(Л
lick оо со
00
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый полировальный круг | 1988 |
|
SU1703436A1 |
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
| Торцовый полировальный круг | 1987 |
|
SU1509240A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
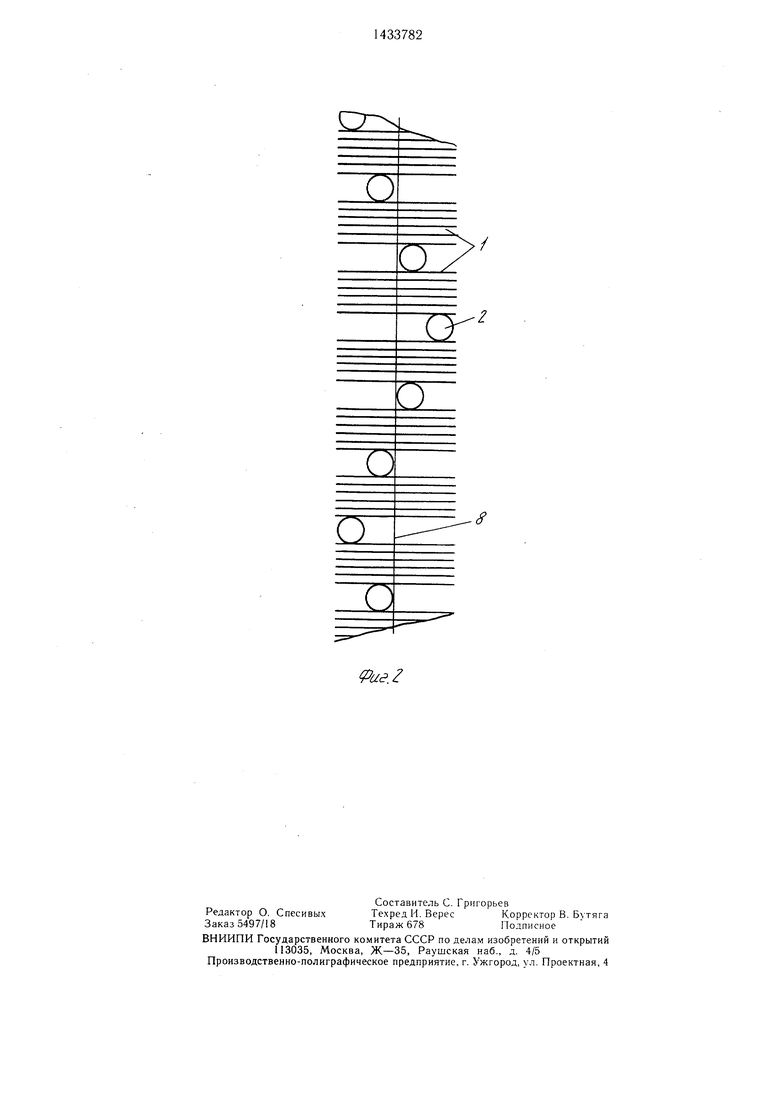
Изобретение относится к инструментальному производству и касается конструкций лепестковых кругов для отделочных операций. Цель изобретения - повышение качества обрабатываемой поверхности. Для этого между пакетами лепестков 1 размещены вставки 2 из полирующего материала, выполненные в виде стержней, которые по форме могут быть коническими или цилиндрическими. Вставки могут быть расположены так, что образуют синусоиду по периферии инструмента. 2 з.п. ф-лы, 2 ил.
Фиг.1
Изобретение относится к инструментальному производству и касается конструкций пепестковых кругов для отделочных опе- |)аций.
Целью изобретения является повышение качества обрабатываемой поверхности.
На фиг. 1 показан разрез полировального инструмента вдоль полировального элемента; на фиг. 2 - развертка периферии юлировального инструмента.
ный диаметр 200 мм, диаметр ступицы 3 100 мм, ширина лепестка 1 40 мм, количество вставок 2 равно 6, форма цилиндрическая, диаметром 10 мм, расположение по периферии круга равномерное через 5 60°, расположение вставок 2 по ширине ступицы 3 следуюш,ее: 1-я, 3-я смещены с оси лепестка I на 5 мм влево, 4-я, 6-я смещены с оси 8 лепестка 1 на 5 мм вправо, 2-я и 5-я смещены с оси 8 лепестка 1 на 15 мм
Полировальный инструмент содержит па- ig соответственно влево и вправо, т.е. форма
(еты абразивных лепестков 1 и полиро- зальные вставки 2, установленные на сту- тице 3 с чередованием, боковые крышки 4 1 центральный стержень 5, с которым они укреплены, например, при помощи гайки 6 i контргайки 7, полировальные вставки 2 выполнены в виде стержней, установленных на ступице 3 со смещением от оси 8 симметрии пакетов, полировальнь е вставки 2 могут 6ь1ть расположены на ступице 3 с образотраектории расположения соответствует синусоидальному профилю. При обработке деталь вводится в соприкосновение с абра- зивной поверхностью лепестков 1 вставок 2, происходит их деформация, износ. По мере 5 износа вставки 2 и абразивные лепестки 1 заменяют. Коническая форма вставок позволяет учитывать расхождение абразивных лепестков 1 по мере приближения их к периферии круга и обеспечить лучшие
нанием синусоидального профиля, а вставки.-,,. условия деформирования лепестков 1 относи- 5 могут быть выполнены в виде прямыхтельно вставок 2 за счет обеспечения кон- стержней или коническими.такта по всей длине лепестка 1.
