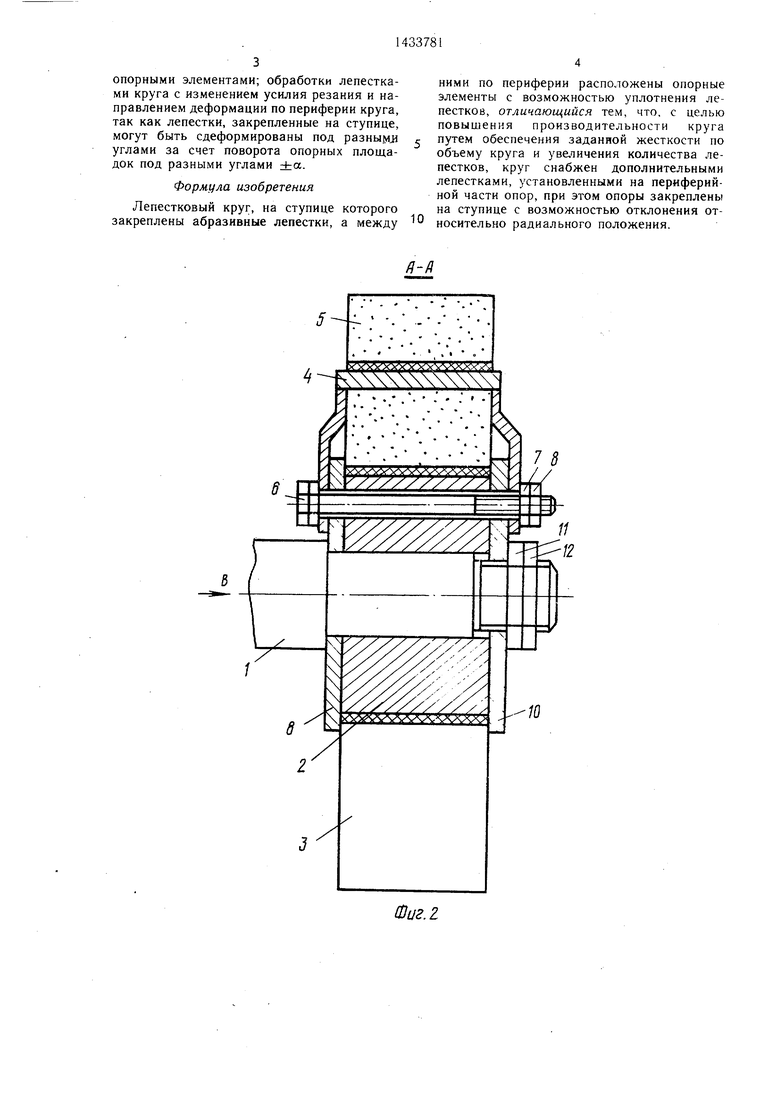
На фиг. 1 изображен вид с торца на круг; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - опорный элемент в разных положениях.
Лепестковый полировальный круг содержит центральный стержень 1, ступицу 2, на которой закреплены лепестки 3 из абразивной шкурки, между лепестками 3 размещены опорные элементы 4 с лепестками 5 меньшей длины, соединенные с осями 6, расположёнными в отверстиях ступицы 2 и скрепленными с ней, например, гайкой 7 и контргайкой 8, по торцам лепестки закрыты крышками 9 и 10 и скреплены со стержнем 1 при помощи гайки 11 и контргайки 12.
Изготовление и сборка предложенного лепесткового полировального круга осуществляется следующим образом.
