7 26 3 1512 ю 7 Г /J ;;
л ////// / / /
/ / / /
5 2 f/;,
СП
to
00
со ьо
г,
IS 15 6
Изобретение относится к переработке полимерных материалов в изделия и может быть использовано для непрерывного формования листов из различных полимерных материалов, в частности слоистых пластиков.
Цель изобретения - повышение качества материала за счет обеспечения возможности увеличения давления прессования без увеличения энергоемкости устройства.
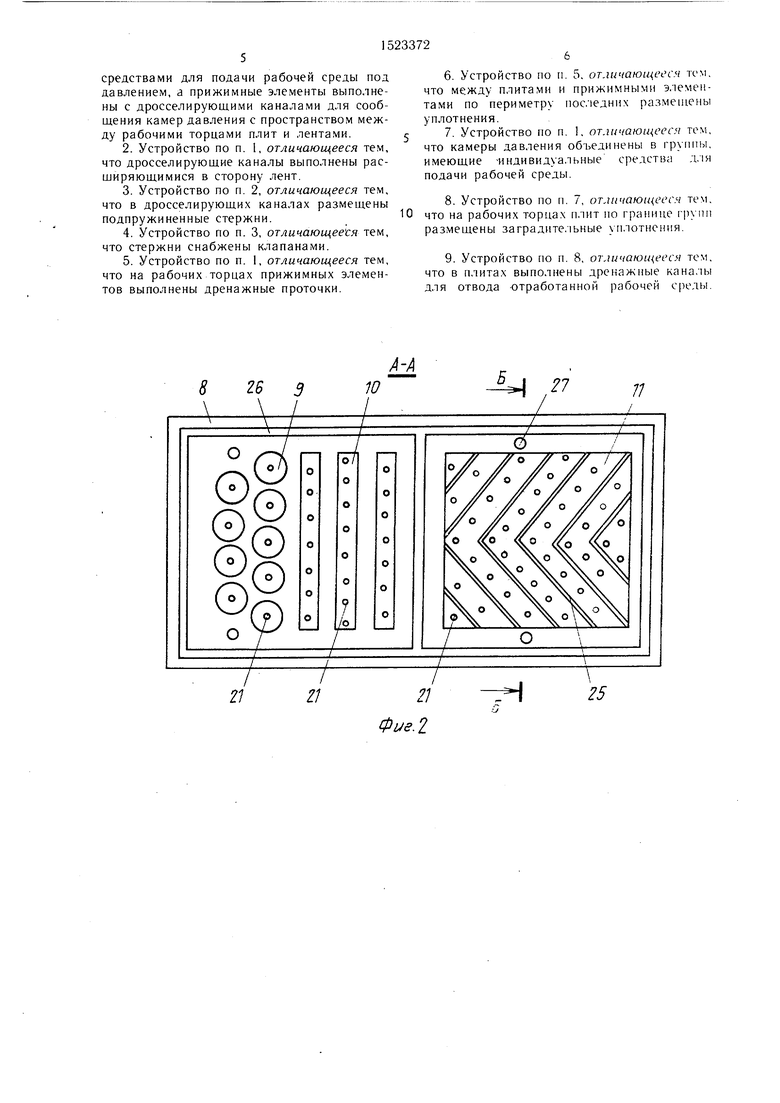
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - разрез А- А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - фрагмент прижимного элемента с разрезом по дросселирующему каналу.
Устройство для формования ленточного полимерного материала содержит этажно расположенные приводные бесконечные металлические ленты 1 и 2, огибающие барабаны 3, 4 и 5, 6 и прессующие плиты 7 и 8. Барабаны 3, и 5 выполнены приводными и имеют электронагреватели (не показаны). Прессующие плиты 7 и 8 имеют прижимные элементы 9-11 различной формы и камеры давления, объединенные в группы 12-15, имеющие соответственно индивидуальные средства 16-19 для подачи рабочей среды под давлением.