Изготовление и сборка полировальногоПрименение предлагаемой конструкции
инструмента осуществляется следующимполировального инструмента позволяет
С1бразом.повысить качество обработки, а именно
Абразивное полотно нарезают на полосы,25 уменьшить параметры шероховатости, в
например, на дисковых ножницах шириной,результате изменения угла взаимодействия
равной длине лепестка 1, и изготавливаютлепестков с обрабатываемой поверхностью
jenecTKH 1, например, вырубкой на штампе.по периметру круга за счет разного дефорИз полировального материала, напримермирования лепестков относительно вставок,
Е ойлока, изготавливают вставки 2, например,так как вставки установлены со смещением
Е ырубкой на штампе. Устанавливают на сту-30 от}юсительно оси лепестков и каждая группа
г|ице 3 с чередованием вставки 2 и абра-лепестков, расположенная .между двумя
з|ивные лепестки 1 таким образом, чтобысоседними вставками, имеет свои условия
г(олировальные элементы были расположеныдеформирования; изменения радиуса отгиба
С|тносительно оси 8 лепестка 1 со смеще-лепестков относительно полировальных элением и скрепляют с ней, например, приментов по периметру круга, так как вставки
грмощи эпоксидной композиции. На цент--5 выполнены в виде стержней (цилиндри : альный стержень 5 устанавливают однуческих или конических), диаметр которых
Из боковых крышек 4, ступицу 3 с закреп-меньше ширины ступицы; изменения усилия
; енными на ней абразивными лепестками 1резания по периметру круга за счет череи; вставками 2, вторую крышку 4 и скреп-дования лепестков и вставок, а также устал:яют с центральным стержнем 5 при помощи Q новки вставок по илирине ступицы и перигййки 6 и контргайки 7. Круг готов к ра- doTe. Количество вставок 2 может быть от шести до десяти. При количестве вставок 2 менее шести ухудшаются условия деформирования лепестков 1, а при
метру круга с образованием синусоидального профиля.
размещены вставки из полирующего материала, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, каждая вставка выполнена в виде
Формула изобретения
количестве лепестков 1 более десяти умень-45 которого установлены пакеты абразивных
щается величина абразивной поверхностилепестков, а в промежутках между ними круга. Диаметр вставки 2 может быть равен 15-25% ширины ступицы 3. При диа- вставки 2 менее 15% ширины ступицы
3 ухудшаются условия деформации лепест-,,,
KDB 1, а при диаметре вставки более 25%50 стержня, который установлен со с.мещением
пжрины ступицы 3 уменьщается количествоотносительно оси симметрии пакета,
абразивной поверхности круга. Расположе-2. Инструме}1т по п. 1, отличающийся
ние вставок 2 по периферии круга равно-тем, что вставки установлены из условия
MiepHoe, при этом они размещены такимобразования синусоиды в окружном направобразом, чтобы центр вставки не попадал г лении инструмента.
на ось 8 лепестка 1. Вставки 2 могут быть3. Инструмент по пп. 1 2, отличающийся
выполнены в виде стержней как цилиндри-тем, что вставки выполнены в виде конуса
ческой, так и конической формы. Напри-и установлены меньшим основанием на стумер, полировальный инструмент имеет наружпице.
ный диаметр 200 мм, диаметр ступицы 3 100 мм, ширина лепестка 1 40 мм, количество вставок 2 равно 6, форма цилиндрическая, диаметром 10 мм, расположение по периферии круга равномерное через 60°, расположение вставок 2 по ширине ступицы 3 следуюш,ее: 1-я, 3-я смещены с оси лепестка I на 5 мм влево, 4-я, 6-я смещены с оси 8 лепестка 1 на 5 мм вправо, 2-я и 5-я смещены с оси 8 лепестка 1 на 15 мм
траектории расположения соответствует синусоидальному профилю. При обработке деталь вводится в соприкосновение с абра- зивной поверхностью лепестков 1 вставок 2, происходит их деформация, износ. По мере износа вставки 2 и абразивные лепестки 1 заменяют. Коническая форма вставок позволяет учитывать расхождение абразивных лепестков 1 по мере приближения их к периферии круга и обеспечить лучшие
новки вставок по илирине ступицы и периметру круга с образованием синусоидального профиля.
размещены вставки из полирующего материала, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, каждая вставка выполнена в виде
лепестков, а в промежутках между ними
,,,
стержня, который установлен со с.мещением
Q
Т
СГ
/
./
| Патент США № 4275529, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