Абразивное полотно нарезают на полосы, например, на дисковых ножницах шириной, равной длине лепестка 3. На полосы, например, вырубкой на штампе изготавливают лепестки 3 шириной, равной ширине ступицы 2. На ступице 2 равномерно размещают лепестки 3 и скрепляют с ней, например, при помощ,и эпоксидной ко.мпозиции. На центральный стержень 1 устанавливают ступицу 2 с закрепленными на ней лепестками 3 и закрепляют. Изготавливают опорные элементы 4, например, обработкой на метал- I лорежущих станках с размерами по длине дуги в зависимости от месторасположения |при установке между лепестками 3 и по ; ширине, равной ширине ступицы 2. Наре- 1зают из абразивного полотна полосы, рав- ные по ширине ступицы 2, например, на I дисковых ножницах и изготавливают лепест- i ки 5 меньшей длины, например, вырубкой ;на штампе., Длина лепестка 5 принимается из соотношения (см. фиг. 1), где К.1г - максимальный радиус круга, Ri - :радиус, на котором устанавливается опор- :ный элемент 4. Лепестки 5 малой длины устанавливают на опорном элементе 4 и скрепляют с ним, например, при помощи эпоксидной композиции. Раздвигают лепестки 3 на ступице 2 до образования свободного пространства, в котором размещают опорный элемент 4 с закрепленными на нем абразивными лепестками 5 малой длины, скрепляют опорный элемент 4 с отверстием ступицы 2 при помощи оси 6. Круг готов к работе. Количество опорных элементов 4 может быть от 3 до 6. При количестве опорных площадок 4 менее трех ухудшаются условия повышения плотности лепестков 3 в периферийной зоне, а при количестве более шести усложняется наладка круга.
Размещение опорных элементов 4 по периферии круга равномерное. Абразивные лепестки 3 и абразивные лепестки 5 малой длины могут иметь различную зернистость.
Размер опорного элемента 4 по длине дуги - М (см. фиг. 1) определяется из условия размещения опорного элемента 4 на длинном радиусе. Радиус дуги опорного элемента 4 принимают равным радиусу круга, на котором устанавливают данный опорный элемент
4 (Ri см. фиг. 1). Плотность размещения лепестков 5 на ступице 2 может быть отличной от плотности размещения лепестков 5 малой длины на опорном элементе 4. Размещение опорных элементов 4 в круге может
5 быть выполнено на разных радиусах, при этом длина дуги опорных элементов 4 может быть также разной. При закреплении опорных элементов 4 возможен их разворот на угол ДО ±20° относительно оси проходящей через центр дуги опорного элемен0 та и центр круга. При значении угла а более +20° и менее -20° ухудщаются условия деформации лепестков 5.
Во время обработки в работе участвуют лепестки 3, закрепленные на ступице
5 2, и лепестки 5 малой длины, закрепленные на опорных элементах 4, плотность которых различна. По мере износа лепестков 3 и 5 до зоны крепления опорных элементов 4 опорные элементы 4 удаляют, для этого открепляют контргайку 8, гайку 7 и
0 вынимают ось 6. Дальнейшая обработка кругом производится до полного износа лепестков 3. . После износа их заменяют на новые и вновь устанавливают опорные элементы 4 с закрепленными на них лепестками 5.
5 Применение предложенного лепесткового полировального круга позволяет повысить производительность обработки в результате увеличения количества лепестков в круге путем размещения лепестков меньшей длины, закрепленных на опорных элементах между лепестками, закрепленными на ступице; возможности увеличения максимального диаметра круга, так как в рабочей зоне круга имеется пояс плотной беззазорной упаковки лепестков; уменьшения свободной длины ле5 пестков от периферийной части до пояса плотной беззазорной упаковки; обработки кругом с заданной жесткостью лепестков по объему круга.
Кроме того, повышается качество обработки путем изменения шероховатости по0 верхности в результате обработки поверхности с переменным усилием по периферии круга, так как лепестки установлены с переменной жесткостью; обработки поверхности лепестками разной длины - лепестками, закрепленными на ступиц.е, и лепестками,
5 закрепленными на опорных элементах; обработки поверхности лепестками, набегающими на поверхность под разными углами, так как большие лепестки сдеформированы
опорными элементами; обработки лепестками круга с изменением усилия резания и направлением деформации по периферии круга, так как лепестки, закрепленные на ступице, могут быть сдеформированы под разнымл углами за счет поворота опорных площадок под разными углами ±а.
Форм1 ла изобретения Лепестковый круг, на ступице которого
ними по периферии расположены элементы с возможностью уплотне пестков, отличающийся тем, что. с повышения производительности путем обеспечения заданной жестк объему круга и уветичення количес пестков, круг снабжен дополните лепестками, установленными на пер ной части опор, при этом опоры зак на ступице с возможностью отклоне
закреплены абразивные лепестки, а между носительно радиального положения.
