(Л
ел
N5
СО со vj
.4
/2
Фиг.&
горизонтальный паз а, в который входит литниковая втулка формующей оснастки. На плите 1 смонтированы захваты, выполненные в виде планок 4 и 5, которые соединены со штоками 6 поршней 7. Между плитой 1 и поршнями 7 установлены пакеты тарельчатых пружин 8. Поршни содержат уплотнительные манжеты 9 и установлены в отверстия, выполненные в передней плите 2. Планки 4 и 5 выполнены с буртом б, который с плитой 1 образует паз с для формуюш.ей оснастки. Нижняя 5 планка 5 выполнена с дополнительной полкой cf, на которую опирается рейка 10, соединенная с формующей оснасткой при помощи штифтов 11.6 ил.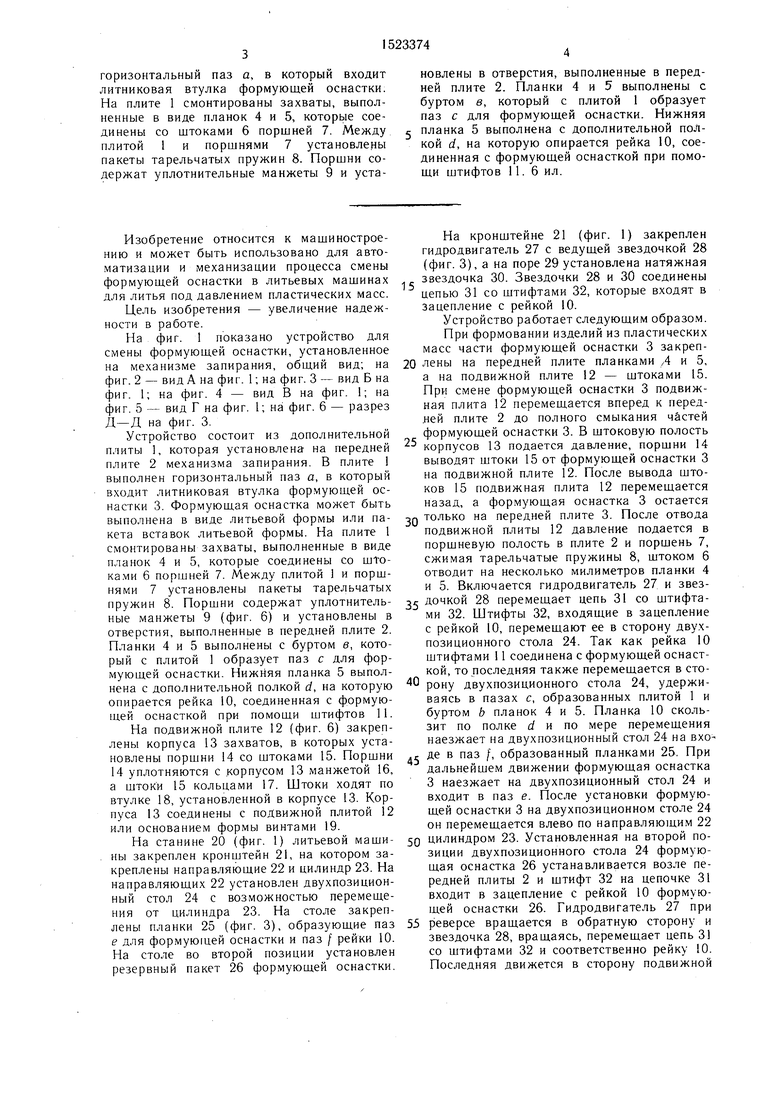
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для сменных пакетов литья под давлением | 1988 |
|
SU1608017A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевой пресс для изготовления изделий из полимерных материалов | 1980 |
|
SU984399A3 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2299809C2 |
| Универсальный блок литьевого прессования | 1980 |
|
SU927511A1 |
