1
(21)4398879/05
(22)28.03.88
(46) 07.05.91. Бнш. № 17 (75) Н.И.Маляренко
(53)678.057.94(088.8)
(56)Авторское свидетельство СССР № 1525236, кл. В 29 С 43/22, ч 03.03.88.
(54)УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ЛЕНТОЧНОГО ПОЛИМЕРНОГО
МАТЕРИАЛА
(57)Изобретение относится к области полимерного машиностроения и может быть использовано для изготовления листов из высоконаполненных композиций с термостатичными и термореактивными связующими. Цель изобретения - повышение давления прессования. Устройство содержит прессующие плиты, размещенные в полостях камер давления, сообщающихся с нагнетателем смазочно-термостатирую- щей жидкости, причем прессующие плиты выполнены с дросселирующими отверстиями для подачи смазочно- термостатирующей жидкости на бесконечные транспортирующие ленты устройства. Согласно изобретению прессующие плиты снабжены штангами, концы которых пропущены через отвер- стия, выполненные в стенках камер. Штанги снабжены силовым приводом их перемещения. В штангах и прессующих плитах выполнены соосные каналы для отвода отработанной смазочно- транспортирующей жидкости, 2 з.п. ф-лы. 3 ,ил.
§
(Л

Изобретение относится к области полимерного машиностроения и может быть использовано для непрерывного формования листов из различных поли- . мерных материалов.
Цель изобретения - повышение давления прессования.
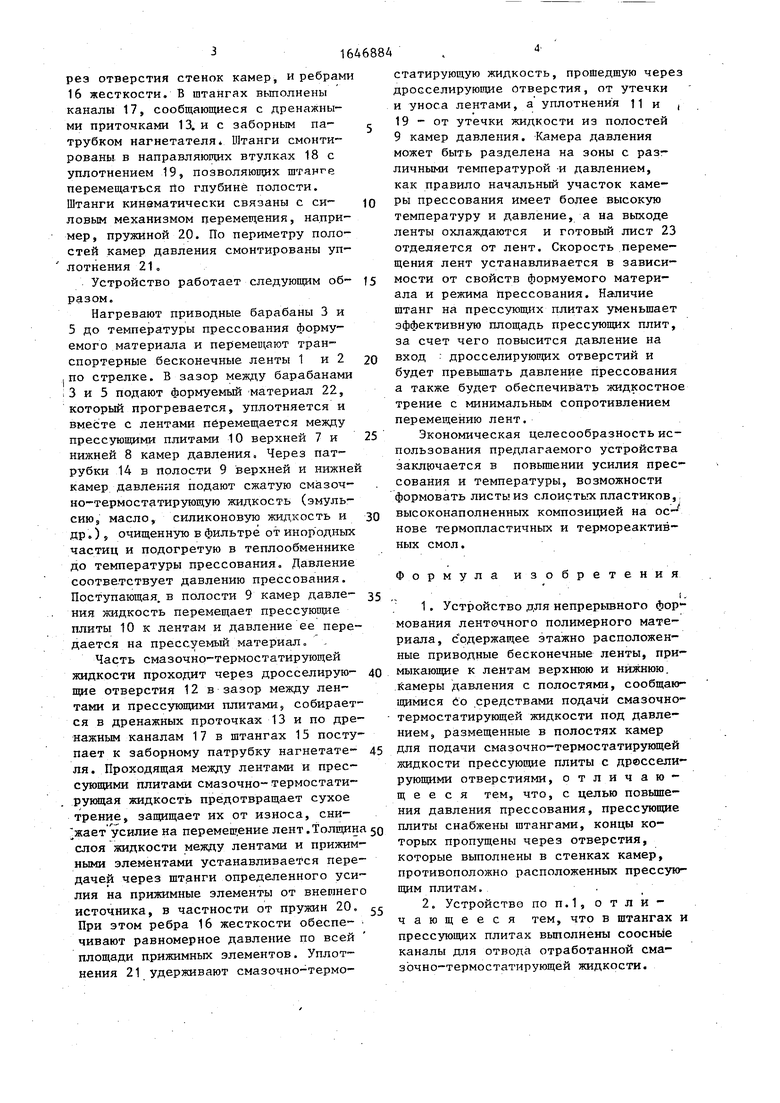
На фиг. 1 изображена принципиальная схема устройства, на фиг. 2 - прижимной элемент, вид со стороны транспортерных лент, на фиг. 3 - разрез А-А на фиг.2,
Устройство состоит из транспортерных бесконечных лент 1 и 2, натянутых на приводные барабаны 3-6. Приводные барабаны 3 и 5 снабжены электронагревателями о К транспор- | терным лентам примыкают верхняя 7 и
нижняя 8 камеры давления. Корпуса камер давления жестко соединены стяжными болтами. В камерах давления выполнены полости 9, в которых.смонтированы прессующие плиты 10 с возможностью перемещения по глубине полости . По периметру прижимные плиты снабжены уплотнениями 11. В прессующих плитах выполнены дросселирующие отверстия 12 и со стороны лент дренажные проточки 13. Полости 9 верхней и нижней камер давления через патрубки 14 сообщаются между собой и с нагнетателем смазочно-термостатирую- щей жидкости через теплообменник и фильтр (не показано)„ Со стороны полости прессующие плиты снабжены штангами 15, концы которых пропущены че-(
%
О
00 00
реэ отверстия стенок камер, и ребрами 16 жесткости. В штангах выполнены каналы 17, сообщающиеся с дренажными приточками 13. и с заборным па- трубком нагнетателя Штанги смонтированы в направляющих втулках 18 с уплотнением 19, позволяющих штанге перемещаться по глубине полости. Штанги кинематически связаны с си ловым механизмом перемещения, например, пружиной 20. По периметру полостей камер давления смонтированы уплотнения 21,