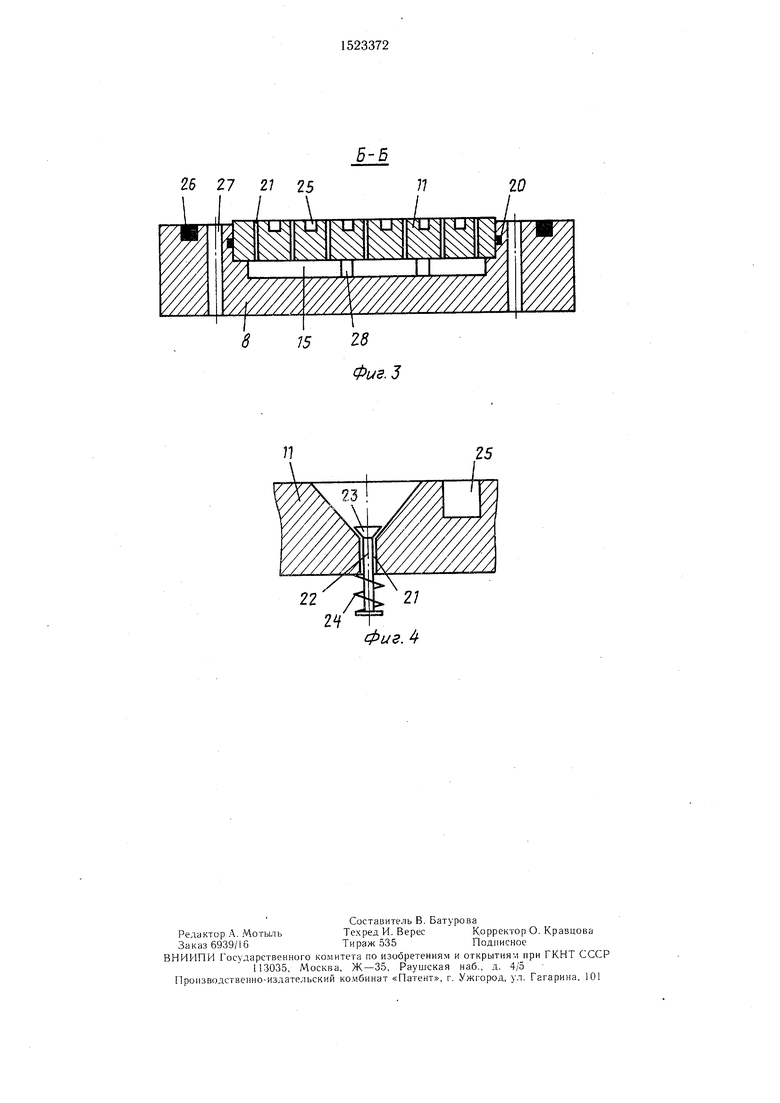
Прижимные элементы установлены с возможностью перемещения в перпендикулярном плоскости рабочих ветвей лент.1 и 2 направлении. Между плитами и прижимными элементами по периметру последних размещены уплотнения 20. Прижимные элементы выполнены с дросселирующими каналами 21 для сообщения камер 12-15 давления с пространством между лентами 1 и 2 и рабочими торцами плит 7 и 8. Дросселирующие каналы 21 выполнены расщи- ряющимися в сторону ленты и в них размещены стержни 22. Последние снабжены клапанами 23 и пружинами 24.
На рабочих торцах прижимные элементы имеют износостойкое антифрикционное покрытие и дренажные проточки 25, расположенные наклонно к продольной оси бесконечных лент. На рабочих торцах плит 7 и 8 по границам групп камер давления разме- пхены заградительные уплотнения 26. В плитах 7 и 8 выполнены дренажные каналы 27 для отвода отработанной рабочей среды.
Для ограничения перемещения прижимных элементов 11 в камере 15 давления имеются упоры 28. Прижимные элементы в одной из камер давления могут быть зафиксированы от перемещения.
Устройство работает следующим образом.
Приводные барабаны 3 и 5 нагреваются до заданной температуры, включаются их приводы и заготовка 29 формуемого материала подается в зазор между барабанами 3 и 5, где он уплотняется и нагревается, а затем бесконечными лентами 1 и 2 подается в зону прессующих плит 7 и 8 от
нагнетателя с помощью средств 16 и 18. В камеры 12 и 14 плит подается под давлением рабочая среда - смазочно-термостатирую- щая жидкость, эмульсия, масло или силиконовая жидкость в зависимости от температуры прессования. Рабочая среда предварительно очищается от образивных частиц в фильтре и нагревается в теплообменнике до заданной температуры. Под действием поступающей в камеры 12 и 14 давления рабочей среды прижимные элементы 9 и 10 поджимаются к лентам 1 и 2, пружины 24 сжимаются и перемещают стержни 22 с клапанами 23, открывая дросселирующие каналы 21. Через последние рабо5 чая среда поступает в пространство между рабочими торцами плит и лентами, что обеспечивает термостатирование лент, передачу давления, защиту лент и прижимных элементов от износа, снижает силу трения при перемещении лент. Диаметры компенсацион0 ных стержней и дросселирующих каналов и жесткость пружин определяются в зависимости от вязкости среДы и давления прессования. Уплотнениями 26 предотвращается утечка наружу и в зону прижимных эле5 ментов 11 среды, которая отводится через дренажные каналы 27 к заборному патрубку нагнетателя.