Изобретение относится к области машиностроения, а именно к литьевым машинам для литья под давлением пластичных масс. Цель изобретения - увеличение надежности в работе. Устройство состоит из дополнительной плиты 1, установленной на передней плите 2 механизма запирания. В плите 1 выполнен горизонтальный паз A, в который входит литниковая втулка формующей оснастки. На плите 1 смонтированы захваты, выполненные в виде планок 4 и 5, которые соединены со штоками 6 поршней 7. Между плитой 1 и поршнями 7 установлены пакеты тарельчатых пружин 8. Поршни содержат уплотнительные манжеты 9 и установлены в отверстия, выполненные в передней плите 2. Планки 4 и 5 выполнены с буртом B, который с плитой 1 образует паз C для формующей оснастки. Нижняя планка 5 выполнена с дополнительной полкой D, на которую опирается рейка 10, соединенная с формующей оснасткой при помощи штифтов 11. 6 ил.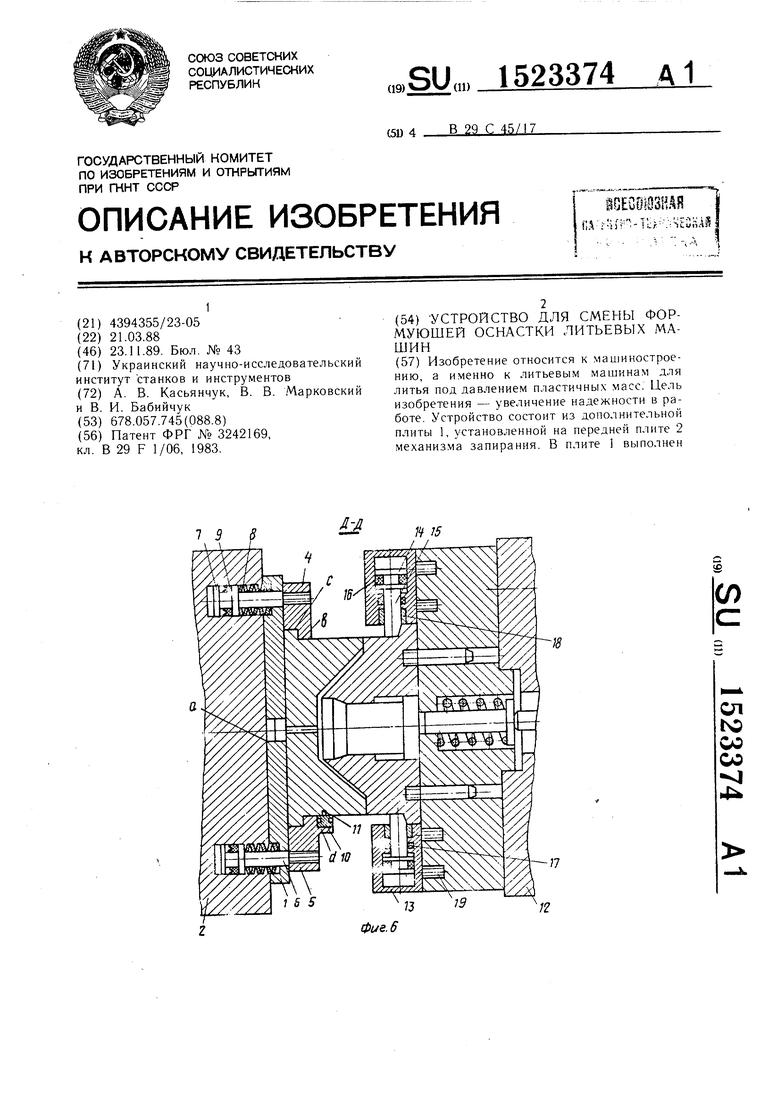
Изобретение относится к машиностроению и может быть использовано для автоматизации и механизации процесса смены формующей оснастки в литьевых машинах для литья под давлением пластических масс.
Цель изобретения - увеличение надежности в работе.