Устройство работает следующим об- разом.
Нагревают приводные барабаны 3 и 5 до температуры прессования формуемого материала и перемещают транспортерные бесконечные ленты 1 и 2 ,по стрелке. В зазор между барабанами 3 и 5 подают формуемый материал 22, который прогревается, уплотняется и вместе с лентами перемещается между прессующими плитами 10 верхней 7 и нижней 8 камер давления. Через патрубки 14 в полости 9 верхней и нижней камер давления подают сжатую смазоч- но-термостатирующую жидкость (эмульсию, масло, силиконовую жидкость и др.)5 очищенную в фильтре от инородных частиц и подогретую в теплообменнике до температуры прессования. Давление соответствует давлению прессования. Поступающая, в полости 9 камер давле- ния жидкость перемещает прессующие плиты 10 к лентам и давление ее передается на прессуемый материал.
Часть смазочно-термостатирующей жидкости проходит через дросселирую- щие отверстия 12 в зазор между лентами и прессующими плитами, собирается в дренажных проточках 13 и по дренажным каналам 17 в штангах 15 поступает к заборному патрубку нагнетате- ля. Проходящая между лентами и прессующими плитами смазочно™ термостати- рующая жидкость предотвращает сухое трение, защищает их от износа, сни- жает усилие на перемещение лент .Толщина слоя жидкости между лентами и прижимными элементами устанавливается передачей через штанги определенного усилия на прижимные элементы от внешнего источника, в частности от пружин 20, При этом ребра 16 жесткости обеспечивают равномерное давление по всей площади прижимных элементов. Уплотнения 21 удерживают смазочно-термостатирующую жидкость, прошедшую через дросселирующие отверстия, от утечки и уноса лентами, а уплотнения 11 и , 19 - от утечки жидкости из полостей 9 камер давления. Камера давления может быть разделена на зоны с различными температурой и давлением, как правило начальный участок камеры прессования имеет более высокую температуру и давление, а на выходе ленты охлаждаются и готовый лист 23 отделяется от лент. Скорость перемещения лент устанавливается в зависимости от свойств формуемого материала и режима прессования. Наличие штанг на прессующих плитах уменьшает эффективную площадь прессующих плит, за счет чего повысится давление на вход дросселирующих отверстий и будет превышать давление прессования а также будет обеспечивать жидкостное трение с минимальным сопротивлением перемещению лент.
Экономическая целесообразность использования предлагаемого устройства заключается в повышении усилия прессования и температуры, возможности формовать лис ты из слоистых пластиков, высоконаполненных композицией на ос- нове термопластичных и термореактив- ных смол.
Формула изобретения
i.
Фие,2
Составитель И.Фролова Редактор Е.ПаппТехред Л.Олийнык Корректор Т.Палий
Заказ 1372
Тираж 400
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагаринэг 101
77
физ.З
Подписное