v3a время прохождения лент с заготовкой 29 между прижимными элементами 9 и 10 происходит ее прессование (уплотне0 ние структуры и релаксация напряжений для материалов на основе термопластов или полимеризация для материалов на основе термореактивных смол). При перемещении лент через камеры 13 и 15 давления в зоне прижимных элементов 11 аналогичным обра5 зом происходит прессование и термостатирование материала за счет подачи рабочей среды от другого нагнетателя через средства 17 и 19. При этом может быть использована среда иного типа или другого
,. давления и температуры. Отработанная рабочая среда по дренажным проточкам 25 и каналам 27 возвращается к нагнетателю. Камеры давления могут иметь несколько зон различной длины, с различными параметрами прессования в зависимости от свойств
5 формуемого материала 30.
Формула изобретения
1. Устройство для формования ленточ-. ного полимерного материала, содержащее
0 этажно расположенные приводные бесконечные ленты и прессующие плиты, имеющие установленные с возможностью перемещения прижимные элементы, камеры давления и средства для подачи рабочей среды под давлением, отличающееся тем, что, с целью
5 повыщения качества материала за счет обес- 1ечения возможности увеличения давления прессования без увеличения энергоемкости устройства, камеры давления соединены со
средствами для подачи рабочей среды под давлением, а прижимные элементы выполнены с дросселирующими каналами для сообщения камер давления с пространством между рабочими торцами плит и лентами.
2.Устройство по п. 1, отличающееся тем, что дросселирующие каналы выполнены расширяющимися в сторону лент.
3.Устройство по п. 2, отличающееся тем, что в дросселирующих каналах размещены подпружиненные стержни.
4.Устройство по п. 3, отличающееся тем, что стержни снабжены клапанами.
5.Устройство по п. 1, отличающееся тем, что на рабочих торцах прижимных элементов выполнены дренажные проточки.
6. Устройство по п. 5. отличающееся тем, что между плитами и прижимными элементами по периметру последних размещены уплотнения.
7. Устройство по п. 1, отличающееся тем,
что камеры давления объединены в группы, имеющие -индивидуальные средства д,1я подачи рабочей среды.
8.Устройство по п. 7, отличающееся тем, что на рабочих торцах плит по границе групп
размещены заградите.пьные уплотнения.
9.Устройство по п. 8, отличающееся тем, что в плитах выполнены дренажные каналы для отвода -отработанной рабочей среды.
Изобретение относится к переработке полимерных материалов в изделия и может быть использовано для непрерывного формования листов из различных полимерных материалов, в частности, слоистых пластиков. Цель изобретения - повышение качества материала за счет обеспечения возможности увеличения давления прессования без увеличения энергоемкости устройства. Для этого камеры давления 12 - 15 связаны со средствами 16 - 19 для подачи рабочей среды под давлением. Прижимные элементы 9 - 11 выполнены с дросселирующими каналами 21. Последние выполнены расширяющимися в сторону лент 1 и 2. В каналах 21 размещены подпружиненные стержни с клапанами. На рабочих торцах прижимных элементов выполнены дренажные проточки, а плит 7 и 8 - дренажные каналы для отвода отработанной рабочей среды. Камеры давления объединены в группы, имеющие индивидуальные средства для подачи рабочей среды. Рабочая среда из камеры давления через дросселирующие каналы 21 поступает к лентам 1 и 2, что обеспечивает термостатирование их, передачу давления и снижает силу трения между лентами и плитами. 8 з.п. ф-лы, 4 ил.
8
26 9
I
о/
О
21
11
10
/7
7/
I
21 Фиг.7.
25
77
го
ФигЛ
| Устройство для непрерывного изготовления изделий из полимерных материалов | 1976 |
|
SU703359A2 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для непрерывного формования листового материала | 1984 |
|
SU1212822A1 |
| Солесос | 1922 |
|
SU29A1 |