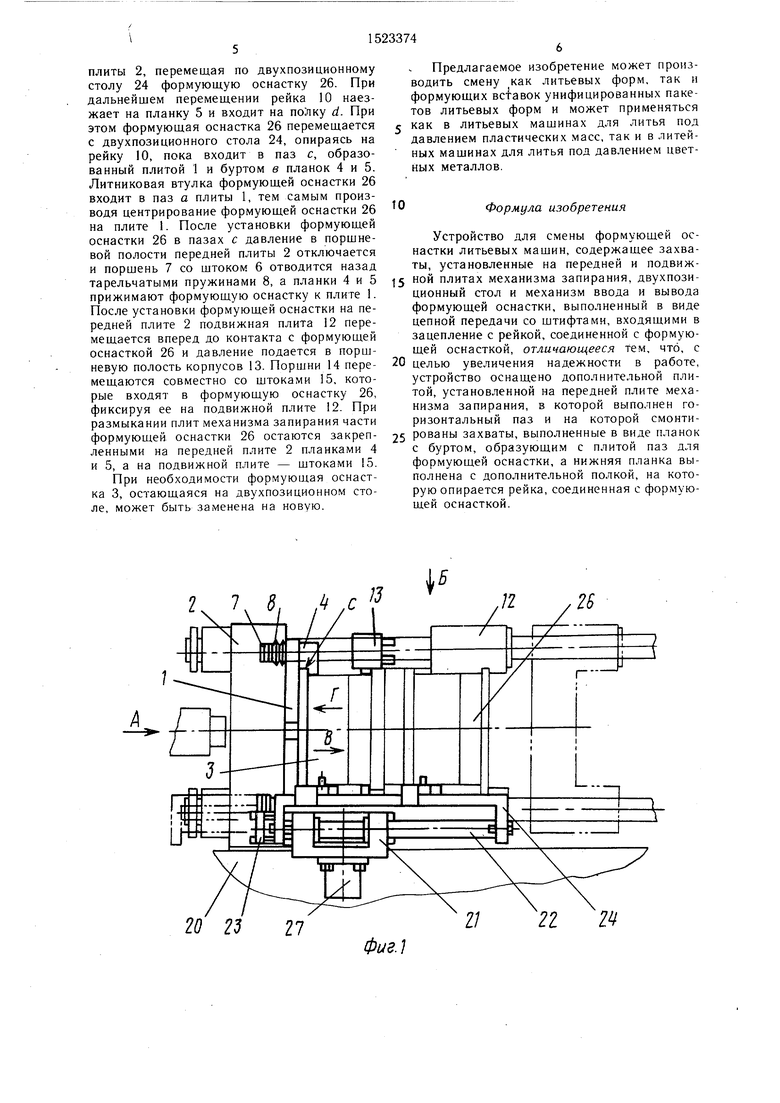
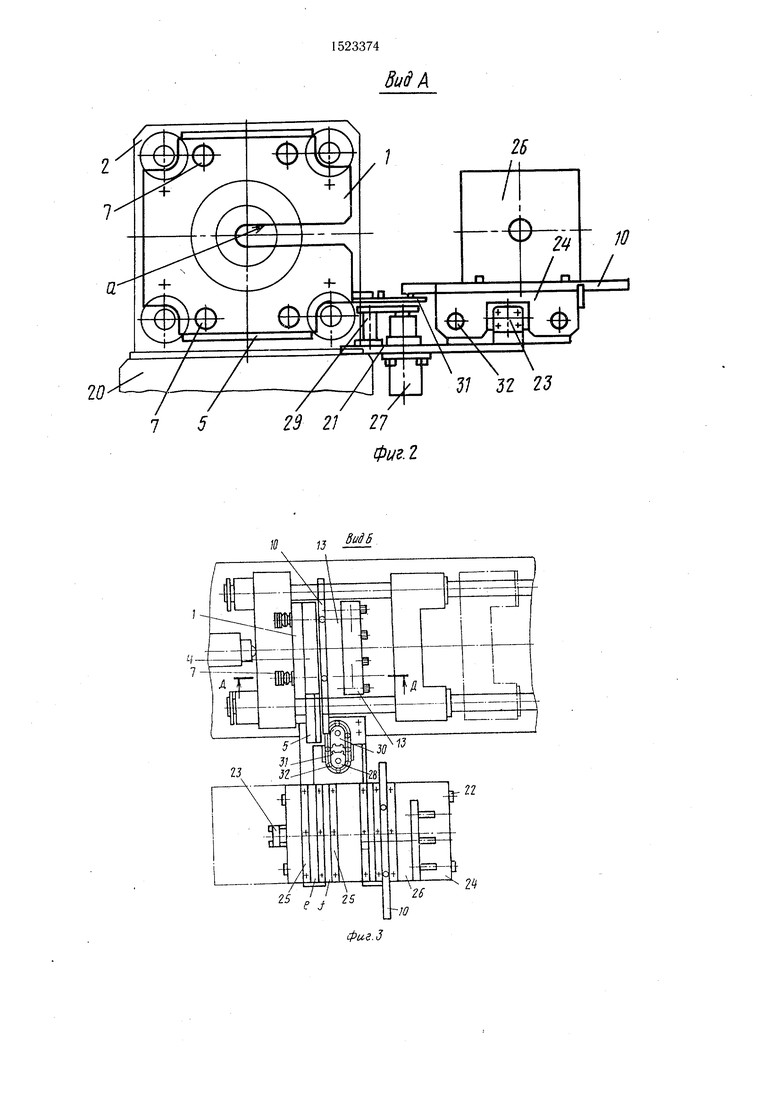
На фиг. 1 показано устройство для смены формующей оснастки, установленное на механизме запирания, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 3.