ними по периферии расположены опорные элементы с возможностью уплотнения лепестков, отличающийся тем, что. с целью повышения производительности круга путем обеспечения заданной жесткости по объему круга и уветичення количества лепестков, круг снабжен дополнительными лепестками, установленными на периферийной части опор, при этом опоры закреплены на ступице с возможностью отклонения относительно радиального положения.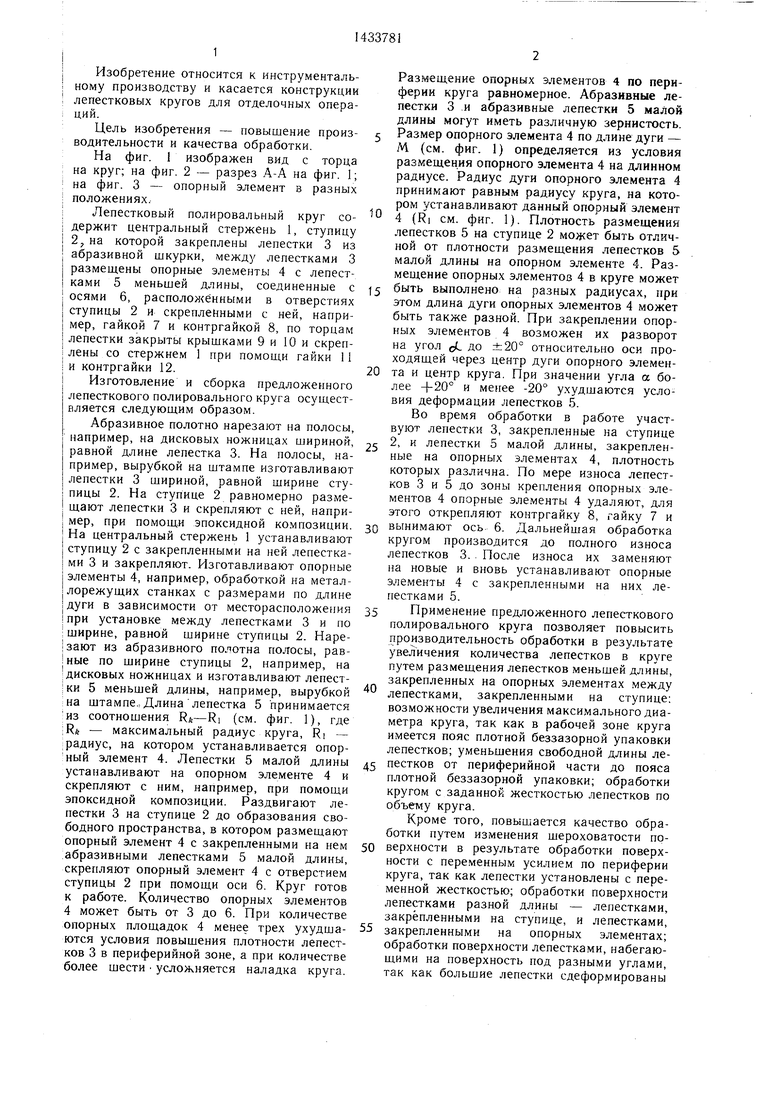
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Полировальный инструмент | 1987 |
|
SU1433782A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1333560A1 |
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Лепестковый абразивный круг | 1984 |
|
SU1281394A1 |
| Лепестковый абразивный круг | 1985 |
|
SU1373553A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
Изобретение относится к инструментальному производству и касается конструк ции лепестковых кругов для отделочных операций. Целью изобретения является повышение качества обрабатываемой поверхности и производительности круга. Для этого между лепестками 3 размещены опорные элементы 4, при этом лепестки между ними уплотняются. На периферийной части опорных элементов расположены дополнительные лепестки 5. Для изменения степени уплотнения лепестков и угла их наклона размеры опорных элементов могут отличаться друг от друга и они могут быть установлены под углом относительно радиального положения. 3 ил.
Шцг.г
Фиг.з
J
| Лепестковый шлифовальный круг | 1981 |
|
SU1000261A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