Устройство состоит из дополнительной плиты 1, которая установлена на передней плите 2 механизма запирания. В плите 1 выполнен горизонтальный паз а, в который входит литниковая втулка формующей оснастки 3. Формующая оснастка может быть выполнена в виде литьевой формы или пакета вставок литьевой формы. На плите 1 смонтированы захваты, выполненные в виде планок 4 и 5, которые соединены со штоками 6 поршней 7. Между плитой 1 и поршнями 7 установлены пакеты тарельчатых пружин 8. Поршни содержат уплотнительные манжеты 9 (фиг. 6) и установлены в отверстия, выполненные в передней плите 2. Планки 4 и 5 выполнены с буртом в, который с плитой 1 образует паз с для формующей оснастки. Нижняя планка 5 выполнена с дополнительной полкой d, на которую опирается рейка 10, соединенная с формующей оснасткой при помощи штифтов 11.
На подвижной плите 12 (фиг. 6) закреплены корпуса 13 захватов, в которых установлены порщни 14 со щтоками 15. Поршни 14 уплотняются с корпусом 13 манжетой 16, а штоки 15 кольцами 17. Штоки ходят по втулке 18, установленной в корпусе 13. Корпуса 13 соединены с подвижной плитой 12 или основанием формы винтами 19.
На станине 20 (фиг. 1) литьевой машины закреплен кронштейн 21, на котором закреплены направляющие 22 и цилиндр 23. На направляющих 22 установлен двухпозицион- ный стол 24 с возможностью перемещения от цилиндра 23. На столе закреплены планки 25 (фиг. 3), образующие паз е для формующей оснастки и паз f рейки 10. На столе во второй позиции установлен резервный пакет 26 формующей оснастки.
На кронштейне 21 (фиг. 1) закреплен гидродвигатель 27 с ведущей звездочкой 28 (фиг. 3), а на поре 29 установлена натяжная звездочка 30. Звездочки 28 и 30 соединены цепью 31 со штифтами 32, которые входят в зацепление с рейкой 10.
Устройство работает следующим образом.
При формовании изделий из пластических
масс части формующей оснастки 3 закреп0 лены на передней плите планками А и 5, а на подвижной плите 12 - штоками 15. При смене формующей оснастки 3 подвижная плита 12 перемещается вперед к перед- .ней плите 2 до полного смыкания частей формующей оснастки 3. В штоковую полость
корпусов 13 подается давление, поршни 14 выводят штоки 15 от формующей оснастки 3 на подвижной плите 12. После вывода щто- ков 15 подвижная плита 12 перемещается назад, а формующая оснастка 3 остается
Q только на передней плите 3. После отвода подвижной плиты 12 давление подается в поршневую полость в плите 2 и поршень 7, сжимая тарельчатые пружины 8, штоком 6 отводит на несколько милиметров планки 4 и 5. Включается гидродвигатель 27 и звез5 дочкой 28 перемещает цепь 31 со щтифта- ми 32. Штифты 32, входящие в зацепление с рейкой 10, перемещают ее в сторону двух- позиционного стола 24. Так как рейка 10 штифтами 11 соединена с формующей оснасткой, то последняя также перемещается в стоО рону двухпозиционного стола 24, удерживаясь в пазах с, образованных плитой 1 и буртом Ь планок 4 и 5. Планка 10 скользит по полке d и по мере перемещения наезжает на двухпозиционный стол 24 на вхог де в паз f, образованный планками 25. При дальнейшем движении формующая оснастка 3 наезжает на двухлозиционный стол 24 и входит в паз е. После установки формующей оснастки 3 на двухпозиционном столе 24 он перемещается влево по направляющим 22
0 цилиндром 23. Установленная на второй позиции двухпозиционного стола 24 формующая оснастка 26 устанавливается возле передней плиты 2 и щтифт 32 на цепочке 31 входит в зацепление с рейкой 10 формующей оснастки 26. Гидродвигатель 27 при
реверсе вращается в обратную сторону и звездочка 28, вращаясь, перемещает цепь 31 со штифтами 32 и соответственно рейку 10. Последняя движется в сторону подвижной
плиты 2, перемещая по двухпозиционному столу 24 формующую оснастку 26. При дальнейшем перемещении рейка 10 наезжает на планку 5 и входит на полку d. При этом формующая оснастка 26 перемещается с двухпозиционного стола 24, опираясь на рейку 10, пока входит в паз с, образованный плитой 1 и буртом в планок 4 и 5. Литниковая втулка формующей оснастки 26 входит в паз а плиты 1, тем самым производя центрирование формующей оснастки 26 на плите 1. После установки формующей оснастки 26 в пазах с давление в порщне- вой полости передней плиты 2 отключается и порщень 7 со щтоком 6 отводится назад
Предлагаемое изобретение может производить смену как литьевых форм, так н формующих BCtaBOK унифицированных пакетов литьевых форм и может применяться как в литьевых машинах для литья под давлением пластических масс, так и в литейных машинах для литья под давлением цветных металлов.
to
Формула изобретения
Устройство для смены формующей оснастки литьевых машин, содержащее захваты, установленные на передней и подвижтарельчатыми пружинами 8, а планки 4 и 5 5 ° плитах механизма запирания, двухпозиприжимают формующую оснастку к плите После установки формующей оснастки на передней плите 2 подвижная плита 12 перемещается вперед до контакта с формующей оснасткой 26 и давление подается в поршневую полость корпусов 13. Порщни 14 перемещаются совместно со щтоками 15, которые входят в формующую оснастку 26, фиксируя ее на подвижной плите 12. При размыкании плит механизма запирания части
ционныи стол и механизм ввода и вывода формующей оснастки, выполненный в виде цепной передачи со штифтами, входящими в зацепление с рейкой, соединенной с формующей оснасткой, отличающееся тем, что, с 20 целью увеличения надежности в работе, устройство оснащено дополнительной плитой, установленной на передней плите механизма запирания, в которой выполнен горизонтальный паз и на которой смонтиформующей оснастки 26 остаются закреп- 25 ровзны захваты, выполненные в виде планок
ленными на передней плите 2 планками 4 и 5, а на подвижной плите - штоками 15. При необходимости формующая оснастка 3, остающаяся на двухпозиционном столе, может быть заменена на новую.
с буртом, образующим с плитой паз для формующей оснастки, а нижняя планка выполнена с дополнительной полкой, на которую опирается рейка, соединенная с формующей оснасткой.
20 23 27
Предлагаемое изобретение может производить смену как литьевых форм, так н формующих BCtaBOK унифицированных пакетов литьевых форм и может применяться как в литьевых машинах для литья под давлением пластических масс, так и в литейных машинах для литья под давлением цветных металлов.
to
Формула изобретения
Устройство для смены формующей оснастки литьевых машин, содержащее захваты, установленные на передней и подвижционныи стол и механизм ввода и вывода формующей оснастки, выполненный в виде цепной передачи со штифтами, входящими в зацепление с рейкой, соединенной с формующей оснасткой, отличающееся тем, что, с 0 целью увеличения надежности в работе, устройство оснащено дополнительной плитой, установленной на передней плите механизма запирания, в которой выполнен горизонтальный паз и на которой смонтировзны захваты, выполненные в виде планок
с буртом, образующим с плитой паз для формующей оснастки, а нижняя планка выполнена с дополнительной полкой, на которую опирается рейка, соединенная с формующей оснасткой.
21 2
фие.
JS J
f
ZJ
5
j;JZ-{25 // гс
5 25
8ид
IB
nJ
утул Л J7 JZ гг
Фиг. 2
MS
Г
3
If
L.
,,.
J
.30
ЯГ
-r
2г
z
2
-/i
фиг.
дидГ
| Патент ФРГ № 3242169, кл | |||
| Солесос | 1922 |
|
SU29A1 |
